柴油機氣門間隙調整控制方法研究
2019-09-10 07:22:44郭宏恩常亞洲唐海兵
智能建筑與工程機械 2019年1期
郭宏恩 常亞洲 唐海兵
摘 ?要:通過研究柴油機氣門傳動件及相關件對氣門間隙的影響,提出制定氣門間隙調整控制的方法并制定統一了氣門間隙檢測方法。結果表明出廠狀況下裝配車間調整的氣門間隙優于試驗車間調整的氣門間隙,為試驗車間免調整氣門間隙奠定了基礎。
關鍵詞:柴油機;氣門傳動件;氣門間隙;控制方法
中圖分類號:TK427 ???????文獻標識碼:A ???????文章編號:2096-6903(2019)05-0000-00
0引言
氣門間隙是柴油機的一個重要工藝參數。氣門間隙出現異常時,不僅影響柴油機性能還會產生異常響聲致使柴油機冒煙。當氣門間隙過大時,進、排氣門開啟時間短,進、排氣不充分,柴油機性能惡化,功率下降,燃油消化率增加,冒黑煙導致排放不達標。同時,搖臂與氣門的撞擊聲增大,接觸面磨損加劇。當氣門間隙過小時,氣門密封不嚴,產生漏氣且漏氣聲音較大,柴油機性能同樣惡化,此外還會燒損氣門,嚴重時還會造成氣門與活塞撞擊。因此,氣門間隙控制是柴油機生產過程中一個重要環節。生產過程中,氣門間隙的影響因素較多,為了使出廠狀況下裝配車間調整氣門間隙的合格率不小于試驗車間調整氣門間隙的合格率,需要從氣門傳動件的結構、加工情況、清潔度及氣門間隙調整控制方法等方面予以考慮、改進。
1氣門傳動件結構分析與改進
1.1氣門傳動件結構分析
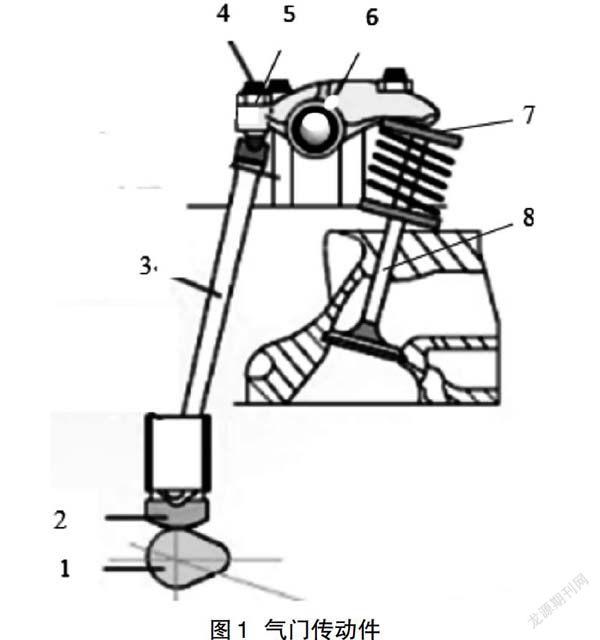
氣門傳動件由凸輪軸、挺柱、推桿、調整螺釘、搖臂、氣門頂帽、氣門等零件組成見圖1。
1—凸輪軸,2—挺柱,3—推桿,4—調整螺釘,5—鎖緊螺母,6—搖臂,7—氣門頂帽(本圖沒有,僅指出位置),8—氣門
柴油機工作過程中,曲軸齒輪通過惰齒輪帶動凸輪軸齒輪轉動,凸輪軸跟著轉動。當挺柱底面通過凸輪軸上的基圓與凸輪接觸后,挺柱在機體的孔內上移,推桿隨之上移,上頂調整螺釘使搖臂繞著搖臂軸擺動,搖臂頭下壓氣門頂帽使氣門克服氣門彈簧的彈力向下運動,氣門打開。當挺柱通過凸輪的桃尖后,挺柱所受向上的力量減小,氣門在氣門彈簧的彈力作用下上移復位,搖臂反向擺動,此時推桿、挺柱開始下移,直至挺柱落在凸輪軸的基圓上。挺柱通過基圓后開始下一個循環。
1.2氣門傳動件對氣門間隙的影響
1.2.1凸輪軸
凸輪軸是氣門傳動件的動力源。凸輪軸軸頸支撐在機體的凸輪軸孔上,凸輪用于使挺柱上下移動。軸頸和凸輪的硬度要高,粗糙度要低,否則磨損加劇,氣門間隙變大。
1.2.2挺柱
挺柱安裝在機體的挺柱孔內,底面支撐在凸輪軸上,可以上下運動,上邊的球窩用于支撐推桿的球頭,使推桿上下運動。
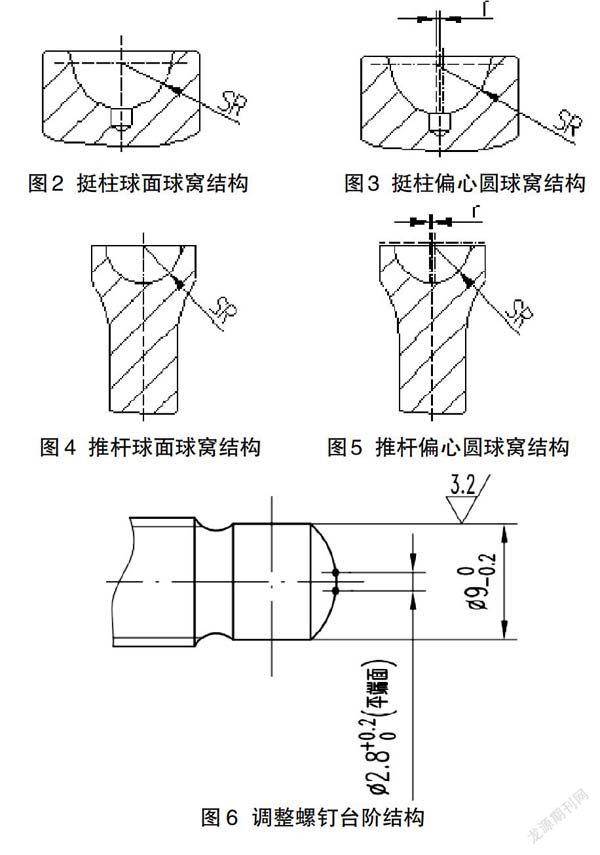
挺柱球窩一般設計為球形,為了增大與推桿球頭的接觸面積,將挺柱球窩的底部加工一個小孔,見圖2,使其與推桿球頭的接觸變為線接觸。小孔起收集雜質的作用,避免雜質擠壓在推桿與挺柱的接觸面上,造成氣門間隙變化。
目前流行的挺柱球窩結構是偏心圓,如圖3所示,球窩與推桿球頭的接觸部位上移,增大線接觸的長度,減小單位面積的壓力,從而減小磨損,減小氣門間隙的變化速度。該結構可以取消球窩底部的小孔。
