PROFIBUS總線技術在針刺機控制系統中的應用
2019-09-10 07:22:44張鵬
河南科技 2019年5期
張鵬
摘 要:本文從技術角度探討了PROFIBUS總線技術在針刺機電氣控制領域的應用前景,論述其在這個領域的發展方向,介紹了相關電氣原理,指出該系統在控制中具有極大的優勢。
關鍵詞:針刺機;電氣控制;設計
中圖分類號:TS183 文獻標識碼:A 文章編號:1003-5168(2019)05-0060-04
Abstract: This paper discussed the application prospect of profi-bus technology in the field of acupuncture electromechanical control from the technical perspective, discussed its development direction in this field, introduced the electrical principle, and pointed out that the system has great advantages in the control.
Keywords: acupuncture machine;electrical control;design
眾所周知,PROFIBUS總線技術是西門子公司推出的一項電氣控制技術,簡單來說就是通過一根PROFI-BUS總線把各個分散的現場設備(傳感器和執行機構)連接到控制器或控制系統,同時支持工廠自動化和過程自動化以及驅動應用。其是不依賴于生產廠家的、開放式的現場總線,各種自動化設備均可通過同樣的接口交換信息。其在國內的發展已經相對比較成熟,應用的行業也比較廣泛。在非織造針刺機領域也有廣闊的使用前景。
針刺機是無紡布設備中的關鍵設備,其性能對整條無紡布針刺機生產線的產品影響較大。因此,要求針刺機的控制系統穩定、性能可靠、使用方便和自動程度高。而一條針刺機生產線是由多臺針刺機和卷繞機組成的,控制要求更為復雜。本文以恒天重工股份有限公司新推出的四版針刺機生產線為例,探討PROFIBUS總線技術在針刺機控制系統中的應用情況。
1 機械概況
