汽車發動機活塞連桿組維修工藝流程的設計
2019-09-10 07:22:44熊江勇
大眾汽車·學術版 2019年9期
關鍵詞:檢測
熊江勇
摘 要 本文將從汽車發動機的總體構造入手,重點介紹發動機活塞連桿組的構造特點、以發動機活塞連桿組的主要參數為依據,確定發動機活塞連桿組維修的工藝要求,確定其裝配步驟。最終形成維修工藝流程。
關鍵詞 汽車發動機;活塞連桿組;檢測;維修工藝
引言
在發動機維修過程中,首先必須要有標準,標準是一個相對穩定的參照物,而實際情況是需要我們去探究的,如何探究?對于機械維修來講,主要是測量,在正確的測量后可以得出能夠代表實際情況的各種參數,用這些參數與標準去對比,然后確定維修的方法、步驟。
本篇論文重點討論的是發動機中活塞連桿組的維修工藝。從部件的測量入手,結合標準的執行,確定維修的方式、方法,最終,形成維修工藝的流程。
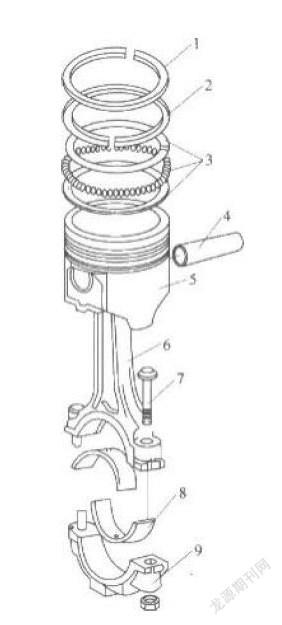
1 活塞連桿組的檢修
1.1 活塞連桿組的拆裝
1、技術標準及要求
(1)活塞環的側隙為0.02~0.05mm。
(2)活塞環的端隙為:第l道氣環0.03~0.45mm,第2道氣環0.25~0.40mm,油環0.25~0.50mm,磨損極限值為1.0mm。
(3)3道環不要裝錯,3道環的開口要錯開120°。
2、操作步驟及工作要點
1)活塞連桿組的拆卸
(1)轉動曲軸將準備拆卸的連桿對應的活塞轉到下止點。
(2)拆卸連桿螺母,取下連桿軸承蓋,并按順序放好。
(3)用橡膠錘或手錘木柄推出活塞連桿組(應事先刮去汽缸上的臺階,以免損壞活塞環),注意不要硬撬;硬敲,以免損傷汽缸。
(4)取出活塞連桿組后,應將連桿軸承蓋、螺栓、螺母按原位裝回,并注意連桿的裝配標記。標記應朝向皮帶盤,活塞、連桿和連桿軸承蓋上打上對應缸號。
2)活塞連桿組的分解
(1)用活塞環裝卸鉗拆下活塞環,觀察活塞環上的標記,“TOP”朝向活塞頂。
(2)將活塞連桿組浸入60℃熱水中,并在熱狀態下拆下活塞銷和活塞。
3)活塞連桿組的裝合
(1)活塞連桿組的檢驗:①活塞橢圓度的檢驗。許多活塞都制成橢圓形,其短軸在活塞銷方向上。活塞橢圓度的檢驗,應在橢圓度檢驗儀上進行。橢圓度的值是0.40;②活塞環的檢驗。用厚薄規檢查活塞環與環槽的側隙:新裝時側隙為0.02~0.05mm,達到0.15mm時必須更換;再用厚薄規檢查活塞環與環槽的端隙:將活塞環垂直壓進汽缸,使其離汽缸頂面15mm,新環:第1道氣環為0.03~0.45mm,第2道氣環為0.25~0.40mm,油環為0.15~0.50mm,磨損極限值為1.0mm。
(2)徹底清洗各零件,并用壓縮空氣吹干凈。
(3)活塞銷是全浮式,即活塞銷和連桿銅套及活塞銷座之間均為間隙配合。活塞銷與銷 ?座裝配時有點緊,可以把活塞在水中加熱到60℃(即略比手燙,但長時間接觸也不覺燙手),此時用大拇指應可壓入。否則即為部件配合不符合要求。
(4)裝上活塞銷鎖環(鎖環與活塞銷端面應有0.15mm的間隙,以滿足活塞銷和活塞熱脹冷縮的需要)。
(5)安裝活塞環。第1道環是矩形環,第2道環是錐形環,第3道是油環(組合環),要用活塞環裝卸鉗依次裝好。注意:“TOP”朝向活塞頂。
