泡沫鋁填充管底吹反擠復(fù)合工藝物理模擬實(shí)驗(yàn)研究
2019-09-09 10:04:54黃華貴彭春彥
燕山大學(xué)學(xué)報(bào) 2019年4期
關(guān)鍵詞:工藝
季 策,王 巍,黃華貴,彭春彥
(1.燕山大學(xué) 國家冷軋板帶裝備及工藝工程技術(shù)研究中心,河北 秦皇島 066004;2.燕山大學(xué) 機(jī)械工程學(xué)院,河北 秦皇島 066004)
0 引言
泡沫鋁基體中分布著大量的微細(xì)孔洞,具備吸聲、隔熱、阻燃、減震、阻尼、吸收沖擊能、電磁屏蔽等多種優(yōu)異功能[1-4],是一種新型的輕質(zhì)功能材料,在輕質(zhì)結(jié)構(gòu)、包裝、絕緣、減震和噪音阻尼等領(lǐng)域具有廣闊的應(yīng)用前景[5-8]。然而,泡沫鋁自身強(qiáng)度不高,在實(shí)際應(yīng)用中力學(xué)性能較差且難以連接,嚴(yán)重限制了工業(yè)化應(yīng)用進(jìn)程。因此,泡沫鋁填充材料應(yīng)運(yùn)而生,通過特殊復(fù)合工藝使泡沫鋁與覆層金屬結(jié)合,實(shí)現(xiàn)在保證力學(xué)性能的同時(shí)充分發(fā)揮其輕質(zhì)、多功能的特點(diǎn)[9-12]。
國內(nèi)外學(xué)者針對泡沫鋁填充材料的成形工藝開展了大量研究工作,目前主要有黏結(jié)劑法、熱噴涂法、粉末冶金法、焊接法等。黏結(jié)劑法最為常見,但屬于物理結(jié)合,耐高溫和耐腐蝕性能較差,產(chǎn)品使用環(huán)境具有一定限制[13];熱噴涂法是利用氣體噴射將液態(tài)金屬沉積到泡沫鋁表面,但生產(chǎn)效率較低[14];粉末冶金法包括壓制復(fù)合和軋制復(fù)合兩種,前者主要用于截面形狀復(fù)雜構(gòu)件,而后者主要用于夾芯板生產(chǎn),生產(chǎn)效率較高,但邊部易出現(xiàn)開裂[15];焊接法是通過釬焊、激光焊、擴(kuò)散焊等工藝使泡沫鋁與覆層金屬連接,有利于大尺寸構(gòu)件的制備[16-17]。目前,在獲得良好結(jié)合效果的同時(shí),高效率、短流程的制備工藝成為當(dāng)前行業(yè)的研究熱點(diǎn)[18]。
