一種NLCT型外磁式磁選機(jī)磁軛的制作工藝研究
2019-09-10 07:22:44蔡志勇
河南科技 2019年8期
蔡志勇


摘 要:本文從理論和實(shí)際工業(yè)生產(chǎn)出發(fā),對NLCT外磁式磁選機(jī)磁軛分別進(jìn)行了展開下料、折彎制作、整體焊裝等工業(yè)制作的工藝研究。此制作工藝不僅能保證NLCT外磁磁選機(jī)磁軛的圓度、垂直度、平行度,還能減少制作工藝及制作完成后的調(diào)整工序,為后續(xù)裝配磁極組提供精度保障,大大降低生產(chǎn)成本,并提高生產(chǎn)效率。
關(guān)鍵詞:外磁式磁選機(jī);磁軛;折彎
Abstract: In this paper, starting from theoretical and practical industrial production, the technological research on industrial production of NLCT external magnetic separator yoke was carried out, including blanking, bending and integral welding. The manufacturing process can not only ensure the roundness, verticality and parallelism of the yoke of NLCT external magnetic separator, but also reduce the manufacturing process and the adjustment process after the completion of the manufacturing process, provide the precision guarantee for the subsequent assembly of magnetic pole group, greatly reduce the production cost and improve the production efficiency.
Keywords: external magnetic separator;magnetic yoke;bend