1.2 活塞連桿組零件的小修
在發動機兩次大修期間,通常要根據活塞連桿組各零件的損傷程度對其進行小修。其做法是:
對拆下的活塞連桿組進行清洗,以便對其檢驗和修理,其清洗方法:將活塞連桿組放到汽油或煤油中浸泡,然后用毛刷清洗表面油污和積碳。若活塞頂部積碳較厚難以清洗時,可用鏟片或刮刀輕輕刮除,但不得刮傷活塞頂部。在清除活塞環槽內積碳時,可一邊轉動活塞環,一邊用毛刷清洗,直到環與環槽內的積碳洗凈,活塞環能靈活轉動為止。如環槽內積碳過多,不易洗凈時,可取下活塞環用折斷的舊環刮凈槽內的積碳,但不得刮傷環槽。
2 活塞連桿組的裝配
2.1 連桿大端軸承的選配
連桿大端軸承的選配是根據連桿軸頸縮小的直徑尺寸和連桿大端軸承座孔的尺寸或修理尺寸來確定的。軸承的縮小尺寸與軸頸的修理尺寸是相適應的。軸承背面通常標有縮小的數字,供軸承選配時用。如軸頸未按修理尺寸修磨,則可選用近似修理尺寸的軸承,然后進行校合、鏜削和校刮。
2.2 活塞與連桿的裝配
(1)裝配活塞連桿:裝配活塞連桿時,將活塞加熱到80℃~85℃,在選配好的活塞銷和連桿襯套內涂少許機油,把活塞銷插入一個座孔并稍微露出,隨即將連桿小端伸人活塞銷座之間并對正活塞銷,迅速地將活塞銷輕輕敲入連桿襯套內,直到活塞另一側銷座孔鎖環槽的內端面,裝上鎖環。組裝后的活塞、連桿,若扳動連桿,應有一定的阻力感覺,若配合不符合規定,應查明原因,予以排除。
(2)安裝活塞銷鎖環注意事項:為防止活塞銷竄出,在活塞銷裝入座孔后,必須在銷環槽內正確地裝上鎖環。若鎖環槽過淺,鎖環易脫出而造成“拉缸”事故。因此,安裝鎖環時應注意以下事項:
①安裝鋼絲鎖環時,環槽的深度應為鎖環鋼絲直徑的2/3~3/5。若環槽深度不夠時,應車削加深鎖環槽。
②鎖環裝入環槽后,應與環槽貼合牢靠。鎖環與活塞銷兩端面的間隙均應在0.10~0.20mm之間.以適應活塞銷和活塞熱脹冷縮的需要。間隙過小或沒有間隙時,活塞銷在工作中可能頂出鎖環而造成“拉缸”事故。間隙過小時,可將活塞銷適當磨短。
(3)活塞連桿裝配后,檢查連桿大端孔中心線和活塞中心線的垂直度。若不符合規定,應找出原因,重新矯正后再裝配。
3 總結
先分解、測量、確定工藝流程。其工藝流程為:活塞連桿組的拆裝、活塞連桿組零件的小修、活塞的損壞與選配、活塞環的損壞與選配、活塞銷與活塞銷座孔的檢修、活塞銷與連桿襯套的修配、連桿的檢修。
參考文獻
[1] 王會讓.中國汽車發動機行業市場分析報告[C]//2006年度中國汽車摩托車配件用品行業年度報告.0.
[2] 陳家瑞.汽車構造:下冊[M].北京:人民交通出版社, 2006.74-106.
猜你喜歡
中國設備工程(2022年12期)2022-07-11 04:33:00
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2019年9期)2019-11-25 07:34:36
中學生數理化·七年級數學人教版(2019年9期)2019-11-25 07:34:34
中學生數理化·七年級數學人教版(2019年12期)2019-05-21 02:53:50
中學生數理化·七年級數學人教版(2019年12期)2019-05-21 02:53:48