基于PLC的絞車液壓控制系統設計
2019-09-10 10:36:56楊曉晨
中國化工貿易·上旬刊 2019年1期
楊曉晨
摘要:為了增加礦井使用絞車的自動化水平,減少事故發生,在基于PLC基礎上,對絞車控制系統進行了設計,設計的系統能夠實現對運行速度、里程精準控制,具有較強的實用價值。
關鍵詞:PLC;絞車;控制系統
絞車是礦井井下生產的重要設備,絞車的正常運行對保證礦井高效生產具有重要意義。目前井下絞車的控制方式主要分為液壓控制以及電液控制兩種方式。將液壓控制系統與絞車進行配合使用,構建新的運輸提升設備,其中最為重要的是,液壓控制系統,對保證整個設備的正常運轉、調節及保護起著重要作用[l-4]。文中針對目前液壓絞車控制中常見的問題,設計了一種新型液壓控制系統,利用PLC控制器來實現對絞車進行控制,從而提升絞車的工作效率,提升絞車運行的穩定。
1液壓絞車問題分析
1.1速度控制問題
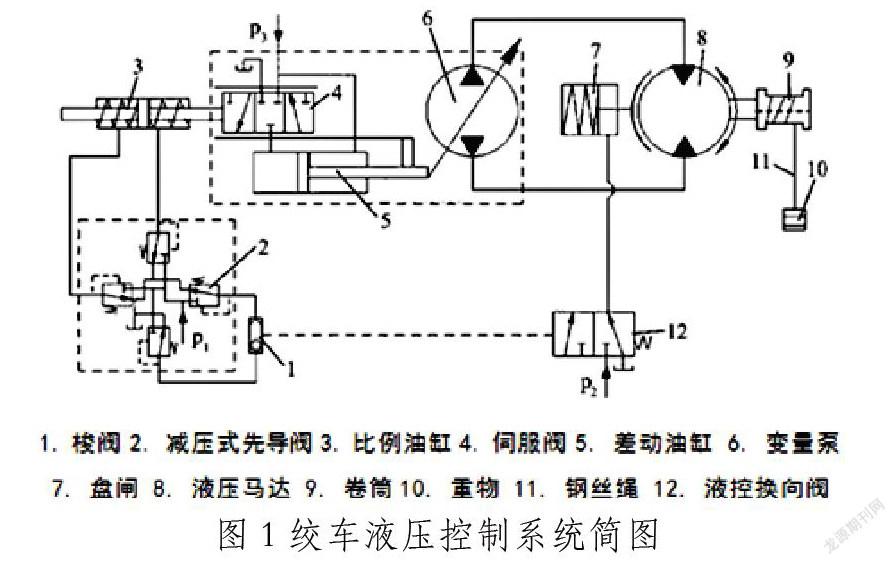
現階段,液壓絞車最常用的控制調速方式為容積調速,通過采用改變液壓絞車變量泵的角度來實現對絞車運行速度的控制,井下應用最廣泛的BYT絞車為例,具體的液壓控制系統如圖1所示。當控制系統中的變量泵伺服閥處于中位時,絞車的運行速度保持不變,需要對絞車的運行速度進行調節時,控制手柄,主泵將液壓油泵送到油缸內,推動液壓活塞上升,提升斜盤的角度,從而實現對絞車速度的控制。絞車減速過程與調速過程相反。對絞車運轉速度的控制需要采用手動方式進行,這也是整個速度控制的安全隱患,當井下工作人員操控經驗不足時容易引起礦井事故發生。
1.2超速保護
采用液壓絞車對材料進行運輸時,隨著動力馬達運轉速度的逐步加大,其最終的運轉速度會超過主油泵最大的供給速度,這種情況下,動力馬達會改變主油泵的主從控制方式,驅動馬達帶動主油泵進行運轉,電動機轉變成為發電反饋模式,產生系統控制力矩,會逐漸的產生超速現象。若不對超速控制狀態下的控制方式進行必要的防護,很容易就會出現超速現象,不對控制系統進行保護,極容易發生安全事故,目前采用的保護裝置主要是通過離心力斷開連接點,實現液壓絞車的緊急制動。
2控制系統設計
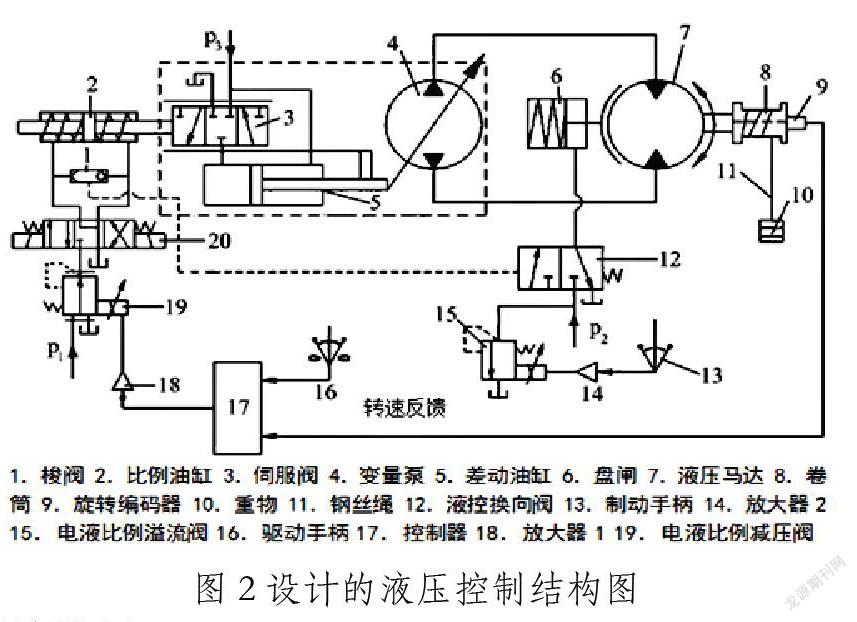
針對當前控制系統中存在的問題,采用PLC控制器及PID控制方式來對液壓控制系統進行設計,提升控制系統的自動化水平以及控制精度,改進設計的液壓控制系統結
2.1系統控制原理
設計的液壓控制系統通過對電液比例控制來實現對運行速度控制,液壓油通過油泵送到減壓閥后再進入到方向控制閥,最后進入到控制系統中的傳動系統。當系統中的方向閥處于工作時,液壓油進入到油缸的上腔部分,推動運動活塞向下轉移,變量泵的角度逐漸減小,絞車的運轉速度降低。當系統中的方向閥不工作時,液壓油進入到油缸的下腔部,推動運動活塞向上運動,變量泵的角度增加,絞車的運行速度不斷增加。在控制系統中的轉動裝置中安設的傳感器可以實現對絞車運動信號的識別,并將運動信號轉變成電壓信號。控制系統中測量信號與計算信號進行比對,若兩者相等時,方向閥的電流值為0,活塞保持不動作,絞車保持勻速運轉。當絞車需要減速運轉時,設計的液壓控制系統利用PLC控制器根據行程信號來控制換向閥以及溢流閥的工作,從而實現對絞車運轉速度的自動化控制。同時根據絞車運轉速度不同,方向閥也會進行適當的調整,實現對絞車運行速度的雙重把控。