外磁式磁選機(jī)是近年來研制并推廣應(yīng)用的一種新型設(shè)備。與常規(guī)筒式磁選機(jī)磁系在磁筒內(nèi)部相比,外磁式磁選機(jī)磁系布置在分選筒的外部,分選筒內(nèi)部為分選空間,分選筒的軸向?yàn)榈V漿的流向。由于礦漿在筒內(nèi)軸向流動并實(shí)現(xiàn)分選,所以外磁式磁選機(jī)也稱內(nèi)流式磁選機(jī)[1]。外磁式磁選機(jī)屬于吸住式分選設(shè)備,分選過程中主要分選力如磁場力、重力、離心力等的作用方向是一致的,使得磁性顆粒更容易被捕獲,且軸向分選時間較長,回收率較高。相比于常規(guī)筒式磁選機(jī)而言,外磁式磁選機(jī)的筒內(nèi)分選空間大,且分選粒級寬,不存在礦石擠壓的情況,不僅提高了礦漿過流區(qū)域筒體耐磨壽命,且設(shè)備維護(hù)量小、作業(yè)率高。因此,外磁式磁選機(jī)具有較大的應(yīng)用空間。
而作為外磁式磁選機(jī)主要部件的磁系部件,對整個分選起著至關(guān)重要的作用,且由于外磁式磁系的場強(qiáng)較高,裝配精度要求較高,因而,對磁軛的制作有著較高的要求。由此,本文主要分析外磁式磁選機(jī)磁軛的制作工藝。
1 原材料及板材
1.1 原材料
本次試制產(chǎn)品用的主要原材料為Q235A和304鋼板,
上述板材經(jīng)外觀檢測和物理檢測后,原材料表面光潔平滑,無其他板材常規(guī)缺陷如麻點(diǎn)、凹坑、銹斑等,且力學(xué)性能符合要求,厚度等參數(shù)也滿足標(biāo)準(zhǔn)《碳素結(jié)構(gòu)鋼和低合金結(jié)構(gòu)鋼熱軋厚鋼板和鋼帶》(GB/T 3274—2007)。
1.2 設(shè)備
本次產(chǎn)品試制所投入的生產(chǎn)設(shè)備清單及檢測設(shè)備清單
2 制作工藝步驟
2.1 磁軛的下料
整個磁軛由2段磁軛組成,分別長1 400mm和1 050mm,每段磁軛由軛板、扇板、底部支撐組件構(gòu)成。2段磁軛最后通過連接板焊接在一起。板材下料前,必須把鋼材表面清理干凈,去除油污、銹蝕等,檢查裂紋、銹蝕等缺陷和平面度。
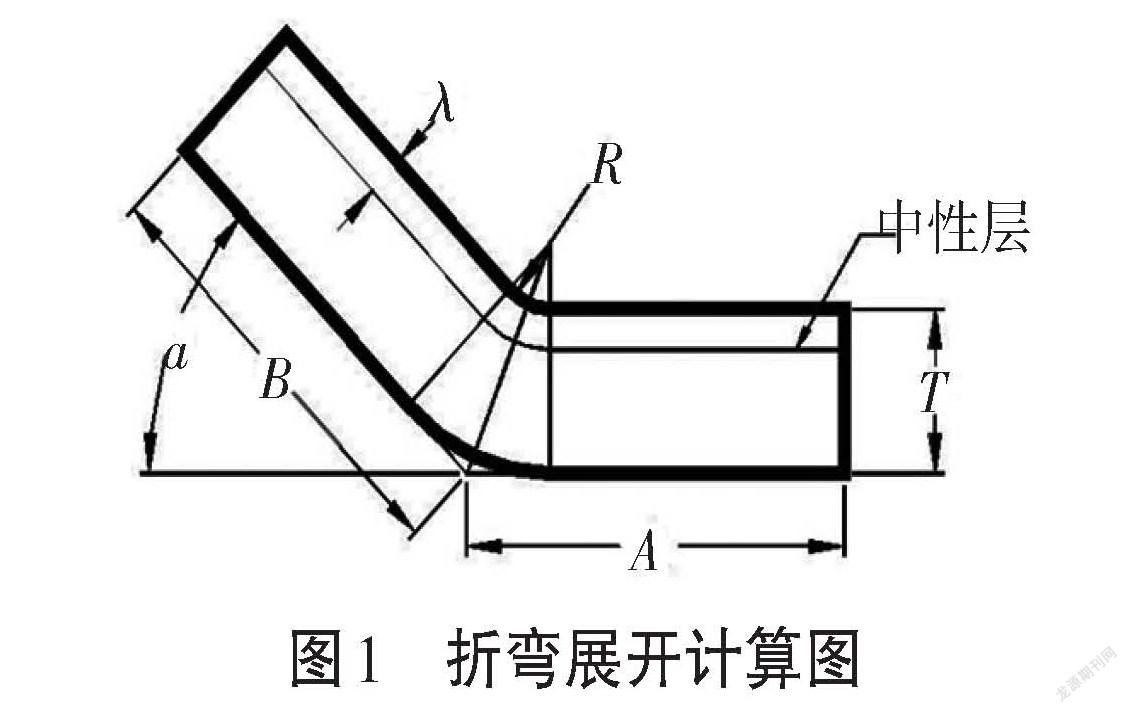
板料在彎曲過程中外層受到拉應(yīng)力,內(nèi)層受到壓應(yīng)力,從拉到壓之間有一既不受拉力又不受壓力的過渡層——中性層。中性層在彎曲過程中的長度和彎曲前一樣,保持不變[3,4],所以中性層是計算彎曲展開長度的基準(zhǔn)。根據(jù)板材折彎公式得出展開長度