恒天重工股份有限公司是生產無紡布設備的大型國有企業,為了滿足市場對針刺機的需求,于近期推出了四板針刺機生產線。其流程如下:TW81A喂入機—ZW2301雙板預刺針刺機—ZW2361-370四板對刺針刺機—張力架—熱軋機—卷繞機[1-4]。此流程是專門為國內高檔針刺布設計的生產流程。喂入機負責把原料喂入后道工序中,而預刺機和針刺機的作用是對上道工序傳送的原料進行上下針刺,使原料達到一定的處理效果后,再經過熱軋機熱軋,最后通過卷繞機卷繞成布后完成整個過程。各個單機之間各有一套進出布裝置,分別由伺服電機控制。另外,針刺機本身包括剝面板、托棉板及機架,分別由不同的電機帶動。針刺機的主傳動由一臺大電機來帶動曲軸,從而帶動針梁上的針板做上下往復運動。根據需要,還配備了一套氣路和油路系統,都采用電氣控制。
2 控制要求
整個系統機械部分要求用伺服和變頻控制,傳動精度要求高,并且能實現在線更改工藝參數功能,相配套的油路和氣路要求能控制油壓和氣壓,各個傳動都要求有電氣控制點。從以上設備結構來看,電氣控制輸入點和輸出點較多,僅需要單獨控制的電機就有56個,還有各個單機配置有兩個氣路和油路的電磁閥,還要求手動和自動控制。因此,控制動作要求比較復雜。
3 控制組成
3.1 控制構成
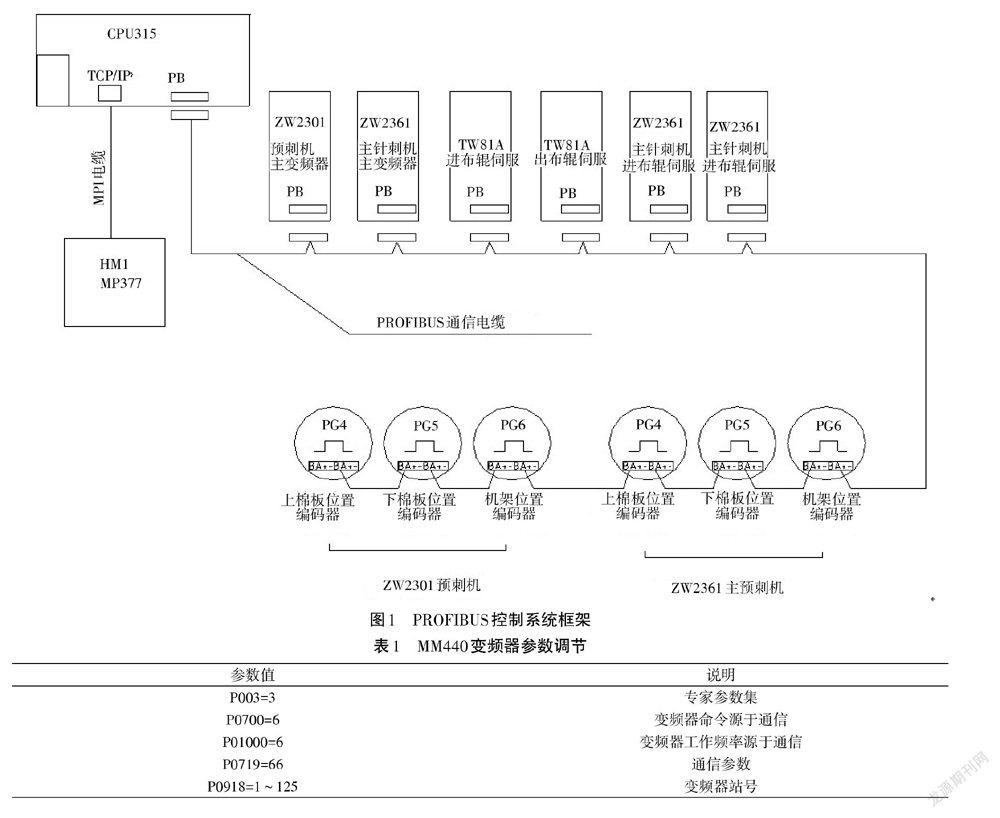
若采用傳統的按鈕和繼電器控制,整個系統的走線相當煩瑣,也增加了日后維修的工作量。為此,筆者采用現場總線PROFIBUS通信技術來解決以上控制問題。PROFI-BUS控制系統框架如圖1所示。
3.2 系統硬件
工業現場總線PROFIBUS是適用于車間級監控和現場層的通信系統,具有開放性,是國際上通用的現場總線之一。PROFIBUS傳送速度可在9.6kbaud~12Mbaud選擇,且當總線系統啟動時,所有連接到總線上的裝置應該被設成相同的速度。在PROFIBUS現場總線中,PROFIBUS-DP的使用最為廣泛。DP協議主要用于PLC與分布式I/O和現場設備的高速數據通信。與傳統的電器線路連接相比,其優勢是顯而易見的,首先減少很多現場走線,而且正常生產后維修工作量降低了。
整個控制系統采用了西門子S7-300系列CPU315作為主站,IM360擴展模塊作為從站,進出布輥采用S120系列伺服控制器,針刺機主電機變頻器使用MM440變頻器,整條線配有一臺MP377觸摸屏。另外,每臺針刺機的剝面板、托棉板及機架電機都配有單獨的旋轉編碼器。