球窩的粗糙度越小越好。冷機鑄鐵材質挺柱球窩粗糙度一般為Ra1.6且難以降低,合金鋼材質挺柱球窩粗糙度可以達到Ra0.4,但價格昂貴。
挺柱球窩表面的硬度及底面的硬度設計應盡量大,否則磨損加速,氣門間隙變化大。
1.2.3推桿
推桿用于把挺柱向上的作用力傳遞給搖臂上的調整螺釘。推桿下端球頭安裝在挺柱的球窩內,上端球窩與調整螺釘的球頭接觸。推桿下端球頭和上端球窩表面的硬度、粗糙度對氣門間隙都有影響,硬度低或粗糙度大時,磨損快,氣門間隙增大。因此球頭、球窩表面硬度設計越大越好,粗糙度設計越小越好。
推桿球窩一般設計為球面,如圖4所示。目前,球窩結構也傾向于設計成偏心圓,如圖5所示,球窩與調整螺釘球頭的接觸部位上移,增大線接觸的長度,減小單位面積的壓力,以此來減小磨損,減小氣門間隙的變化速度。
1.2.4調整螺釘
調整螺釘球頭硬度是影響氣門間隙的一個重要參數,當硬度低時,磨損快,氣門間隙變大。因此,球頭硬度設計應越高越好。此外,調整螺釘球頭的粗糙度對氣門間隙影響也較大。當球頭粗糙度大時,磨損加速,氣門間隙容易變大,因此球頭粗糙度設計應越小越好。以前推桿球窩結構為球形,為了增大調整螺釘球頭與球窩的接觸面積,應將調整螺釘球頭的底部加工成一個平面使其接觸變為線接觸,如圖6所示。當與偏心結構球窩的推桿配套使用時,調整螺釘的球頭可以不加工平面。
1.2.5搖臂
搖臂上鎖緊螺母的貼合面與調整螺釘孔軸線的垂直度是影響氣門間隙的一個重要參數,當垂直度過大時,在緊固鎖緊螺母過程中,會造成鎖緊螺母與調整螺釘卡滯,調整螺釘跟轉,氣門間隙難以調整合格。此外,當垂直度過大時鎖緊螺母緊固后與搖臂的貼合面積減小,防松作用差,工作過程中容易松動,導致氣門間隙變化。因此垂直度設計以不大于0.12為宜。需要注意的是搖臂上鎖緊螺母貼合面的粗糙度不可過大,也不可過小。過大則容易變形,導致鎖緊螺母松動,過小則表面太光,也容易松動。搖臂上鎖緊螺母貼合面的設計粗糙度以Ra3.2為宜。
1.2.6鎖緊螺母
鎖緊螺母用于固定調整螺釘位置,使氣門間隙不能隨意變化。
鎖緊螺母的端面相對螺孔軸線的跳動是影響氣門間隙的又一個重要參數,其影響情況與搖臂垂直度對氣門間隙的影響情況相同。螺母端面跳動以不大于0.12為宜。標準件達不到此要求,因此需要設計專用件。
1.2.7氣門頂帽
有的柴油機有氣門頂帽,有的沒有。氣門頂帽硬度高,套在氣門桿上與搖臂接觸,把搖臂的壓力傳遞給氣門,其作用在于減小氣門桿頂部磨損。氣門頂帽內孔底面對頂面的平行度對氣門間隙有影響,平行度差柴油機工作中氣門間隙會變化。當氣門頂帽清潔度差時,氣門間隙也會變化。取消氣門頂帽會避免上述影響。
1.2.8氣門
氣門桿頂部與搖臂接觸,由搖臂控制其開閉。搖臂與氣門桿頂面產生沖擊與摩擦,氣門桿頂面硬度要高,否則磨損加快,氣門間隙變大。有氣門頂帽時,氣門桿頂面硬度達到調質硬度即可。此外氣門盤錐面耐磨性要好,排氣門還要耐高溫,否則氣門嚴重磨損,氣門間隙變小,直至沒有氣門間隙產生漏氣。
1.3氣門傳動件相關件對氣門間隙的影響
1.3.1氣門座圈
氣缸蓋上所裝氣門座圈與氣門配合且對氣缸起密封作用。氣門座圈耐磨性要好,否則會造成氣門間隙變小直至消失。沒有氣門間隙時氣門會產生漏氣。
