飛機典型結構件數控加工設備選型梳理與分析
2019-09-10 02:55:29池力唐文婷楊杰
科學導報·科學工程與電力 2019年8期
池力 唐文婷 楊杰
【摘? 要】本文主要基于對飛機典型結構件的分類梳理,總結了典型結構件加工設備選型流程,針對性地提出了基于權重-最小方差和的設備細選型基礎模型,期望對固定資產投資項目中飛機典型零件加工設備選型形成一定指導意義。
【關鍵詞】飛機典型結構件;數控加工設備;設備選型
1引言
航空工業的飛速發展伴隨著產品的迭代發展,產品種類增多與代次更新加速了研制技術的發展,先進制造技術得以持續提升與優化,工藝設備也朝著高精度、高剛性、高速、大扭矩等方向發展。飛機典型結構件的加工屬于高精加工范疇,其加工能力也代表著航空制造能力和水平。飛機典型結構件的數控加工設備種類與結構形式呈現多樣化發展,由傳統銑床、龍門銑床逐漸向臥式翻板銑、高精加工中心等轉變,同時,為保證特定材料或特定產品的專屬加工能力,加工設備也呈現專業化發展趨勢,目前主要加工設備廠家均有各自的系列化產品。掌握加工設備的發展趨勢、加工設備的關鍵技術參數及加工特點,對于實際咨詢工作具有重要意義。
而且,目前在對機加設備進行參數確定或比選時,主要以單因素分析為主,缺少多因素復合性分析;以定性分析為主,缺少定量的理論支撐;設備參數類型選取不一致及選型過程不一致,容易導致設備選型的科學細致程度不夠,設備技術參數出現冗余或缺項,最終導致選型不準確。因此,有必要對設備選型流程進行梳理,規范關鍵技術參數,明確理論選型原則,為標準化選型提供理論依據和基礎支撐。
2飛機典型結構件與加工設備梳理
2.1零件分類
按材料屬性分類,飛機典型結構件零件分為鋁合金結構件、鈦合金結構件、合金鋼零件。按結構特征分類,鋁合金零件一般包括框、梁、壁板、長桁、隔板等,鈦合金零件一般包括框、肋等,合金鋼零件一般包括接頭等。
2.2典型零件特點及加工要求
1)整體壁板類零件
整體壁板材料一般為鋁合金,結構重量較輕,具備較好的整體油箱密封性,減少了零件和連接件的數量,簡化了協調關系,但材料利用率低,在加工切削中容易產生變形。優先選用專用數控壁板銑床加工,可以獲得較高的工作效率和最佳的產品質量。
2)框類零件
框類零件是機身橫向結構的主要承力件,材料多選用鋁合金,少數選用合金結構鋼。框類零件加工以銑削為主,占全部工作量的70%左右。適合采用三坐標高速銑床進行大余量粗銑,由五坐標高速銑進行精加工,保證零件外形要求和加工精度。
3)接頭類零件
典型鈦合金零件,具有結構復雜、工藝流程長、加工周期長等特點,材料強度較高,材料去除率在90%以上。適宜采用三坐標高速銑能高效率的去除大部分加工余量,由五坐標高速銑進行精加工。
3.結構件加工設備選型分析
3.1設備選型流程
加工設備的選型是一個多目標、多方案的決策問題,其需要建立在對所需機床的加工性能分析基礎之上。在分析過程中,首先應該考慮理想的切削深度、進給速率、切削速率以及一些材料系數等輸入數據,然后計算出每一次加工所需的功率和扭矩,以及每次鉆削過程的推力。獲得機床相關關鍵參數后,結合設備庫實例及設備廠家系列產品型號,通過參數擬合優化推理得出合理化的設備選型。