在整個系統中,MP377觸摸屏監控和修改各個工藝參數,顯示各單元機的運行狀態,并進行報警。主站CPU的MPI編程口以太網與觸摸屏相連,實現了與觸摸屏的MPI協議通信,而主站的DP接口通過PROFIBUS電纜和接頭與MM440變頻器通信板及S120伺服控制器上的DP接口組成DP從站,實現PROFIBUS-DP通信。PROFIBUS接頭都有終端電阻,在網絡的終端站點,需要將終端電阻設置為“ON”位置;在網絡的中間站點,需要將終端電阻開關設置為“OFF”位置。每臺針刺機的剝面板、托棉板以及機架電機各配有單獨的旋轉編碼器,其編碼器帶有PROFIBUS接口,便于實現和CPU的PROFIBUS通信連接。MM440變頻器參數調節如表1所示。
各個針刺機傳動單元牽伸同步的控制,在進布和出布傳動中,其牽伸比的確定必須以這些傳動電機的速度同步為基準。通常有一個主令信號,同步控制的目的就是將這個信號按照牽伸比的要求分配到各個變頻器中去,保證各傳動單元無論在加速、恒速或者減速過程中各牽伸單元之間的速度的比值是一個恒定值,即各單元的速度保持同步的比例性。
在軟件編譯中,S7-300CPU采用STEPS7-V5.4軟件,觸摸屏采用WCCFlexible軟件,伺服控制器采用STARER控制軟件。由于采用ROFIBUS通信控制,這三種軟件能實現數據的高速通信,極大方便了軟件編程。其中,各單元電機的控制方式可以通過軟件編程在觸摸屏上。
3.3 控制使用
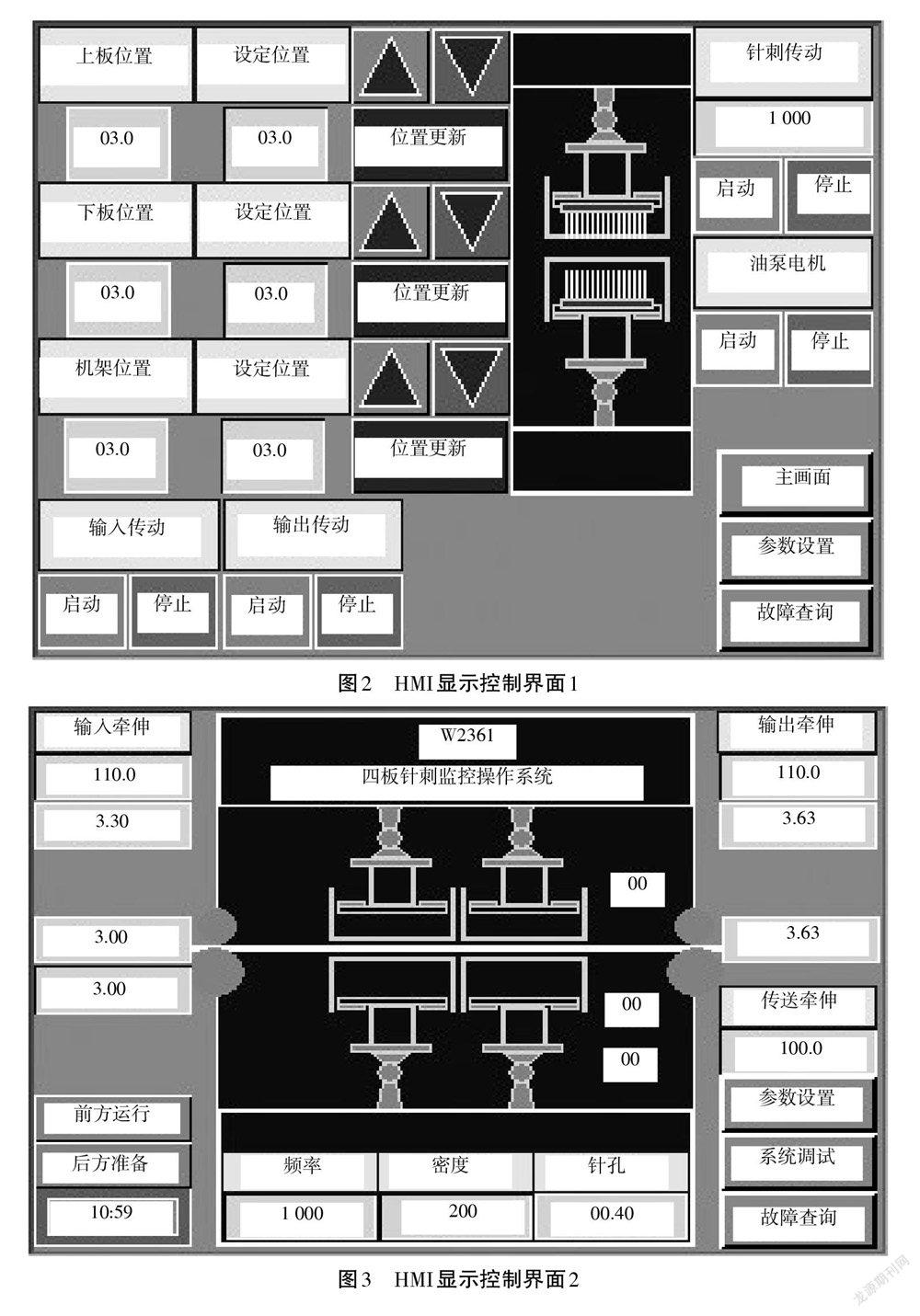
通過設置在觸摸屏的按鈕,可以很方便地對各個單機進行調試和開停。由于采用了PROFIBUS通信控制,CPU可以通過通信指令從變頻器和伺服控制器以及機上電器元件讀取大量參數,包括各單元電機的速度。各種工藝參數經過采集和處理再傳送給觸摸屏,從而為現場操作人員進行設備工藝調試提供很大幫助。同時,借助PROFIBUS通信及強大的WCC編程軟件,可以把大量的設備運轉信息顯示在觸摸屏上,方便管理人員進行在線監控。此外,還能提供故障信息畫面和歷史數據查找功能,一旦出現系統故障,屏上畫面會顯示故障原因,并提供幫助分析故障原因功能,提供了一個十分友好的畫面,增強了系統的可操作性。HMI顯示控制界面如圖2和圖3所示。
從圖2中可以看到,各個針板之間的格距要求可以通過面板設定來完成。這主要得益于各個針板的每個傳動裝置都配備了具有通信功能的編碼器,可以把每塊針板活動的距離精確及時地反映給CPU,再通過邏輯運算計算出各個針板之間的距離,不需要像以前那樣通過機械人員測量各鋸片來得出各個針板的距離,而且可以在不停運設備的情況下完成距離調整,這對實現生產設備工藝調整是十分方便的,極大提高了生產效率。
從圖3中可以看到,各個傳動之間線速度要求可以通過面板設定來完成。這主要是因為每個傳動裝置都配備了帶有能同PROFIBUS總線進行通信的變頻器和伺服控制器,可以把每個傳動的數據通過PROFIBUS總線及時反映給CPU,再通過邏輯運算計算出傳動線速度比,并能在不停運設備的情況下完成速度調整,實現在線調整功能。