扇形板采用304,要求無磁性,根據(jù)磁軛組焊要求,扇形板兩邊交線處倒圓角R=15mm,用數(shù)控切割下料,割口要良好,板邊平直,后拖量要求垂直。完成后檢驗(yàn)扇形板尺寸、外觀。
2.2 磁軛的加工
完成下料后,為了更好地完成折彎,將檢驗(yàn)合格的軛板轉(zhuǎn)入機(jī)加工車間,然后機(jī)加工車間按圖要求進(jìn)行兩面刨槽。其中整個軛板分成8等分,每邊長為E,大凹槽的角度F=60°,大凹槽底部邊長G=10mm,板厚H=16mm,小凹槽的角度I=120°,小凹槽底部邊長J=2mm,如圖2所示。要求機(jī)加工車間劃線時從中間向兩邊趕,保證兩邊凹槽中心連線垂直板面。其中,板材的反面和正面的槽分別匹配折彎機(jī)的刀口。
完成后,在磁軛上加工裝配磁極組的孔。為了保證折彎后所打孔的尺寸,要求中間兩排按照尺寸要求加2mm打孔,其余按照尺寸加1mm打孔,并復(fù)檢劃線及鉆孔尺寸,檢驗(yàn)合格后傳焊接車間折彎組焊。
2.3 磁軛板折彎
為避免折彎后磁軛板8條邊不平整,二次矯形困難,工藝要求如下。
①首先對不平整的磁軛板在四輥卷板機(jī)上進(jìn)行平整,達(dá)到要求后方能折彎;在折彎前要二次清理氧化皮以及影響折彎角度的毛刺[5]等。此外,在每次折彎之前,一定要校正折彎機(jī)上模的平行度,保證上模每點(diǎn)都均勻接觸下模。
②將軛板從中間槽的位置開始折彎,折彎方向要求寬口凹槽朝外,折彎上模具壓在小凹槽處進(jìn)行折彎,嚴(yán)禁壓偏,每折一次用磁軛角度樣板進(jìn)行檢驗(yàn)。其中,角度樣板按照磁軛折彎后的尺寸進(jìn)行制作,如圖3所示,要求樣板邊長為軛板內(nèi)側(cè)四等分邊長A;至少含3個角度B,A、B和D按照尺寸制作。
③完成中間第一塊的折彎后,依次對一側(cè)的其他板進(jìn)行折彎,全部完成調(diào)轉(zhuǎn)軛板,從另一側(cè)的中心開始,往復(fù)按照第一塊板的折彎方法完成整個磁軛的折彎。檢驗(yàn)軛板折彎尺寸,要求磁軛板兩對角線差值≤3mm,共8條邊,每條邊等長。
2.4 磁軛組焊
整個磁軛的組焊步驟如下。
①取消扇板3、扇板4和磁軛連接板,分別用扇板1和扇板2代替。先將Q235材質(zhì)的扇板1和扇板2組焊在扇板連接板組件上,按扇板組合2圖進(jìn)行焊接。
②將Q235材質(zhì)的扇板1焊在扇板連接板組件上,按扇板組合4圖焊接,居中焊接。
③按照磁軛圖和圖4焊接,組焊扇板組合1和扇板組合2。
