超聲無損檢測技術在煤礦中的應用
2019-09-10 04:15:38崔偉方王衡
河南科技 2019年8期
崔偉方 王衡
摘 要:近年來,超聲檢測技術發展迅速,逐漸被應用于各個工業領域。而將其應用于煤礦行業,能對煤礦的安全生產起到巨大的輔助作用。本文首先分析超聲檢測技術發展歷史及現狀,然后闡述其基本原理,最后探討超聲無損檢測技術在軸類鍛件探傷和提升機滾筒主軸探傷中的應用。
關鍵詞:超聲無損檢測技術;原理;軸類鍛件;提升機滾筒主軸
Abstract: In recent years, ultrasonic testing technology has developed rapidly and has been gradually applied in various industrial fields. And its application in coal mine industry can play a huge auxiliary role in the safe production of coal mine. This paper first analysed the development history and current situation of ultrasonic testing, then elaborated its basic principle, and finally discussed the application of ultrasonic non-destructive testing technology in shaft forging inspection and hoist drum spindle inspection.
Keywords: ultrasound nondestructive testing technology;principle;shaft forging;hoist drum spindle
1 超聲檢測發展歷史及現狀
超聲檢測是五大常規無損檢測技術之一,是目前國內外應用最廣泛、使用頻率最高且發展最快的一種無損檢測技術。利用超聲波來對固體內部進行無損檢測,始于20世紀20年代末期。1929年,蘇聯Sokolov首先提出了利用超聲波探查金屬物體內部缺陷的建議。根據Sokolov提出的原理制成的第一種穿透法檢測儀器,于第二次世界大戰后研制成功并出現在市場上。但是,由于這種儀器的應用范圍受到限制,且對缺陷檢測靈敏度較低,所以,未能得到廣泛應用,不久便被淘汰了[1]。
脈沖反射法和脈沖發射法超聲檢測儀的出現,為超聲檢測注入了新的生命力。1940年,美國首次提出了脈沖發射法和以脈沖發射法原理為基礎的超聲檢測儀,并在之后的幾年內逐步完善。1946年,英國制成功第一臺A型脈沖反射式超聲探傷儀,利用該儀器進行檢測較為便捷,且靈敏度較高。
20世紀60年代,隨著電子技術的發展,以前制約儀器電子性能的諸多指標,如超聲檢測儀的靈敏度、分辨率、放大器線性等主要性能上取得突破性的進展,檢測應用方面也擴大到焊縫檢測。
20世紀70年代,英國原子能管理局國家無損檢測研究中心哈威爾實驗室的M.G.Silk.提出衍射時差法超聲檢測技術(TOFD)。TOFD是一種利用超聲波的衍射現象、根據缺陷端點的衍射波信號來檢測和測定缺陷尺寸的超聲檢測技術,因其能較為準確地測定缺陷自身高度,不受缺陷自身的影響,具有檢測靈敏度高等優點,因此在歐洲和美洲等西方發達國家被廣泛應用,我國也在推廣[2]。
我國系統地進行超聲檢測的應用與研究始于20世紀50年代初。近幾十年來,我國的超聲檢測技術取得了巨大進步,但總體水平與發達國家相比仍存在一定差距。目前,超聲檢測技術對缺陷的定位、定量、定性還存在一定的局限性。
2 超聲檢測的基本原理
目前,主流的脈沖反射式超聲波檢測設備的工作原理如下:①設備發射電信號至探頭,探頭將電信號轉變成超聲波信號,并采用一定的方式進入工件;②超聲波在工件中傳播,遇到界面時發生反射、折射;③反射的超聲波被探頭接收并轉變為電信號被檢測設備接收,并對電信號加以處理和分析,從而對工件質量進行評價。
