輪軸幾何參數對壓裝合格率的影響研究
2019-09-10 04:15:38康東李越楊永偉范麗
河南科技 2019年8期
康東 李越 楊永偉 范麗

摘 要:在輪軸壓裝時,相關單位應分析輪軸自身圓柱度、過盈量等幾何參數的變化對產品合格率的影響。本文通過對輪軸壓裝整個過程中車輪與車軸的受力分析,找出有關輪軸壓裝應力曲線的影響因素,同時針對這些影響因素提出合理性建議,防止出現曲線末端平直的現象,提高輪軸壓裝的合格率。
關鍵詞:幾何參數;表面粗糙度;壓裝合格率;壓裝曲線
Abstract: In the wheel pair pressing, the relevant unit should analyze the influence of the change of geometric parameters such as the cylindrical degree and the excess amount of the axle on the product qualification. This paper analyzed the force of the wheel and axle during the whole process of axle pressing, found out the influencing factors of the stress curve of wheel to press, and put forward some reasonable suggestions for these influencing factors, so as to prevent the phenomenon of straight curve end straightening and reducing ton, and improve the pass rate of wheel to pressing.
Keywords: geometric parameters; surface roughness; pass rate of fitting; press-fit curve
隨著礦車運輸向大運載量發展,相關單位對礦車輪對的安全質量等要求越來越高。對壓裝過程進行多次調查發現,造成礦車輪軸不合格的主要原因與車輪與車軸結合部位的應力分布狀態以及輪軸壓裝質量[1]有關。因此,相關單位應對輪軸壓裝時輪軸結合位置的受力狀態與所受壓裝應力曲線進行研究,分析車輪和車軸的幾何參數對壓裝合格率的影響,讓相應生產廠家改進相應加工工藝流程,提高輪對質量,提高輪軸壓裝合格率,減少人工成本。
1 輪軸壓裝原理分析
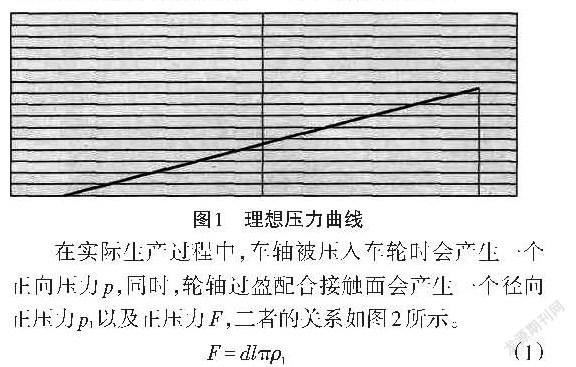
從川煤集團的廣旺輪軸車間采用冷壓裝工藝進行輪軸壓裝來看,輪對的整個生產過程采用基孔制配合,車軸部位主要采用磨削和滾壓加工,以此得到相應要求的尺寸和表面粗糙度,車輪使用坐標鏜床加工輪轂的理想壓裝力曲線如圖1所示,每月合格率達到98%以上。經過壓裝后,部分輪軸壓裝曲線被判定為不合格的原因主要是曲線末端平直[2]。通過使用ABAQUS軟件對輪軸壓裝的壓力曲線進行仿真研究[3],通過仿真輪軸壓裝的壓裝曲線與實際生產中得到的結果相對比可知,輪軸壓裝應力與位移關系曲線末端的平直現象十分普遍,未超過《窄軌礦車輪的技術條件》(MT 307—92)中的規定限度。
在實際生產過程中,車軸被壓入車輪時會產生一個正向壓力p,同時,輪軸過盈配合接觸面會產生一個徑向正壓力p1以及正壓力F,二者的關系如圖2所示。
通過現場實際生產采集的輪軸壓裝曲線(見圖3)可以發現,在壓裝過程中,壓裝應力隨壓入長度增加而增加,且曲線在前面一部分始終保持斜直線,而在后面一部分,隨著壓入長度的增加,斜率開始慢慢減小為0,曲線末端呈現出一種平直的趨勢。由于輪軸車間采用冷壓裝,壓裝過程中孔和軸材料質地可以看成不變,同時摩擦因數與彈性模量變化微小,可認為二者對壓裝力的影響特別小,可忽略不計,因此,車軸與輪轂孔的過盈配合時,由接觸面變化引起的過盈量比發生改變就成為影響壓裝力變化的重要因素。
通過相關彈性力學理論可知,在孔與軸的過盈配合過程中,空心孔壁的厚度對過盈配合后的接觸面應力分布有一定影響[4]。結合輪轂的結構與公式(2)可知,在壓入過程中,隨著接觸面長度增加,摩擦因數、彈性模量K等的變化十分微小,可忽略不計,但在壓裝過后,輪轂壁變薄致使過盈量比相應減小,這是造成整個壓裝應力曲線斜率發生改變的主要原因。
2 輪軸壓裝的生產建議
通過對輪軸壓裝的過程進行分析可以發現,壓裝應力與壓入長度之間的初始部分表現為線性關系,為了消除曲線末端的平直現象,相關單位主要通過增加斜率的方式來實現壓裝過程中的理想曲線。在實際壓裝過程中,材料的彈性模量不會改變,改變斜率的途徑可通過以下兩種方式實現:①增加接觸面的過盈量,在輪對生產符合國家安全標準的前提下,增大車軸與輪轂孔的過盈配合面;②提高摩擦因數,在生產中可通過磨削和滾壓等方式來改變輪轂孔內表面的表面粗糙度,進一步提高輪軸之間的摩擦因數。
參考文獻:
[1]張忠.過盈量在輪軸壓裝中的重要性分析[J].機械工程師,2010(1):148-149.
[2]張元濤,張順啟.關于輪軸壓裝工藝參數優化設計的探討[J].鐵道車輛,2006(7):29-30.
[3]董潔.輪軸過盈配合面的有限元分析[D].成都:西南交通大學,2010.
[4]姜長明,田威,盧虓宇,等.鐵路車輛輪軸壓裝工藝分析及優化[J].機械制造,2013(11)73-76.