本課題基于傳統(tǒng)吹氣發(fā)泡法,結(jié)合連鑄工藝中間包底吹氬技術(shù)與擠壓工藝中匯流模具設(shè)計(jì)理念,提出一種底吹反擠復(fù)合工藝以實(shí)現(xiàn)泡沫鋁填充管的近終成形,為驗(yàn)證該工藝可行性,依據(jù)相似性原理,自主搭建了成形容腔的等比例物理模擬實(shí)驗(yàn)平臺,利用CCD相機(jī)對氣泡群的分布進(jìn)行了圖像采集,分析了氣體流量、液體黏度和匯流模具等因素對氣泡群分布情況的影響規(guī)律。
1 底吹反擠復(fù)合工藝原理
泡沫鋁填充管底吹反擠復(fù)合工藝原理如圖1所示,主要分為3個(gè)步驟:
1) 鋁液增黏:在鋁液中加入SiC顆粒或者M(jìn)g/Ca等粉末,對其進(jìn)行攪拌,以使顆粒或粉末在鋁液中分散均勻,制備發(fā)泡實(shí)驗(yàn)所需的預(yù)制漿料。
2) 發(fā)泡成形:成形裝置分為澆注容腔和成形容腔,如圖1所示,在坩堝的成形容腔內(nèi),氣體以一定流量和壓力通過底部透氣磚注入預(yù)制漿料,分散的氣泡上浮后被收集進(jìn)入?yún)R流模具,到達(dá)液面后與牽引提升裝置的底板接觸并不斷匯聚凝固成泡沫鋁;澆注容腔內(nèi)預(yù)制漿料在液位控制器作用下,液面高度始終比成形容腔內(nèi)高出H,澆注容腔和成形容腔的液位差對匯流模具外側(cè)和成形容腔內(nèi)側(cè)間的預(yù)制漿料形成向上的反擠壓力P,促使預(yù)制漿料(無氣泡)進(jìn)入冷卻結(jié)晶器,凝固形成外包覆層,并與芯部泡沫鋁在持續(xù)高溫作用下形成冶金結(jié)合。
3) 連續(xù)成形:牽引提升裝置不斷拉坯,實(shí)現(xiàn)泡沫鋁填充管的連續(xù)復(fù)合成形。

圖1 泡沫鋁填充管底吹反擠復(fù)合工藝示意圖
Fig.1 Schematic diagram of bottom blowing anti-extrusion process of aluminum foam-filled tube
2 物理模擬實(shí)驗(yàn)
2.1 實(shí)驗(yàn)平臺
基于相似性原理,按照設(shè)備尺寸搭建了成形容腔的等比例物理模擬實(shí)驗(yàn)平臺,結(jié)構(gòu)及原理如圖2所示,主要包括發(fā)泡裝置和圖像采集裝置兩部分。發(fā)泡裝置的成形容腔物理模型采用透明亞克力管以便于觀察內(nèi)部氣泡運(yùn)動情況,底部吹氣裝置采用氣孔分布均勻的透氣磚,其與氣瓶間通過流量計(jì)、流量調(diào)節(jié)閥、單向閥連接,以實(shí)現(xiàn)流量調(diào)整和防止管內(nèi)液體回流;圖像采集裝置主要由CCD相機(jī)、NI采集設(shè)備以及LabVIEW圖像采集軟件構(gòu)成,可以采集氣泡在透氣磚表面形成、脫離、上升的動態(tài)過程。