根據介質質點的振動方向和波動傳播方向的關系,可將超聲波分為縱波、橫波、表面波和板波。其中,煤礦超聲波探傷中常使用縱波,其由縱波直探頭產生,其缺陷尺寸評定常采用當量計算法。當量法是指在同樣的檢測條件下,當自然缺陷的回波波高與某一尺寸的平底孔回波等高時,則該尺寸為自然缺陷的當量,即缺陷相當于這一尺寸的平底孔[3]。
超聲波通常用分貝(dB)來作單位,對其的定義是某一超聲波聲壓與標準聲壓之比的對數的20倍,即
聲壓是指超聲場中某一點在某一時刻所具有的壓強[P1]與沒有超聲波存在時的靜態壓強[P0]之差,用[P]表示。超聲檢測儀器示屏上的波高與聲壓成正比,即波高比等于聲壓比。在實際應用中,筆者通過工件缺陷波與工件底波波高之比來計算[Δ],進而計算缺陷的當量,公式為:
式中,D為當量值;[Δ]表示超聲波檢測儀器上的底波與缺陷波的分貝差,一般可直接讀取;h為缺陷深度;x為工件底面距表面的長度,如徑向檢測軸則指直徑,如端面檢測軸則指長度;[λ]為超聲波波長,計算公式為:
3 超聲無損檢測技術在軸類鍛件探傷中的應用
煤礦在用設備的超聲波探傷主要以軸類鍛件為主,如滾筒主軸、天輪軸等。鍛件常見的缺陷有縮孔、縮松、夾雜物、裂紋、折疊、白點。常用的檢測方法有縱波直入射檢測、縱波斜入射檢測、橫波檢測,其中縱波直入射檢測是最基本的檢測方式。軸類鍛件的鍛造工藝主要以拔長為主,因而大部分缺陷的取向與軸線平行。此類缺陷的檢測以縱波直探頭從徑向檢測效果最佳。考慮到缺陷會有其他的分布及取向,因此,軸類鍛件檢測還應輔以直探頭在端面的軸向檢測,必要時還應輔以斜探頭的徑向檢測及軸向檢測[4]。
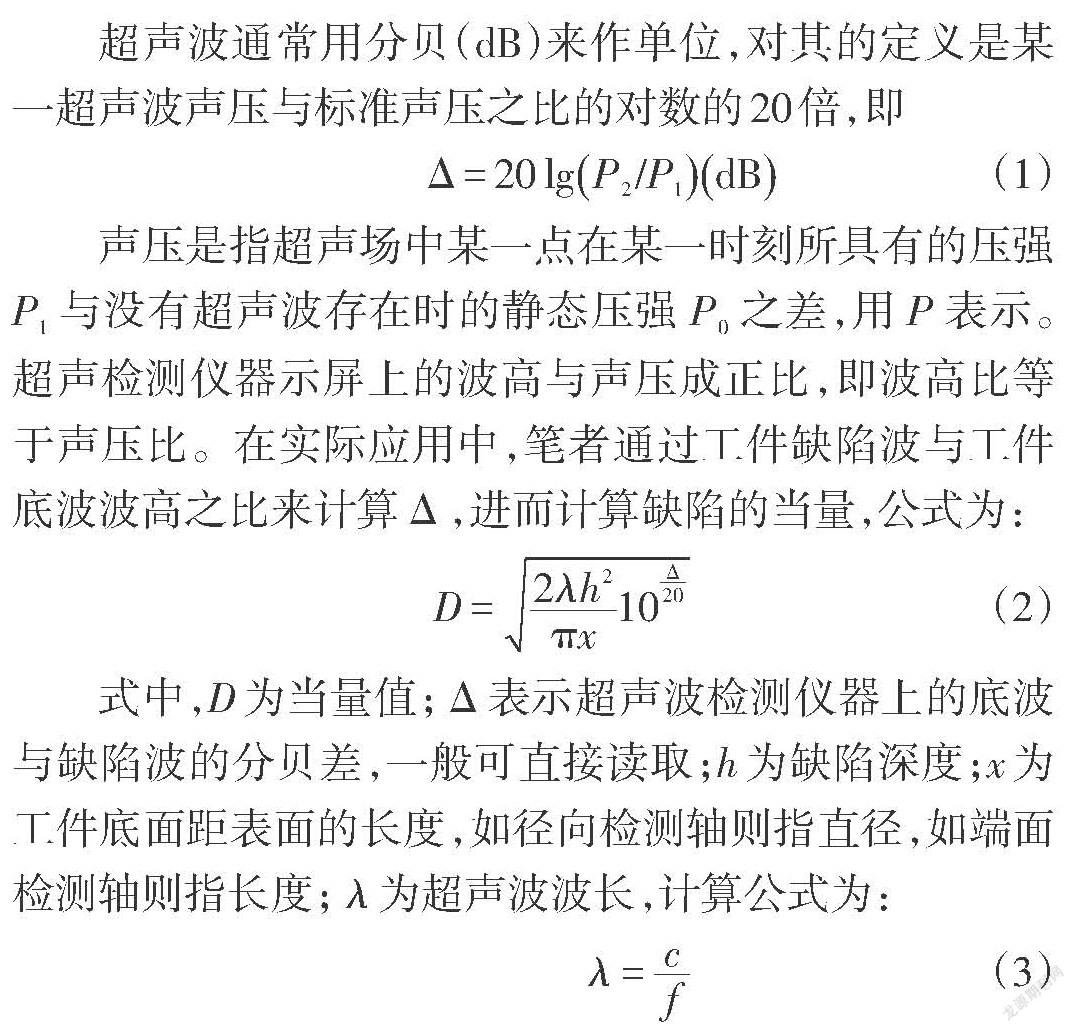
