160 km/h動力車構架橫梁組成制造工藝研究
2019-09-05 13:42:00王強
科技與創新 2019年10期
王強

摘要:在對160 km/h動力車轉向架構架橫梁組成的結構特點進行深入分析的基礎上,針對各組成部件的具體特點設計了合理的制造工藝流程,并采取了科學、有效的制造工藝方法,最終圓滿完成了轉向架構架橫梁組成的制造任務。
關鍵詞:160 km/h動力車;構架;橫梁組成;制造工藝
中圖分類號:U266
文獻標識碼:A
DOI:10. 15913/j.cnki.kjycx.2019.10.026
時速160 km動力集中動車組動力車(簡稱160 km/h動力車)是為了適應現階段鐵路發展需求而研發的一款新型電力機車,該車型作為未來普通客運電力機車的主要替代車型,對駕乘舒適性以及整車安全性都有較高的要求。構架作為轉向架的重要組成部件,在機車整個運行壽命中發揮著關鍵性的作用,而橫梁組成是構架上制造質量要求最高的部件。因此,設計合理、可行的制造工藝,對于順利完成橫梁組成制造任務,進而最終圓滿完成構架及轉向架的制造任務都具有非常重要的現實意義。
本文以160 km/h動力車構架橫梁組成為研究對象,在對其結構特點進行深入分析的基礎上,設計了合理的制造工藝流程,并采取了科學、有效的制造工藝方法,最終圓滿完成了轉向架構架橫梁組成的制造任務,期望文中所闡述的工藝思路及制造方法能夠為類似產品的設計、制造起到一定的參考作用。
1 橫梁組成結構分析
橫梁組成結構如圖1所示,橫梁梁體是由上蓋板、下蓋板一、下蓋板二、立板、筋板一,組焊而成的箱型梁,在上蓋板的上平面分布有電機防脫落座、橫向止檔組成、電機安裝座等小件,在下蓋板的下平面布置了一個由牽引座、牽引座蓋板一、牽引座蓋板二、牽引座立板一、牽引座立板二、牽引座隔板、安全托組焊而成的牽引座小組件。
2 橫梁組成制造工藝
在對橫梁組成結構進行分析的基礎上,制定了以下工藝流程:橫梁備料一小組件組焊一橫梁組對一橫梁焊接一橫梁調型一小件組焊一橫梁加工,各個工序作業內容及具體要求如下。
2.1 橫梁備料
由于在后續進行橫梁焊接時,焊接收縮會使上蓋板、下蓋板及立板的長度減小,因此,在對上蓋板、下蓋板一及立板進行備料時,需預留一定的長度留量。
2.2 小組件組焊
牽引座與牽引座立板一之間連接焊縫的質量等級為CPB級、檢驗等級為CT2級,焊縫焊接完成后必須進行無損檢測,而且焊接前需對工件進行預熱,因此,為了便于焊接及進行無損檢測,牽引座與牽引座立板一之間的連接焊縫應在進行橫梁組對前完成;對于牽引座蓋板一與安全托之間連接焊縫的焊接,如果在橫梁組對前進行焊接,則所有焊縫都能在平焊位置完成焊接,這樣不僅可以有效保證焊接質量,而且便于操作。
2.3 橫梁組對