2.2速度檢測原理
由于井下絞車工作環境十分復雜,系統采用磁阻式傳感器來實現對絞車運轉速度的控制,將傳感器與驅動電機主軸進行連接,將驅動電機的速度信號轉變成電信號,從而確保信號在傳遞過程中部會受到干擾,防止信號丟失。并對轉換成的電信號進行放大,將最終輸出的電路電壓信號與原始的信號頻率值相同。
經過對電信號進行放大處理之后,得到與頻率轉速成正比的電壓信號,電路中的電壓信號經過f/V轉變之后形成的直流電壓信號,跟采用PLC上的模數轉換器來轉變成數字信號,并進行存儲,為系統后續的PID控制做準備。
2.3 PID控制
絞車的理想的運行速度狀態是梯形,將檢測到的電壓信號經過數模轉換之后以反饋量進行比對,經過PID控制器之后,再采用模數轉換并放大,再通過電磁鐵、液壓油缸等部件得到系統的控制速度。采用的PID控制公司如下所示。
Mn=Kc×(SPn-PVn)+Kc×(SPn-PVn)×Ts/T1+Kc×(PVn-1-PVn)×TD/Tl
從上述公式之中可以看出,對PID控制起到決定性作用的4個參數分別為Ts、Kc、T1以及Tn,不同的參數下系統的運行直接結果呈現出較大的差異。在對控制參數進行調整時,首先需要對PID參數跟系統運行關系進行了解,在三種不同的控制作用中,不同的作用參數在作用時間上是一致的,設計的系統能夠對產生的誤差自動進行調整,防止產生較大的偏差。Kc值越大,系統的自動調節能力越大,系統的控制精度越高;應將Kc值控制在一定的范圍之內,較大的Kc值會引起系統不穩定,容易導致故障發生;TI值增大會對積分結果造成影響,提升系統控制精度,同時TI值過高會造成系統靈敏度以及反映速度;TD增大會對系統的動態性能有所改善,但不利于系統抗干擾能力增加;TS值減小表示系統具體時間段的控制效果,會給系統的運輸負擔較大。為了對控制效果進行最終的優化,可以依據液壓控制系統的工作環境以及絞車的具體需要對系統參數不斷進行調整,以便更好的滿足使用需要。
2.4其他功能
利用PLC控制器及傳感器對絞車運行速度進行監控,監測到運行速度超標時,PLC可以實現對主油泵進行控制,停止絞車的運轉。當絞車出現過卷時,將經過處理之后的速度傳感器信號傳輸到PLC中,對鋼絲繩的行程進行測量計算,當計算出的鋼絲繩的具體行程,超過設定值時,就會認為絞車出現過卷。同時設計的控制系統可以較為直觀的顯示絞車的運行狀態,減少人工操作帶來系統故障的可能。
3總結
在基于PLC基礎上對絞車液壓控制系統進行設計,設計的系統具有較高的控制精度,運行較為穩定,絞車的運行參數可以在控制系統上較為直觀的顯示,方便操作人員較為直觀的對絞車進行控制,具有較好的實用效果。
參考文獻:
[1]丁平,石曉妹,何曉燕,朱德峰,王喜娟,田亞楠,液壓拖曳絞車控制系統設計與研究[J].機電設備,2018,35(03):7-10.
[2]秦亞洲,王傳禮,楊林建.液壓絞車電液控制系統設計及性能優化[J].煤炭技術,2018,37(04):267-269.
[3]溫毅,張耀成.液壓絞車自動控制系統設計[J].工礦自動化,2018,44(02):80-83.
[4]徐勝軻,趙繼云,丁海港,朱瑞,韓國芝,石高亮.防爆液壓絞車電液控制系統設計及試驗[J].液壓與氣動,2014(07):19-21.