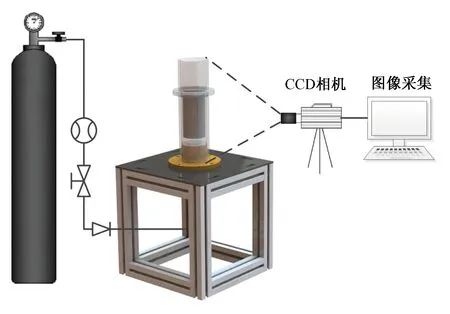
圖2 物理模擬實(shí)驗(yàn)裝置
Fig.2 Physical simulation experimental research equipment
2.2 實(shí)驗(yàn)方案
結(jié)合實(shí)際生產(chǎn),在設(shè)備參數(shù)一定的條件下,選取的工藝變量包含氣體流量、液體黏度兩個(gè),并且為驗(yàn)證匯流模具對氣泡的匯聚效果以及對成形容腔內(nèi)的流場影響,在兩個(gè)工藝變量基礎(chǔ)上分別開展了有內(nèi)置匯流模具和無內(nèi)置匯流模具兩種工況。
實(shí)驗(yàn)材料中氣體采用壓縮空氣,液體采用甘油水溶液,其中壓縮空氣氣體流量設(shè)定為50 L/h、100 L/h、150 L/h、200 L/h、250 L/h五種工況,甘油水溶液配比根據(jù)實(shí)際發(fā)泡實(shí)驗(yàn)中增黏后的鋁液黏度確定[19],具體配比方案及對應(yīng)的液體黏度如表1所示[20]。
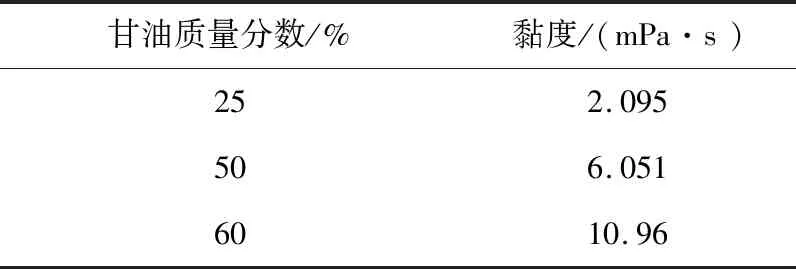
表1 室溫甘油水溶液黏度Tab.1 Viscosity of glycerol aqueous solution atroom temperature
2.3 實(shí)驗(yàn)步驟
1) 配置所需黏度的甘油水溶液,攪拌均勻,將其倒入成形容腔物理模擬裝置內(nèi)靜置;
2) 打開圖像采集系統(tǒng),調(diào)整CCD相機(jī)位置、亮度、焦距,以獲得清晰圖像,設(shè)置存儲路徑;
3) 打開氣瓶,調(diào)節(jié)流量調(diào)節(jié)閥使氣體流量至設(shè)定值,采集氣泡運(yùn)動圖像;
4) 實(shí)驗(yàn)結(jié)束后,停止圖像采集,關(guān)閉氣瓶,打開單向閥,將甘油水溶液從底部放出;
5) 然后重復(fù)步驟1)~4),進(jìn)行其它工況實(shí)驗(yàn)。
3 實(shí)驗(yàn)結(jié)果及分析
3.1 無匯流模具時(shí)氣泡群分布