①直探頭徑向和軸向檢測如圖1所示。用直探頭作徑向檢測時,要將探頭置于軸的外圓作全面掃查,以發現軸類鍛件中常見的縱向缺陷;用直探頭作軸向檢測時,探頭置于軸的端面,并在軸端作全面掃查,以檢出與軸線相垂直的橫向缺陷。但是,當軸的長度太長或軸有多個直徑不等的軸段時,會有聲束掃查不到的死區,可見,此方法有一定的局限性。
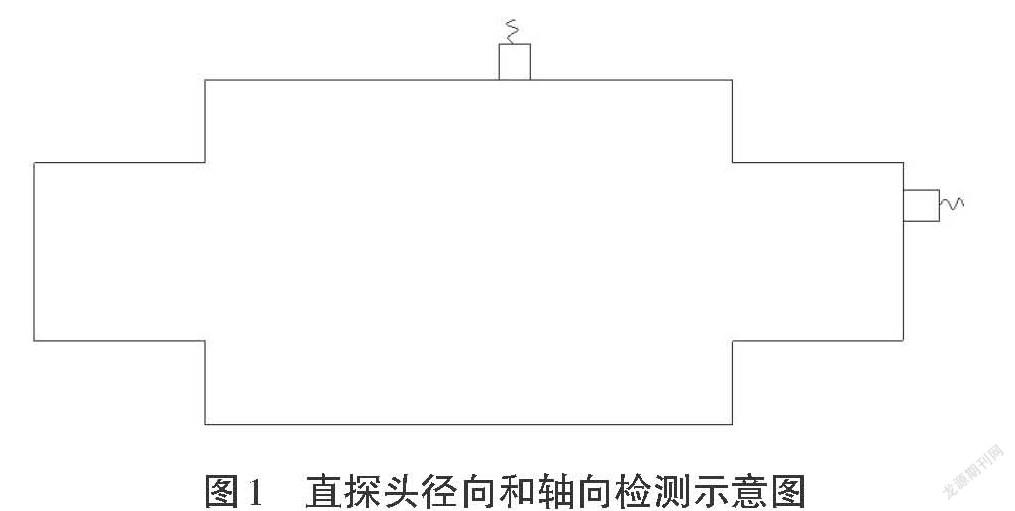
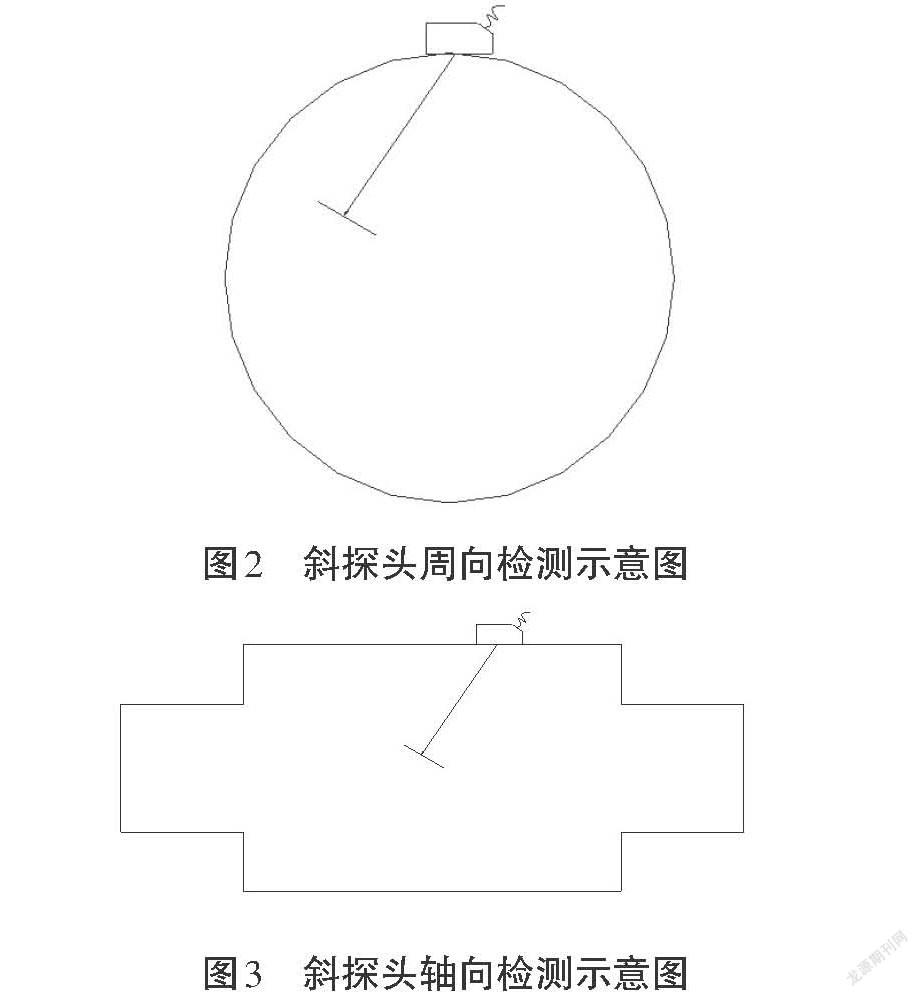
②斜探頭周向及軸向檢測。當缺陷呈徑向且為單片狀時,或軸上有幾個不同直徑的軸段,直探頭徑向或軸向檢測方式都很難發現,此時需要使用適當折射角的斜探頭作周向及軸向檢測。考慮到缺陷的取向,檢測時探頭應作正、反兩個方向的全面掃查,如圖2和圖3所示。
鍛件常見缺陷回波有以下幾種:單個缺陷回波、分散缺陷回波、密集缺陷回波和游動回波。在圓柱形軸類鍛件檢測過程中,當探頭沿著軸的外圓移動時,示波屏上的缺陷波會隨著該缺陷檢測聲程的變化而游動,這種游動的動態波形稱為游動回波。
鍛件常見非缺陷回波有以下幾種:①周向檢測圓柱形鍛件時產生的三角反射波;②軸向檢測細長軸類鍛件時,由于波形轉換,在示波屏上出現的遲到波;③當鍛件中存在與檢測面成61°傾角的缺陷時,示波屏上會出現61°反射波,以及鍛件的臺階、凹槽等外形輪廓也會出現一些輪廓回波。
4 超聲無損檢測技術在提升機滾筒主軸探傷中的應用
在煤礦中,超聲無損檢測技術也常被應用于提升機滾筒主軸探傷。接下來筆者對提升機滾筒主軸的受力進行簡要分析,以期為超聲檢測工作提供指導。
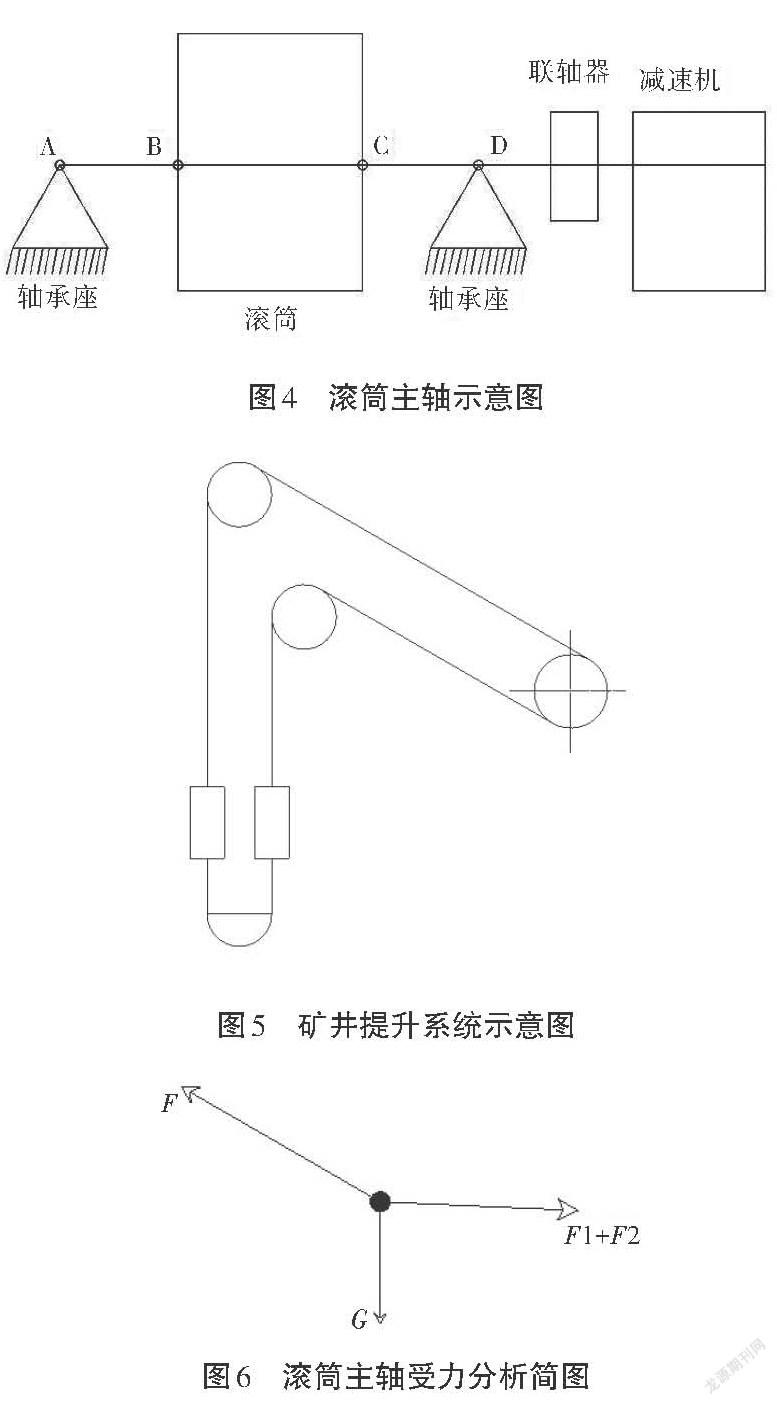
滾筒主軸(見圖4)是提升機的主要承力部件,提升機在提升過程中所受的各種動載荷和靜載荷都由滾筒主軸承擔。正常提升時,作用在滾筒主軸上的載荷主要有鋼絲繩的拉力、主軸自重及其附件重量、軸承座的固定力。礦井提升系統如圖5所示,滾筒主軸受力分析簡圖如圖6所示。
鋼絲繩的拉力方向固定,大小變化。對雙碼提升來說,滾筒主軸及其附件重力大小和方向不變,實際應用中多為雙碼提升,特例暫不做討論。軸承座的固定力大小和方向隨鋼絲繩拉力的變化而變化。
