淺談測量系統分析在品質控制中的運用
2019-09-05 13:42:00杜旭東鄭煜酋李旭波盧鍇高澤齊
科技與創新 2019年10期
杜旭東 鄭煜酋 李旭波 盧鍇 高澤齊
摘要:測量系統分析( MSA)是品質控制中的重要環節,如果沒有正確與完善的測量系統,那么質量就無法得到保證,質量優化更無從談起。因此,測量系統分析成為眾多企業想要提升質量的重中之重。從何為測量系統分析、測量系統的特性、測量系統能力的判別標準、測量系統運用的實際案例四個方面進行研究,剖析測量系統分析在品質控制中的運用,以期為相關人士提供參考。
關鍵詞:測量系統;特性;品質控制;能力判別
中圖分類號:TG806
文獻標識碼:A
DOI: 10.15913/j.cnki.kjycx.2019.10.066
品質控制的主要目的是通過各種技術將質量變數控制在最小范圍內,而品質控制高低又源于測量系統分析水平的高低,只有通過測量將所獲得的數據進行研究,才能保證和提高品質。當然,為了不斷提高品質控制的水平,必須對測量系統進行評估,以尋找和選擇最優的測量系統,本文旨在分析測量系統分析( MSA)在品質過程中的運用,以期為相關人士提供參考。
1 測量系統分析的定義及重要性
所謂測量系統分析,就是利用科學的方法對測量對象以及特性進行研究。運用儀器、工具、方法.環境等獲得的數據進行分析的整個過程就是測量系統分析,那么為何越來越多的企業要進行測量系統分析呢?
現今社會競爭愈發激烈,要想在激烈的競爭中處于不敗之地,就必須提高質量,而提高質量的前提是提升品質控制的水平,品質控制又依賴于測量系統分析。這樣環環相扣就決定了測量系統分析的重要性。眾所周知,數據是通過測量獲得的,每個項目都需要數據作為依據,只有對數據進行縝密、嚴謹分析,才能做出正確的決策。因此,在對數據進行收集與分析之前,必須對測量系統進行研究與評估,對于不完善的地方及時糾正,以確保數據的準確性。
2 測量系統分析的分類
從上述可知,測量系統分析是運用統計學來測量系統特性,并且研究其對測量結果的影響大小,最終根據測量結果判斷是否適用于企業,其可保證企業的產品質量、生產流程、環節監控、工藝狀況等是否符合使用要求。測量系統可分為計量型與計數型兩類,都是對測量結果進行研究,以提高與完善測量系統,從而提高數據的質量,最終實現提高品質控制的目的。一般來說,測量之后能提供詳細測量數值的是計量型測量系統,僅能定性地提供測量結果的是計數型測量系統。計量型測量系統一般通過五性進行分析與評估,五性主要是指重復性、穩定性、再現性、偏倚、線性。利用對品質控制測量系統五性的研究,就可以對影響測量系統的工具、方法、人員、環境等相關因素進行深入分析。而計數型測量系統則是通過運用假設檢驗的研究方法來進行判斷與評估。計數型測量系統屬測量值是一種有限的分類(級)數。一般比較常見的是兩個結果的計數型數據,OK/NOK測量。不過也有不同于OK/ NOK的計數型測量系統,比如,可根據標準,結果可以形成5-7個不同的類別,最常見的有一等品/二等品/三等品……
3 測量系統分析的能力判別原則
在評估測量系統分析是否合格時,受很多具體因素的影響,通過下面的指標可以評估測量系統的性能。
3.1 計量型MSA的判定
計量型MSA的判定如表1所示。
3.2 計數型MSA的判定
計數型MSA的判定如表2所示。Kappa值將在1-+I間,Kappa值為+1代表完全一致。如果Kappa值小于0.7,需要注意測量系統。
在實施過程中發現,計數型MSA對客戶的幫助非常大,所以下面重點展開說明計數型MSA的運用。
4 計數型測量系統分析運用的實際案例研究
某PCBA制造型企業,其品質水平一直不太理想。從2016-01-2016-06的客戶品質及目標情況來看,某重點客戶客訴不良居高不下,經了解主要是外觀不良,如圖1所示。