④全部完成后按照圖6的尺寸,將各扇板組合先通過工裝上的定位板穿入銷軸定位后,再用螺栓連接方式固定在外置工裝的槽鋼上,保證槽鋼上的地腳板必須在同一水平面上。
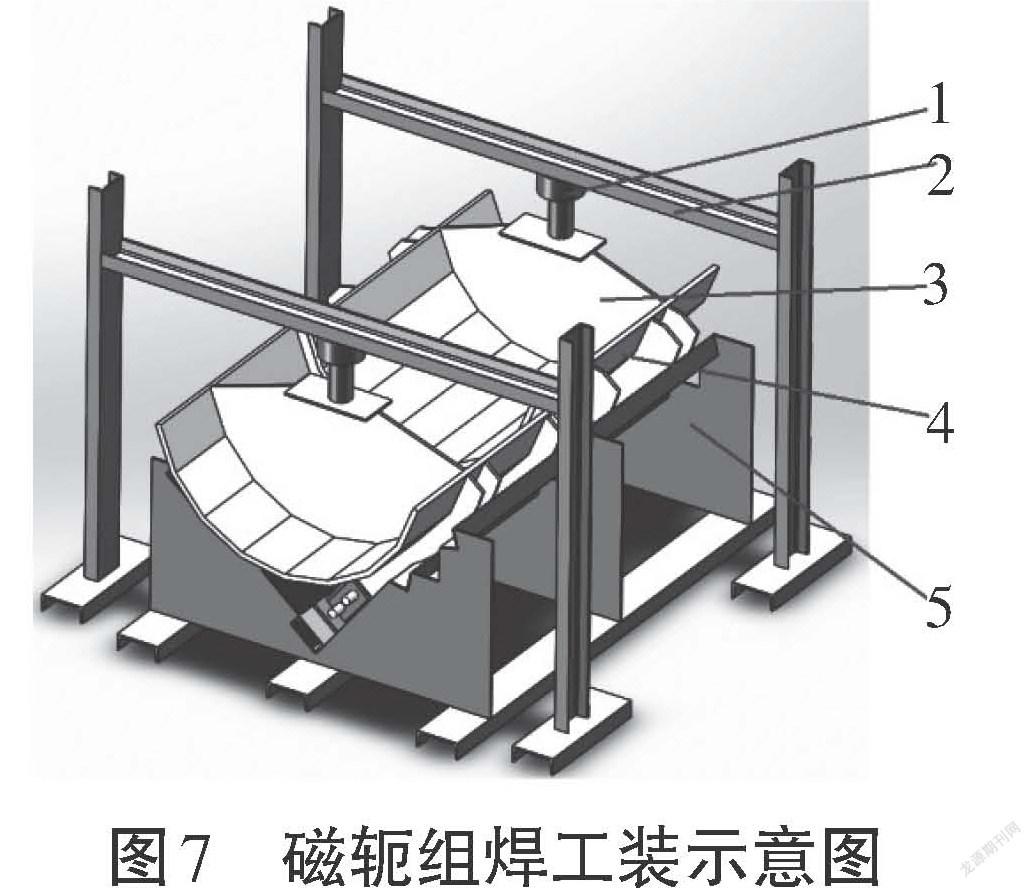
⑤將兩塊磁軛分別吊裝到固定好扇板的外置工裝上,用內(nèi)置工裝調(diào)整磁軛內(nèi)邊的尺寸,內(nèi)部工裝與磁軛壓實(shí)后,將所有扇板與磁軛點(diǎn)焊固定,嚴(yán)格保證內(nèi)邊尺寸(間隙在1mm以內(nèi)),完成后進(jìn)行檢測。圖7為整個組焊工裝圖。
注:1.扇板組合1;2.扇板組合2;3.扇板組合3;4.扇板組合4;5.外置工裝。
注:1.千斤頂;2.外置龍門機(jī)構(gòu);3.內(nèi)模樣板;4.磁軛;5.底座外置工裝。
3 結(jié)論
焊接變形直接影響外磁磁選機(jī)磁系的裝配精度,因此,焊接變形的控制也成為磁軛制作中的關(guān)鍵技術(shù)。焊接嚴(yán)格按照《美國鋼結(jié)構(gòu)焊接規(guī)范》(AWS-D1.1M-2002)的要求執(zhí)行。關(guān)鍵注意點(diǎn)如下。
①計算軛板展開長度時,必須考慮折彎過程中角度變化所帶來的長度變化。
②軛板的組焊用專用底座工裝進(jìn)行固定,并用內(nèi)部模型樣板壓實(shí)軛板,防止磁軛扇板焊接時產(chǎn)生回彈變形。
③制定合理的焊接工藝,保證磁系的包角,每邊的磁軛包角都一致。
總之,此制作工藝不僅能保證NLCT外磁磁選機(jī)磁軛的圓度、垂直度、平行度,還能減少制作工藝及制作完成后的調(diào)整工序,為后續(xù)裝配磁極組提供精度保障,大大降低生產(chǎn)成本,減輕勞動強(qiáng)度,降低裝配磁系的生產(chǎn)事故,從而提高生產(chǎn)效率。
參考文獻(xiàn):
[1]尚紅亮,史佩偉,李國平,等.新型外磁式磁選機(jī)及應(yīng)用[J].現(xiàn)代礦業(yè),2017(7):75-77.
[2]賈耀卿.常用金屬材料手冊[M].北京:中國標(biāo)準(zhǔn)出版社,1999.
[3]李娜,李青,李福欣,等.鈑金件折彎工藝分析[J].農(nóng)業(yè)裝備與車輛工程,2014(3):70-73.
[4]商洪清.鈑金折彎工藝分析[J].金屬加工(熱加工),2010(1):46-50.
[5]唐家偉,潘鑫.KYF-100浮選機(jī)槽體工業(yè)制作工藝研究[J].有色金屬(選礦部分),2012(4):59-63.