無匯流模具時(shí)不同液體黏度和氣體流量下成形容腔內(nèi)部氣泡群分布如圖3~5所示,吹氣流量和液體黏度對氣泡群影響如下:
1) 吹氣流量影響:從圖3~5中可以看出,氣體流量為50 L/h時(shí),成形容腔內(nèi)氣泡數(shù)量較少,湍流強(qiáng)度較低,氣泡在脫離透氣磚之后近似自由上升,如圖3 (a)、圖4 (a)和圖5 (a)所示;當(dāng)氣體流量增加到100 L/h時(shí),氣泡數(shù)量增多,湍流強(qiáng)度增強(qiáng),氣泡群會出現(xiàn)輕微的周期脈動,即擺動現(xiàn)象,如圖3 (b)、圖4 (b)和圖5 (b)所示;當(dāng)氣體流量繼續(xù)增加時(shí),氣泡數(shù)量顯著增多,湍流強(qiáng)度繼續(xù)增大,因此CCD相機(jī)采集的平面圖像中出現(xiàn)明顯的堆疊現(xiàn)象,并且氣泡群的周期脈動增強(qiáng),如圖3(c)~(e)、圖4(c)~(e)和圖5(c)~(e)所示。
2) 液體黏度影響:當(dāng)液體黏度為2.095 mPa·s時(shí),氣體流量較小時(shí)氣泡群直徑差異較為顯著,存在直徑較大的氣泡,如圖3(a)和(b)所示,即使氣體流量增大,氣泡群直徑差異也明顯存在,如圖3(c)至(e)所示;當(dāng)液體粘度達(dá)到6.051 mPa·s 和10.96 mPa·s 時(shí),氣泡群直徑差異顯著減小,氣泡直徑均勻性得到顯著改善,效果在氣體流量較小時(shí)更為顯著,如圖4(a)和圖5(a)所示。
此外,從圖中可以看出,雖然在氣體流量為50 L/h和100 L/h時(shí),成形容腔內(nèi)側(cè)管壁附近氣泡很少,但整體分布均勻性較差;而當(dāng)氣體流量為150 L/h至250 L/h時(shí),成形容腔內(nèi)側(cè)管壁附近存在大量的氣泡,且尺寸不均,并且氣泡群的周期脈動顯著。綜上可知,在無匯流模具時(shí)無法同時(shí)實(shí)現(xiàn)泡沫鋁填充管的連續(xù)成形和覆層壁厚精確調(diào)整。
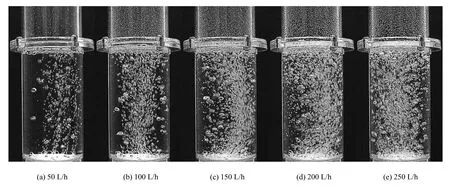
圖3 2.095 mPa·s 甘油水溶液無匯流模具時(shí)不同氣體流量時(shí)的氣泡群分布