在圖4、圖5和圖6中,A、D點為軸兩端的軸承座;B、C間為滾筒;G為滾筒主軸及附件自重;F1、F2為主軸兩端軸承座固定力;F拉為鋼絲繩拉力。減速機給主軸一個扭矩Me,則CD段承受一個大小約為Me的扭矩,BC段承受一個大小約為[12Me]的扭矩,AB段承受的扭矩可忽略不計;AB段所受剪切力約為[12F1],CD段所受剪切力為[12F2],BC段剪切力可忽略不計;AB段所受彎矩由A點至B點逐漸增大,最大約為F1LAB,CD段所受彎矩由D點至C點逐漸增大,最大約為F2LAB;BC段彎矩介于F1LAB與F2LCD之間,由B點到C點成遞增或遞減關系,彎矩最大點在A點或B點,視A、B、C、D四點相對位置所定。綜上所述,CD段承受的內外力最為集中,超聲檢測時尤為注意。
除上述由于外力造成的應力集中外,還有主軸自身結構和材質造成的應力集中,如切向槽根部、臺階部位、過盈配合部位,還有組織不均勻引起的應力集中。
5 結語
隨著技術的進步,超聲檢測技術在煤礦中的應用將會越來越廣泛,且已經顯現出巨大的社會效益和經濟效益。超聲檢測技術同時可以檢驗產品質量,發現生產工藝中的優缺點,大大降低了企業的安全風險和生產成本。超聲檢測技術對人體無害,儀器小巧,操作簡便,可適用于各種工作場合,為各種檢測需求提供支持。但是,超聲檢測技術還有各種各樣的局限性,但隨著技術的進步,相信超聲檢測技術會逐漸完善,為安全生產提供更加科學可靠的決策依據。
參考文獻:
[1]王建明.超聲檢測技術在煤礦機電設備安全檢測中的應用[J].內蒙古煤炭經濟,2018(12):28-29.
[2]劉軍.某礦井提升機主軸斷裂事故分析[J].煤礦機械,2005(11):60-62.
[3]安道星,栗潤萍.礦井提升機主軸強度計算分析[J].水力采煤與管道運輸,2007(4):62-64.
[4]付春太.煤礦在役提升機主軸無損探傷的探討[J].煤,2009(8):64-65,82.