3.2選型原則
第一階段為設備粗選型,主要通過對結構件加工性能分析,計算出對應加工設備關鍵參數,根據關鍵參數值與設備庫實例進行初次匹配分析,得出若干個合理化的設備選項;鑒于影響選型的因素較多,同時需要體現關鍵參數的重要作用,以便做出優化選擇,在第二階段(細選型)本文提出一種基于權重-最小方差和的計算方式,對合理化的設備選項進行排序,方差和最小的即為最優設備參考選型。
第一階段的粗選型比較容易操作,在此不作贅述。下面主要介紹第二階段細選型基于權重-最小方差和的計算方法。
(1)參數權重
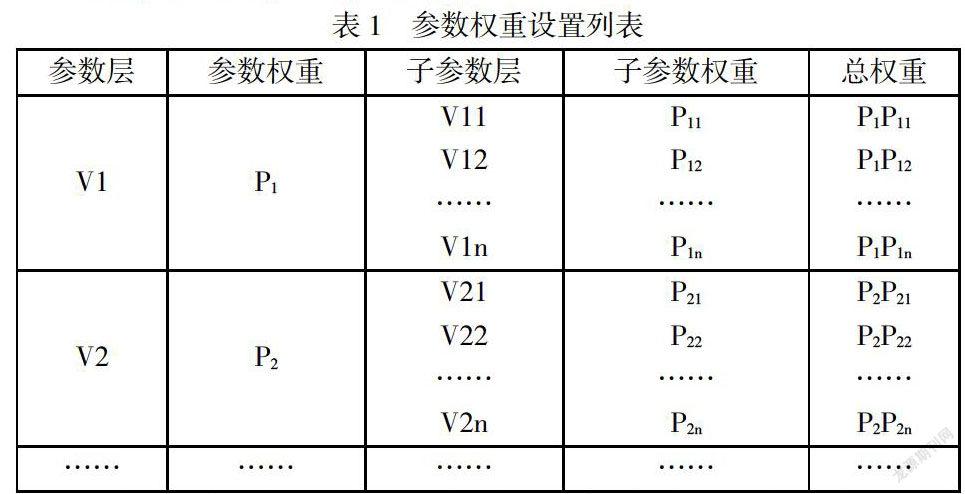
參數權重設置模型如下表所示。
上表中參數層表示設備選型涉及主要參數,如臺面尺寸、主軸行程、主軸轉速、主軸功率、主軸扭矩、定位精度等;參數權重列表示所選參數在指定材料加工設備選型中的重要程度,不同材料加工設備同一參數權重值可能不一致,但該列權重值和定義為1,即![]() ;子參數層是參數層的細分,如參數層主軸行程,子參數層則分為X/Y/Z軸行程;子參數權重表示各子參數在參數層內的相對重要程度,如參數層主軸行程,子參數層X/Y/Z軸行程在不同的加工對象時(如框類與緣條類)權重也會不同,但同一參數下子參數權重和為1;總權重表示各子參數在整個參數列下的重要程度,每一個子參數總權重值為參數權重值與子參數權重值的乘積。
;子參數層是參數層的細分,如參數層主軸行程,子參數層則分為X/Y/Z軸行程;子參數權重表示各子參數在參數層內的相對重要程度,如參數層主軸行程,子參數層X/Y/Z軸行程在不同的加工對象時(如框類與緣條類)權重也會不同,但同一參數下子參數權重和為1;總權重表示各子參數在整個參數列下的重要程度,每一個子參數總權重值為參數權重值與子參數權重值的乘積。
以典型鋁合金結構件加工為例,其最重要的機床加工參數(除主軸行程外)是主軸的轉速和驅動功率。按照上表中設置模型給出某鋁合金結構件加工設備參數權重值,如下所示。
(2)權重-最小方差和
在細選型階段,主要目的是根據已獲取的設備參數需求,通過量化的計算方式優選出相對合適的設備實例或者對多個合理可行方案進行排序。
根據方差是衡量源數據和期望值相差的度量值的數學意義,這里引入方差和的概念來研究設備實例與設備實際需求之間的偏離程度,參數方差和越小,偏離程度越低,與實際需求越接近,根據最小方差和的計算達到排序或優選的目的。
為便于實際操作,可將上述計算模型集成在工作表中,通過關鍵參數的輸入自動計算方案D值。
4.結語
本文主要對飛機典型結構件的產品特點與加工要求進行了分析與總結,針對性地提出了兩階段選型流程及基于權重-最小方差和的設備細選型基礎模型,為實際工作中的設備選型提供了一種便利科學的方法和思路,基礎模型的精確性尚有待進一步驗證。通過本次研究,能夠對飛機典型零件加工設備選型形成一定指導意義,能夠為自適應選型系統的建立及其他設備的快速選型推廣研究奠定基礎。
參考文獻:
[1] 李磊,王永超,劉曉晨,唐雨,葉雷。基于層次分析法-理想點法的機床設備選擇[J]。組合機床與自動化加工技術,2016年第12期。
(作者單位:中國航空規劃設計研究總院有限公司)