Fig.3 Bubble group distribution at different gas flow rates in a glycerol aqueous solution at 2.095 mPa·s without a confluence mould
圖4 6.051 mPa·s 甘油水溶液無匯流模具時(shí)不同氣體流量時(shí)的氣泡群分布
Fig. 4 Bubble group distribution at different gas flow rates in a glycerol aqueous solution at 6.051 mPa·s without a confluence mould
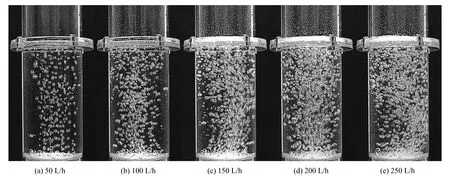
圖5 10.96 mPa·s 的甘油水溶液無匯流模具時(shí)不同氣體流量時(shí)的氣泡群分布
Fig. 5 Bubble group distribution at different gas flow rates in a glycerol aqueous solution at 10.96 mPa·s without a confluence mould
3.2 有匯流模具時(shí)氣泡群分布
有匯流模具時(shí)不同液體黏度和氣體流量下成形容腔內(nèi)部氣泡群分布如圖6、圖7和圖8所示,吹氣流量和液體黏度對氣泡群影響與上述分析基本一致,在氣體流量和液體黏度均較低時(shí),氣泡直徑差異較為顯著,如圖6(a)所示。此外,與無匯流模具時(shí)對應(yīng)工況下氣泡群分布進(jìn)行對比可以看出,有匯流模具時(shí)各工況下氣泡群分布均勻性整體均好于無匯流模具時(shí),成形容腔內(nèi)側(cè)管壁與匯流模具間均無明顯氣泡存在,并且即使在較高氣體流量時(shí),氣泡群分散均勻性和周期脈動現(xiàn)象同樣得到顯著改善,如圖6(e)、圖7(e)和圖8(e)所示。
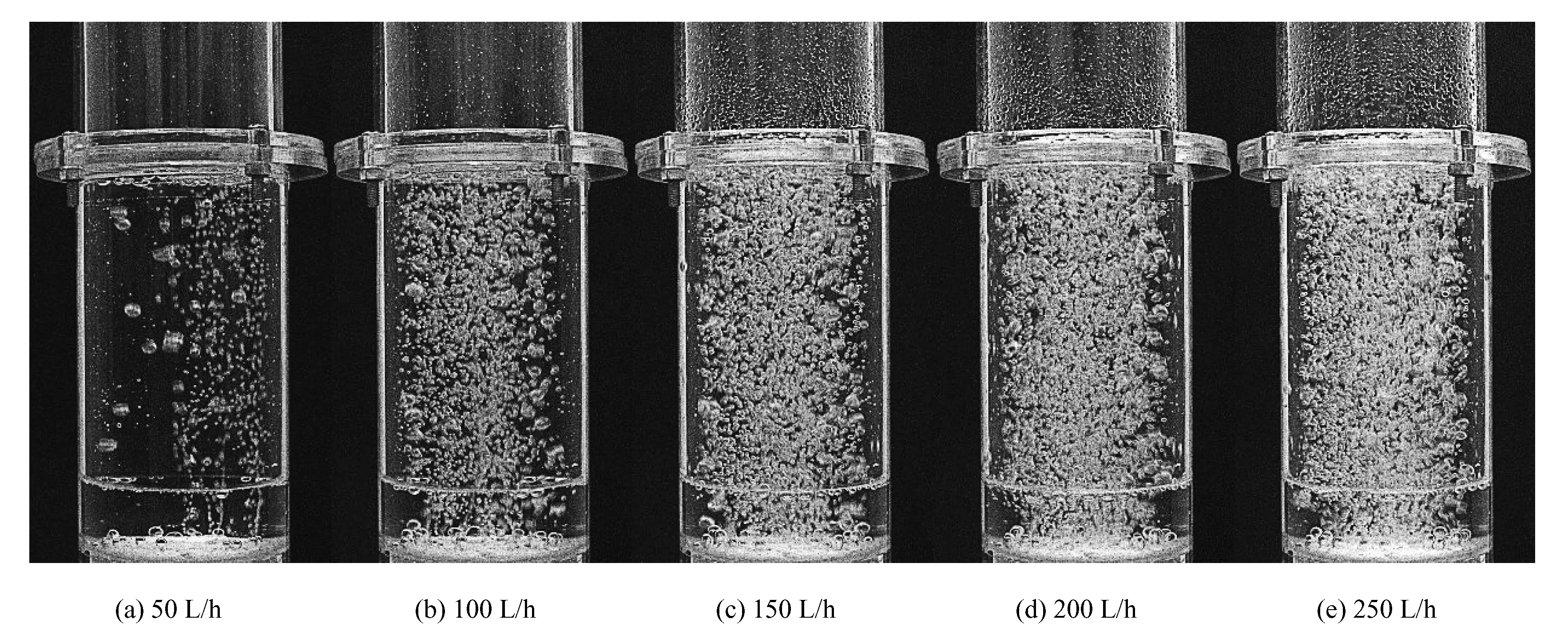
圖6 2.095 mPa·s 甘油水溶液有匯流模具不同氣體流量時(shí)的氣泡群分布
Fig. 6 Bubble group distribution at different gas flow rates in a glycerol aqueous solution at 2.095 mPa·s with a confluence mould
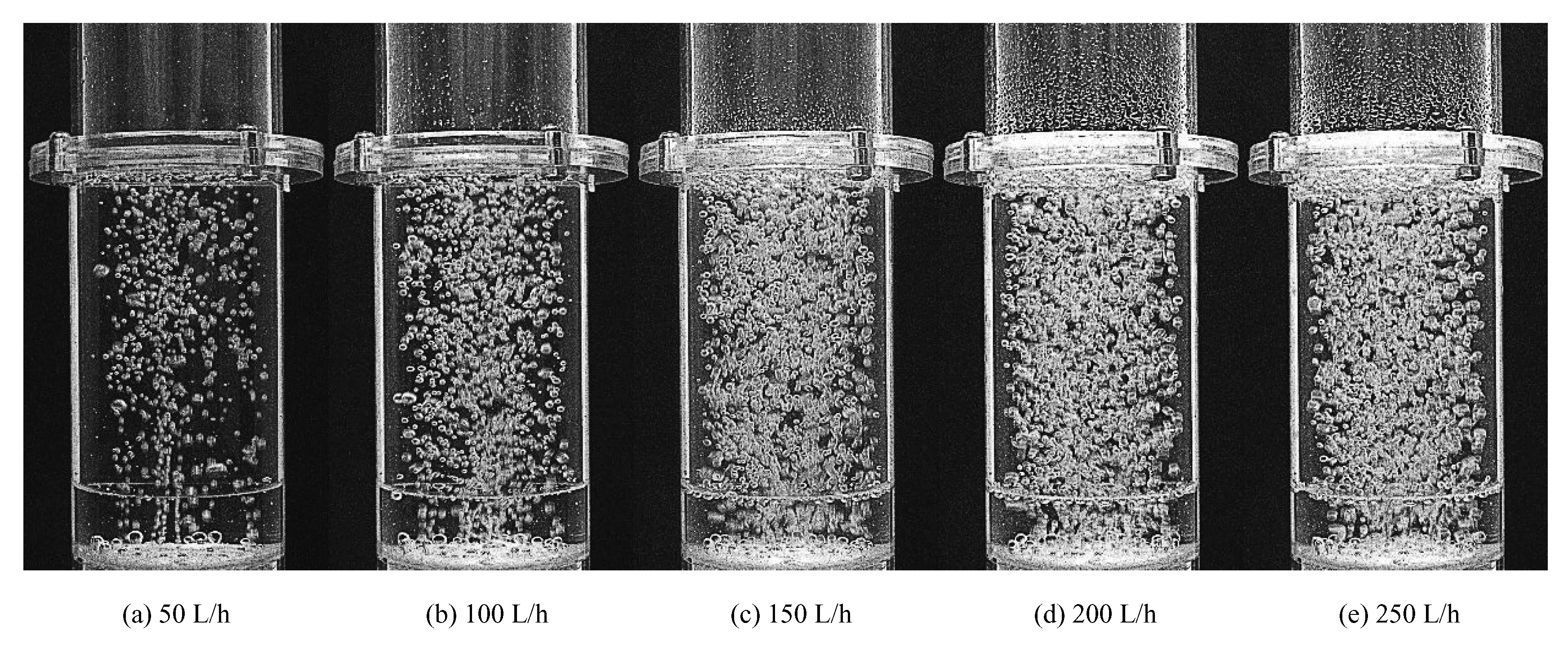
