鋁及鋁合金焊接缺陷原因分析及探傷檢測
2019-09-10 04:03:35田海林王立國艾啟文唐亮
科學導報·科學工程與電力 2019年24期
田海林 王立國 艾啟文 唐亮
【摘? 要】鋁合金焊接是一門重要的金屬加工技術,特別是在鋁合金車體生產過程中,底架工序重要的焊縫需要進行射線探傷(RT)。確保焊縫內部沒有裂紋、未融合、夾渣、氣孔、焊瘤、咬邊等缺陷,如果存在任何缺陷,都會對結構的質量和使用壽命產生嚴重的影響。
【關鍵詞】鋁及鋁合金;焊接缺陷;A型車RT探傷
引言:射線探傷(RT)室一種采用X射線或γ射線照射焊接接頭,檢查內部缺陷的無損檢驗的方法,目前應用的主要有射線照相法,透視法(熒光屏直接觀察法)和工業X射線電視法,其中應用最廣泛、靈敏度較高的是射線照相法。
一、焊前準備
1.1 檢查焊機工作狀態及面板是否正確。
1.2 特別注意氣體流量。
1.3? 送絲機出絲情況。
1.4 風動工具:銑刀、不銹鋼碗刷、直磨機、角磨機。注意不銹鋼碗刷要更換新的,以免有油污腐蝕焊縫坡口。
1.5 烤槍的使用方法
二、焊接坡口鈍邊及根部間隙
2.1 坡口鈍邊為1-2mm。
在A型車牽枕框架組隊時,牽引梁、枕梁上車前就需要鉚工把坡口預留鈍邊為1-2mm,否則上車后無法測量。
2.2 根部間隙2-4mm
用銑刀配合直磨機把根部間隙修到2-4mm即可。
三、焊接過程及注意事項
例如城軌底架焊接牽引梁與枕梁的焊縫。
3.1 此焊縫為V型坡口,特點為背板是自行點固,注意點固背板必須和牽引梁枕梁緊密的連接在一起。
3.2 進行預熱(預熱溫度100-120攝氏度)后焊接打底,電流為190-200A電壓21-22V,壓低電弧,使熔池進行充分的氣體保護。完成焊接后,對打底焊接進行清根處理,確保無缺陷后進行后續焊接。3.3 后續焊接一定要控制層間溫度(80-100攝氏度),電流:210-230A電壓:22-24V,整體焊接完成后去除引弧板、收弧板,對端部進行滲透探傷,保證無缺陷的情況下進行射線探傷(RT)。
四、常見缺陷及修補方法
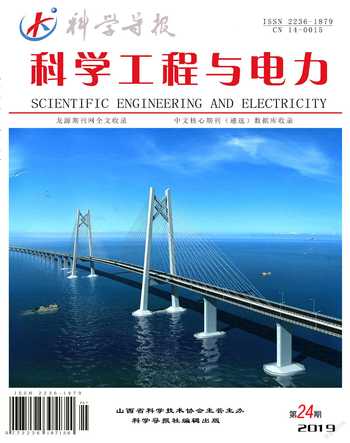
4.1裂紋 下圖1
4.2 弧坑裂紋
產生原因:弧坑裂紋是由于收弧的時候沒有把弧坑填滿,在焊接過程中焊接停止后沒有用直磨機作清除處理或處理不干凈所產生的。
解決方法:根據X光片顯示裂紋所在位置,判定在第幾層焊接過程中產生的缺陷。利用風動直磨機將缺陷去除,進行PT檢測,如仍有裂紋則反復以上操作,直到PT檢測合格后按照工藝要求進行焊接。
4.3 背托內根部裂紋
產生原因:背托內根部裂紋是由于打底焊過程中電弧不穩引起焊縫脫節所產生的。
解決方法:根據X光片顯示裂紋所在位置,去除背托進行PT檢測合格后進行補焊。根據質量要求去除背托長度不得超過焊縫長度的40%。
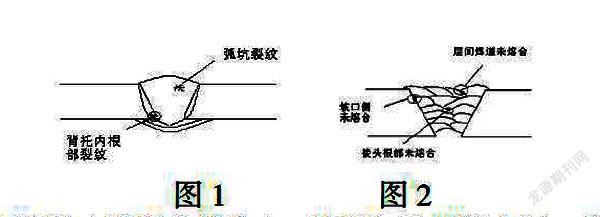
焊接時,焊道與母材之間或焊道與焊道之間未能完全熔化結合的部分稱為未熔合。未熔合主要分為四類:1、焊接接頭根部未熔合;2、層間焊道未熔合;3、焊道與母材坡口之間坡口側面未熔合;4、打底焊層間未熔合。下圖2
4.4.1 接頭根部(根部未熔合):多產生于焊縫中間,接頭根部未熔合在X光片上顯示為點狀或片狀,根據X光片判定該缺陷所在焊縫部位。由于肉眼難以觀測到缺陷,建議先去除焊縫填充金屬至背托內,待坡口準備完好后在進行焊接。
4.4.2焊道間(層間焊道未熔合):多產生于焊縫焊接過程中層間焊道連接位置。層間焊道未熔合在X光片上顯示為長線型,根據在焊工焊接過程中手法結合X光片顯示缺陷位置,判定缺陷所在第幾層焊縫部位。利用風動直磨機去除焊縫填充金屬,用肉眼仔細觀察,如發現黑色未熔合線繼續清理,去除干凈后再進行焊接。
4.4.3焊道與母材坡口之間未熔合:依照X光片確定缺陷所在焊縫位置,利用風動直磨機去除焊縫填充金屬,母材金屬與填充金屬顏色有明顯區別,用肉眼觀測修磨直到焊縫與母材結合處為止。用碗刷機打磨去除缺陷后按照工藝要求進行補焊。