進一步診斷發現,公司品質檢驗存在較大問題,主要如下:①客戶進行外觀檢驗式入庫的品質結果中,存在企業與客戶部分標準的不統一;②公司內員工更換頻繁,新員工對標準的掌握水準參差不齊;③對于流入客戶處的典型不良,公司內部未進行詳細的檢討和分析。
4.1 具體的改進措施
針對以上情況,該企業引入計數型測量系統分析,對外觀不良的判定進行摸底和能力改善。診斷組溝通后,選定PCBA車間做一次MSA分析,讓管理人員學習MSA的作用。診斷組選擇10個樣品(4個良品、6個不良品),3個檢驗員(1個老全檢員工、1個新全檢員工、1個OQC),現場進行了MSA分析。結果發現老全檢員的檢驗能力并非最高(95%置信區間,在55.5% - 100%的檢出能力波動范圍內),具體數據如圖2所示。
4.2 推動企業實施MSA
根據上述數據分析可知,進行MSA測試后,OQC、老全檢員、新全檢員的水平參差不齊,需要企業不斷實施與采取措施,才能提高品質控制水平。
4.2.1覆蓋范圍
覆蓋范圍如表3所示。
4.2.2 MSA使用時機
MSA使用時機如表4所示。
4.2.3 MSA使用日程計劃
MSA使用日程計劃如表5所示。
4.2.4 MSA使用實績及問題點改善
MSA使用實績及問題點改善如表6所示。
4.3 測試中發現的主要問題
測試中發現員工上崗前培訓不足;目視檢查存在圖像誤差,存在誤判。
4.4 對應的改善策略
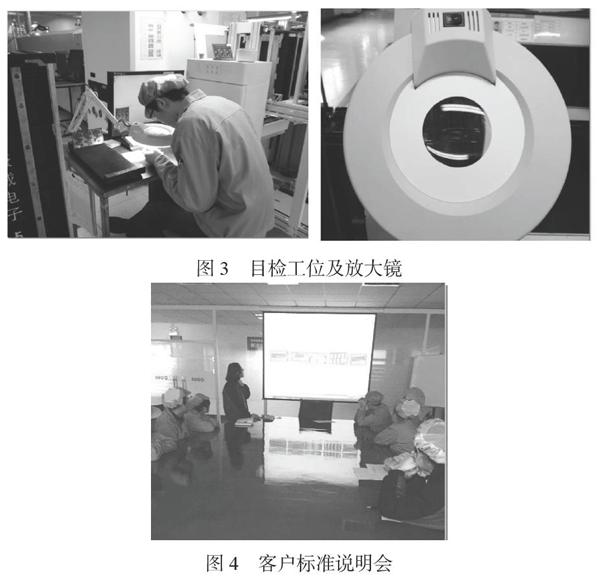
目檢工位增加使用放大鏡,確認不良圖像,減少誤判;放大鏡長時間使用導致頭暈,在放大鏡上增加白色覆膜,使視野單一,避免頭暈。目檢工位及放大鏡如圖3所示。
舉行客戶標準說明會,與產品相關人員一起統一客戶標準。客戶標準說明會如圖4所示。
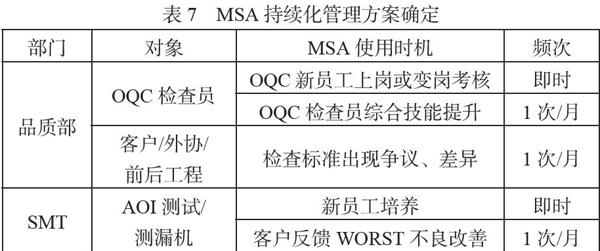
4.5 MSA持續化管理方案確定
MSA持續化管理方案確定如表7所示。
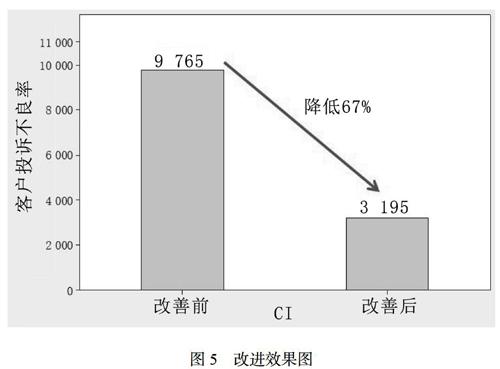
4.6 改進效果
據企業反饋,2016-10該重點客戶反饋數據為0.976%,至2017-04客戶反饋數據為0.319 5%,降低了67%,具體如圖5所示。
5 結語
總而言之,隨著科學技術的不斷發展,測量系統分析在品質控制中的作用越來越重要,不僅質量得到了保證,工作人員的操作也逐步熟練,更為重要的是客戶滿意度得到提升。但是,我們必須承認還有很多不足之處需要不斷改進,相信在未來,測量系統分析的發展會愈加完善,能夠滿足社會的發展需求。
參考文獻:
[1]李耀江,杜世昌.測量系統分析在品質控制中的運用[J1機械制造與自動化,2010,40 (3): 54-55,62.
[2]田媛.工業機器人視覺測量系統的在線校準技術研究[J].南方農機,2019,50(6):167—168.
[3]王浩,張鳳生,劉延杰.接觸線雙目視覺測量系統標定及立體校正方法研究[J].制造業自動化,2019,41(3): 97—101.
[4]樓志斌,趙輝,劉權,等.結合激光準直的二維轉角動態測量系統[J].光學精密工程,2019(3):561—568.
[5]華程,尹文慶,姜鑫,等.基于機器視覺的物料瞬時流量測量系統設計[J].傳感器與微系統,2019,38(3): 110—112.116.
[6]朱蓬勃.無線通信技術在遠程測量系統中的應用[J].通信電源技術,2019,36(2):193—194.
[7]謝安全.車載激光建模測量系統在重慶城區的應用分析[J].地理空間信息,2019,17(2):10,69—71.
[8]吳卓昊,范百興,王德利,等.工業測量系統現場精度原住校準裝置及方法研究[J].工程勘察,2019,47(4): 55—59.65.