圖7 6.051 mPa·s 甘油水溶液有匯流模具不同氣體流量時(shí)的氣泡群分布
Fig.7 Bubble group distribution at different gas flow rates in a glycerol aqueous solution at 6.051 mPa·s with a confluence mould
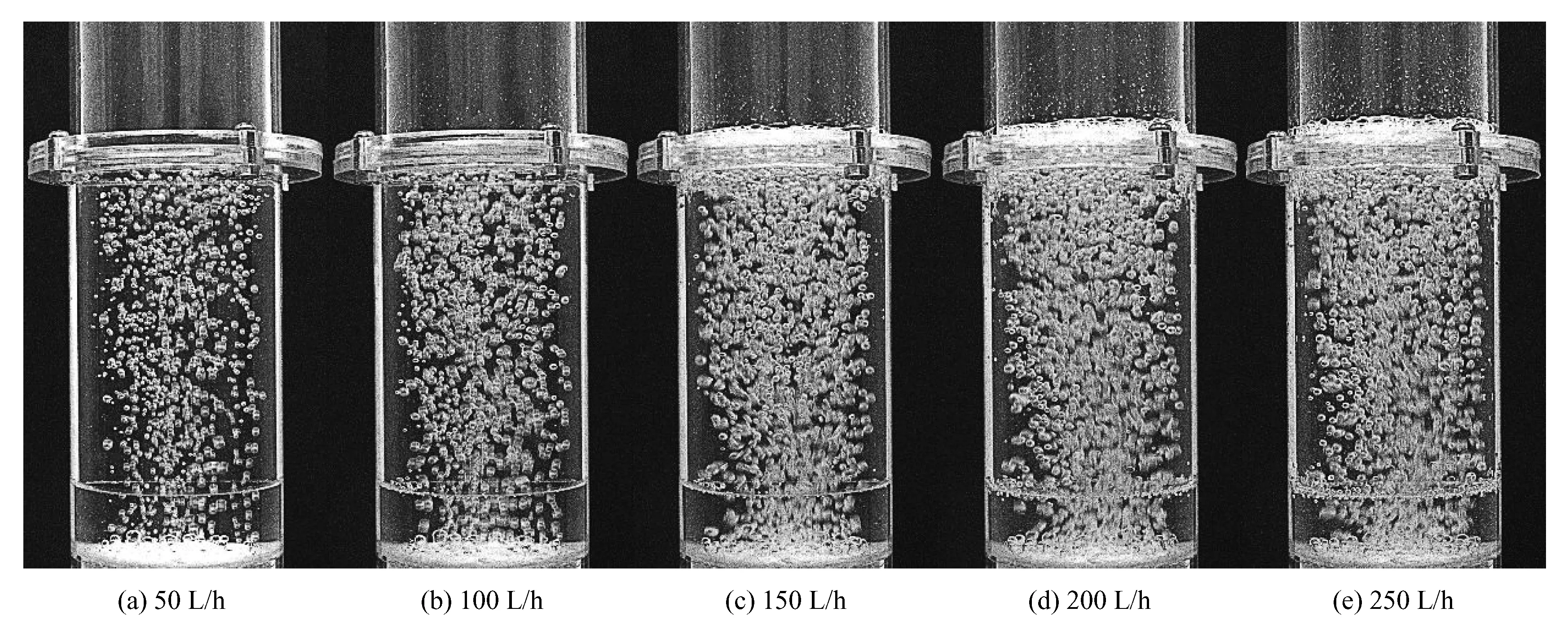
圖8 10.96 mPa·s 甘油水溶液有匯流模具不同氣體流量時(shí)的氣泡群分布
Fig.8 Bubble group distribution at different gas flow rates in a glycerol aqueous solution at 10.96 mPa·s with a confluence mould
因此,匯流模具可以實(shí)現(xiàn)氣泡的匯聚,并且通過調(diào)整成形容腔內(nèi)側(cè)管壁與匯流模具間距離可以實(shí)現(xiàn)泡沫鋁填充管的壁厚精確控制,進(jìn)而證明了泡沫鋁填充管底吹反擠復(fù)合工藝的可行性。
4 結(jié)論
本文提出了一種泡沫鋁填充管底吹反擠復(fù)合工藝,并根據(jù)相似性原理,開展了成形容腔的等比例物理模擬實(shí)驗(yàn)研究,驗(yàn)證了工藝的可行性,得到結(jié)論如下:
1) 吹氣流量較小時(shí),湍流強(qiáng)度較低,氣泡在脫離透氣磚之后近似自由上升,但氣泡群分布均勻性較差,無法實(shí)現(xiàn)泡沫鋁填充管的連續(xù)成形;吹氣流量較大時(shí),湍流強(qiáng)度較高,氣泡數(shù)量顯著增多,但在無匯流模具時(shí)會出現(xiàn)顯著的周期脈動。
2) 液體黏度較低時(shí),氣泡群分布不均,直徑差異較為顯著;當(dāng)黏度較大時(shí)氣泡直徑差異顯著減小,氣泡群分布均勻性得到顯著改善。
3) 有匯流模具時(shí),各工況下成形容腔內(nèi)側(cè)管壁與匯流模具間無明顯氣泡存在,并且氣泡群分布情況均好于無匯流模具時(shí),可顯著改善氣體流量較大時(shí)氣泡群的周期脈動現(xiàn)象,驗(yàn)證了底吹反擠復(fù)合工藝的可行性。
猜你喜歡
中國特種設(shè)備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52