4.4.4打底焊層間未熔合:打底焊層間未熔合多出現于厚板,層間清理過深,焊接電弧過長無法達到焊縫底部形成未熔合。此類缺陷無法從X光片中判定位置,利用超聲探傷方法,確定缺陷深度,去除距缺陷表面較近的一側焊縫的填充金屬,做PT檢測合格后按照工藝要求進行焊接。
預防措施:在焊接前將工件組對2-3mm間隙,對層間清理時不要過深,按照工藝要求進行焊接。
五、夾渣
焊后殘留在焊縫中的熔渣稱為夾渣。夾渣會降低焊接接頭的強度和塑性。固體夾渣:背托內固體夾渣、焊道內固體夾渣。
5.1背托內固體夾渣
產生原因:是由于焊縫清理不干凈造成。
預防措施:夾渣主要出現在多層多道的情況,可以采取在焊接下一道焊道之前用鋼絲刷清理焊道表面的熔渣和氧化物;提高電弧電壓,降低焊接速度也能夠有效減少夾渣的形成。工件在組對過程中要保持焊縫打磨區干凈,并使用風槍將背托內的金屬粉吹干凈。這樣可以大大避免夾渣缺陷的產生。
5.2 焊道內固體夾渣
產生原因:主要是由于操作者焊接時,未能按照工藝要求焊接,缺乏責任心造成的,多產生在焊道間熔合處。
修補方法:根據X光片中顯示所在夾渣的準確位置,在對應的焊縫部位用直磨機將夾渣去除干凈后按工藝要求補焊。
六、氣孔
氣孔的主要成分是氫氣。因此,鋁及鋁合金焊縫金屬內的氣孔有時稱為氫氣孔。氣孔主要分類:粗大氣孔群、密集氣孔、鏈狀氣孔、條狀氣孔。
6.1 粗大氣孔
產生原因:氣孔產生的原因有很多種,例如:焊機設備氣管漏氣、氣體保護不好、氣體流量達不到工藝要求、焊工焊接時的焊槍角度、焊接環境因素、焊件表面有油污、殘留探傷劑清洗劑、焊前預熱溫度不足等。
預防措施:焊前焊工必須檢查焊機設備是否完好;檢查氣瓶剩余氣壓是否滿足焊接要求;提高焊工的操作水平;檢查溫度、濕度是否符合工藝要求;工件表面清理是否干凈不允許存在油污等雜質。使用風動碗刷機時碗頭不得有油污;檢查焊前預熱溫度是否達到工藝要求。
6.2密集氣孔
產生原因:氣孔產生的原因有很多種,例如:焊機設備氣管漏氣、保護氣體純度不夠、氣表漏氣、氣瓶壓力不足、焊接環境防風條件差。
預防措施:焊前焊工必須檢查設備是否完好;檢查氣瓶剩余氣壓是否滿足焊接要求;焊接環境禁止通風;焊工在操作過程中可用肉眼仔細觀察,是否存在小氣孔的溢出。
6.3鏈狀氣孔
產生的原因:多出現在打底層,是由于工件組對時母材與背托之間存在間隙使得在焊接過程中空氣進入造成的。沒有背托工件的鏈狀氣孔形成多出現在蓋面,是由于焊工操作過程中有風或焊槍角度不準確所造成的。
修補方法:如果鏈狀氣孔在X光片顯示為焊縫中間位置,則判定氣孔可能存在于打底層的背托中,需去除背托后做PT檢測,合格后按工藝要求補焊。如果連狀氣孔在X光片顯示為焊縫上端或下端位置,判定很可能在蓋面焊縫中或層間的焊道中,返修時去除焊縫填充金屬至熔合線位置,找出缺陷并去除后按照工藝要求補焊。
預防措施:要嚴格按照工藝要求進行組對,母材與背托之間不得有縫隙;焊接環境禁止通風;提高操作者組對焊接技能。
6.4氣孔連線或小氣孔群
產生原因:氣孔連線或小氣孔群多產生于打底層或一次返修過程中在打底焊時,如果用退焊的方法,易產生氣孔鏈線接頭位置易產生小氣孔群,沒有背托的RT焊縫產生氣孔鏈線或小氣孔群時與鏈狀氣孔產生的原因一樣。
預防措施:焊接過程中,打底焊采用直推的手法可降低氣孔連線的產生機率,小氣孔群主要產生在返修焊縫的兩端,焊工操作中發現氣孔可用風動工具去除后再次焊接。
七、結論
綜上所述,A型車的焊接方法和RT探傷檢測的焊縫可能存在的缺陷主要包括裂紋、未熔合、夾渣、氣孔等,這些缺陷是影響焊接質量的主要原因,需要在發現后及時修補處理,本文針對A型車的焊接方法和焊接后常見的缺陷給出了詳細的介紹和修補方法以及預防措施,積累了實際生產的經驗,為以后生產打下了基礎,對車間生產具有良好的指導作用。
參考文獻:
[1] 王炎金.鋁合金車體焊接工藝.2009
[2] 陳祝年.焊接工程師手冊.2002