1.3.2機體
機體用于支撐凸輪軸,對挺柱起導向作用。機體上的挺柱孔與挺柱存在一定間隙,其孔徑一般用氣動量儀檢測,正常情況下不會超標。圓柱度用氣動量儀不能判斷可能超差,因此會導致挺柱卡滯,調整氣門間隙時挺柱不能下落到凸輪軸上,影響氣門間隙調整的準確性。
2清潔度對氣門間隙的影響
氣門傳動件清潔度差時柴油機在工作過程中,零件表面的雜質進入機油中會造成氣門間隙的增大。
3零件改進及整改
3.1搖臂
搖臂上鎖緊螺母貼合面與螺孔軸線的垂直度由原設計0.20改為0.12。供貨廠家改進了生產用夾具,使搖臂垂直度達到了改進要求。
3.2鎖緊螺母
原設計鎖緊螺母為標準件,端面相對螺孔軸線的跳動為0.21。我們將其改為專用件,端面相對螺孔軸線的跳動改為0.12。我公司供貨廠家要求其鎖緊螺母供貨廠家進行整改,螺母端面相對螺孔軸線的跳動也達到了改進要求。
3.3其他零件
在目前工藝水平下對挺柱、推桿、調整螺釘等零件球窩、球頭的粗糙度、硬度等進行了必要的改進。
4清潔度控制
我公司要求供貨廠家完善清洗設備及清洗工藝,使氣門傳動件達到了免清洗要求。
5氣門間隙調整控制方法
5.1塑料錘敲擊調整螺釘控制方法
柴油機裝配過程中,按照要求調整合格的氣門間隙,在試驗時發現有些氣門間隙增大。裝配過程中調整氣門間隙后,旋轉兩圈曲軸,檢測氣門間隙,確實有氣門間隙增大現象。調整后繼續旋轉曲軸,仍然有氣門間隙增大現象。直到旋轉3次曲軸后,氣門間隙才基本上穩定。原因在于機體上挺柱孔圓柱度不合格,剛開始調整氣門間隙時,挺柱卡滯在機體孔內,沒有下落到凸輪軸上。旋轉曲軸后,挺柱又卡在靠下的位置,檢測氣門間隙時就增大了。這樣一次次旋轉曲軸,氣門間隙會一次次逐漸減小,直到不變。
為了保證一次調整好氣門間隙,在調整前,可以用塑料錘敲擊調整螺釘頂面,通過推桿傳遞使挺柱下落到凸輪軸上,這時調整氣門間隙后不會變化。
5.2盤車單元旋轉曲軸法
現在,一些先進的柴油機裝配線都設置了盤車單元,調整氣門間隙時,采用盤車單元旋轉曲軸,速度快,操作工還省力。
為了消除零件清潔度、毛刺以及挺柱不能自由下落到凸輪軸上等問題,可以利用盤車單元預先旋轉曲軸幾圈,再調整氣門間隙這樣調整的氣門間隙基本上不會變化。
6氣門間隙檢測方法
裝配車間調整氣門間隙后,試驗車間經過冷磨,氣門間隙會發生變化因此需要試驗工再次調整。經過零件改進、整改、控制等相關措施后,要求試驗車間檢測兩次裝配車間調整的柴油機氣門間隙冷磨后的情況。結果顯示每次都是一個班組檢測的合格率高,另外兩個班組檢測的合格率低,且相差懸殊。經研究發現下列問題:1)判斷標準不一致。兩次都規定氣門間隙標準是進氣門間隙0.3-0.4、排氣門間隙0.4-0.5,而有的試驗工卻是按照試驗工藝要求進行判斷,試驗工藝規定進氣門間隙0.3-0.35、排氣門間隙0.4-0.45,兩者不一致。2)是檢測方法不統一。每個試驗工都是按照自己的感覺進行判斷,有的用力大,有的用力小,從而造成測量結果不一致。