牽引座立板一、牽引座蓋板一、牽引座蓋板二與下蓋板二之間的連接焊縫的質量等級為CPB級、檢驗等級為CT2級,焊縫焊接完成后必須進行無損檢測,為了能夠在最大程度上實現關鍵焊縫平焊或“船形焊”,組對橫梁時,先以下蓋板二上平面為基準,利用反組裝工藝,將牽引座與牽引座立板一小組件、牽引座蓋板一與安全托小組件、牽引座蓋板二分別與下蓋板二進行組焊,待所有焊縫無損檢測合格后,再將下蓋板一與下蓋板二進行組對,然后組對筋板一及立板,并完成橫梁內腔焊縫的焊接,最后組對上蓋板,具體如圖2所示。
2.4 橫梁焊接
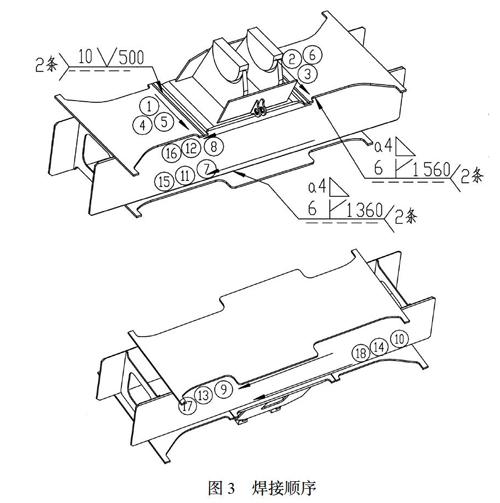
下蓋板一與下蓋板二之間的連接焊縫、立板與上下蓋板之間的連接焊縫的質量等級都為CPB級、檢驗等級都為CT2級,焊縫焊接完成后必須進行無損檢測,為了保證焊縫的焊接質量,這些焊縫的焊接優先使用焊接機器人進行焊接;而且為了能夠在最大程度上減少焊接變形,焊接這些焊縫時必須使用小參數逐層、對稱、循環焊接,具體焊接順序如圖3所示。焊接完成后,對這些焊縫進行磁粉探傷檢驗。
2.5 橫梁調型
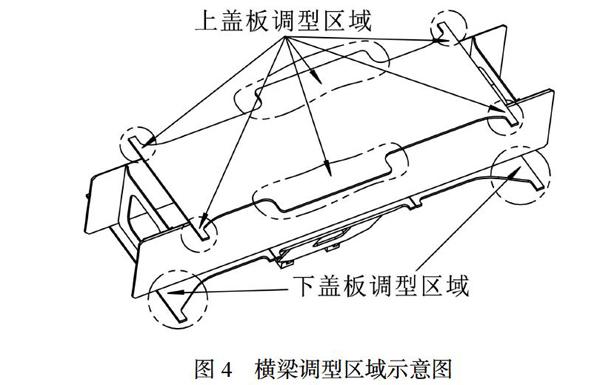
為了消除焊接變形可能對橫梁上蓋板及下蓋板平面度產生的影響,橫梁焊接工序完成后,需對圖4中所示的區域進行火焰調型,使其任意位置的平面度小于等于1 mm。
2.6 小件組焊
橫梁調型工序完成后,先將橫梁置于反組裝狀態,組焊牽引座立板二、筋板二及牽引座隔板,再將橫梁組成置于正組裝狀態,組焊電機安裝座并對焊縫進行磁粉探傷合格后,組焊電機防脫落座及橫向止檔組成。
2.7 橫梁加工
為了保證上蓋板、下蓋板、立板的最終長度尺寸能夠滿足圖紙尺寸要求,需對橫梁進行機械加工;加工時以橫梁的橫向中心為基準,對橫梁兩端進行對稱加工,使上蓋板、下蓋板及立板的長度尺寸滿足圖5的要求。
3 結束語
通過對橫梁組成的具體結構進行分析,設計了合理、可行的制造工藝流程,采取了科學、有效的制造工藝方法,經過后續產品生產過程的實踐檢驗,證明這些工藝方法不僅使操作人員的操作難度得到了有效降低,還很好地控制了橫梁的焊接變形及成形尺寸,使橫梁組成的制造質量達到了設計圖紙及標準的要求,為高質量完成構架及轉向架的制造奠定了基礎。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
哈爾濱鐵道科技(2020年4期)2020-07-22 02:22:28
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
制造技術與機床(2019年12期)2020-01-06 03:17:46
世界農藥(2019年2期)2019-07-13 05:55:12
西南交通大學學報(2018年5期)2018-11-08 10:58:26
制造業自動化(2017年2期)2017-03-20 14:26:13
銅業工程(2015年4期)2015-12-29 02:48:39
鐵道運營技術(2015年3期)2015-12-23 09:27:14