3.4 無紡針刺布工藝的使用
如若在生產過程中調整工藝參數,即可通過人機界面進行在線調節,在線更改生產流程,不需要復雜的手段,使得生產工藝更改方便快捷,極大減少了勞動量。
各種工藝數據都可以儲存到CPU的數據庫中,便于工藝人員調取相關參數。通過對這些存儲工藝參數進行總結、計算及分析,可以幫助工藝人員得出一套適合產品的工藝參數,從而有效解決工藝問題。
3.5 生產的管理
通過這套PROFIBUS生產系統,車間操作員工作站可以與車間辦公管理網連接,將車間生產數據送到車間管理層。而車間管理層作為子網,再通過路由器連接到廠區骨干網,將車間數據集成到工廠高層,從而提高工廠信息化管理水平。
4 結語
通過使用S7-300PLC的MPI通信,S7-300PLC的PROFIBUS網和SIEMENS變頻器和伺服控制器及編碼器進行通信,通過網絡傳送數據,布線簡單,節省了安裝費用,也減少了電器硬件現場維護工作量,從而降低了系統設計、制造和維護成本,提高了系統的控制精度和運行的可靠性。該控制系統投入生產后得到了用戶的一致好評。
參考文獻:
[1]尹耀康.對針刺機針刺機構中關鍵零件的優化設計[J].現代工業經濟和信息化,2018(6):28-29,31.
[2]鄧斌,馬明宇,王江.針刺手法量化機器手的設計與分析[J].傳感器與微系統,2018(9):57-59.
[3]BinningJ,王世娜.水刺非織造布的節能生產[J].國際紡織導報,2018(2):38,40,42.
[4]趙博.熱風粘合非織造布性能的測試與分析[J].浙江紡織服裝職業技術學院學報,2018(3):6-14.
猜你喜歡
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
藝術啟蒙(2018年7期)2018-08-23 09:14:18
通信電源技術(2018年5期)2018-08-23 01:16:18
電子制作(2018年2期)2018-04-18 07:13:37
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
電子制作(2017年19期)2017-02-02 07:08:54
山東工業技術(2016年15期)2016-12-01 05:31:49
機電信息(2014年20期)2014-02-27 15:53:20