為了統一標準,使氣門間隙的調整、判斷具有一致性,制定出氣門間隙檢測方法:先用下限值塞尺(進氣門采用0.3塞尺,排氣門采用0.4塞尺)檢測,在檢測過程中遇到下限值塞尺不用力就不能塞入的情況,說明氣門間隙小了。若稍微用力即進入,拉動塞尺有很小的阻力,說明氣門間隙等于下限值,是合格的。若下限值塞尺能夠輕松塞入說明氣門間隙大于下限值,這時,再采用上限值塞尺(進氣門采用0.4塞尺,排氣門采用0.5塞尺)檢測,不用力塞尺就不能進入,說明氣門間隙小于上限值,若稍微用力即進入,拉動塞尺有很小的阻力說明氣門間隙等于上限值。這兩種情況氣門間隙都是合格的。若上限值塞尺能夠輕松進入,說明氣門間隙大了。
7氣門間隙對比驗證
我們要求裝配車間調整氣門間隙的柴油機在試驗過程中不調整氣門間隙,在試驗后冷車時檢測氣門間隙以此計算出合格率,然后與試驗車間調整氣門間隙的柴油機在試驗后冷車時檢測的氣門間隙合格率進行對比。結果表明:裝配車間調整氣門間隙的柴油機試驗后冷車的合格率更高。
8結論
通過對搖臂和鎖緊螺母等零件進行改進,研究制定氣門間隙調整控制方法。對氣門傳動件清潔度進行控制,制定統一的氣門間隙檢測方法。研究發現裝配車間調整柴油機的氣門間隙優于試驗車間調整的氣門間隙,達到了預期設計目標為試驗車間免調整氣門間隙奠定了基礎。
參考文獻
[1]鎮江農業機械學院編.內燃機構造[M].北京:中國農業機械出版社,1984:67.
[2]楊連生,主編.內燃機設計[M].北京:中國農業機械出版社,1984:464.
[3]楊連生,主編.內燃機設計[M].北京:中國農業機械出版社,1984:467.
收稿日期:2019-05-28
作者簡介:郭宏恩(1964—),男,河南偃師人,本科,高級工程師,主要從事內燃機制造工作。
Study and Develop the Control Method of Valve Gap Adjustment
GUO Hong-en,CHANG Ya-zhou,TANG Hai-bing
(Yituo (Luoyang) Diesel Engine Co., Ltd..,Luoyang ?Henan ?471004)
Abstract:Analysis and study on the influence of Valve transfer and related parts on valve gap of diesel engine,improve and rectify rocker arm, lock nut and other parts,study and formulate valve clearance adjustment control method,control the locking nut torque,develop uniform valve clearance detection method,the valve clearance adjusted in the assembly shop is better than that adjusted in the test shop,it lays a foundation for the test workshop to avoid adjusting valve clearance.
Key words:diesel engine;valve transmission parts;valve clearance;control method