閥門閥體裂紋原因與分析
2019-09-10 08:29:10楊金龍
中國電氣工程學報 2019年29期
楊金龍

摘要:本文通過介紹閥門閥體的功能結構,分析裂紋原因,并提出閥門常見的故障與解決辦法。
關鍵詞:閥體裂紋、閥門結構
1、截止閥的功能與結構:
截止閥的啟閉件是塞形的閥瓣,密封上面是平面。閥瓣沿閥座的中心直線運動。閥桿的運動形式,旋轉桿式可用于控制各種腐蝕性介質、液體、氣體的流動。由于該類閥門的閥桿開啟或關閉行程相對較短,而且有非常可靠的切斷功能,由于閥座通口的變化與閥瓣的行程成正比例關系,非常適合于對流量的調節、控制,屬于強制密封式閥門,所以在閥門關閉時,必須向閥瓣施加壓力,以強制密封面不泄露。截止閥的介質流向就改閥瓣上方進入閥腔,這時在介質壓力作用下,關閥門的力小,反之關閥門的力大,閥門是用來調節流量的裝置,其流量的大小隨閥門開度大小而增加或減小,主要是改變流通面積,在介質的作用下,這種形式的閥門也較嚴密。截止閥作為一種極其重要的截斷類閥門,其密封式通過對閥桿施加扭矩,調桿在軸向方向上閥瓣施加壓力,是閥瓣密封面與閥座密封面緊密貼合,阻止介質沿密封面之間的縫隙泄漏。支撐機構由閥體和閥蓋組成,其中閥體起支撐和包容作用,左端為入口,右端為出口。通過閥門控制閉合,在閥門關閉后,介質從閥門的某一端進入,閥門密封面能保持密封結構,閥體通過焊接相連,保障液體的流通與關閉,防止滲透。
2、閥門資料:制造單位:制冷設備廠 產品型號J61F-40??名稱:?截止閥 通經:DN200 ?材質:LCB 公稱壓力:4.0 MPa 適用溫度:-45~+150 ℃ 適用介質:R717 、R12 、R22 ?產品執行標準GB/T26478-2011
3缺陷位置:
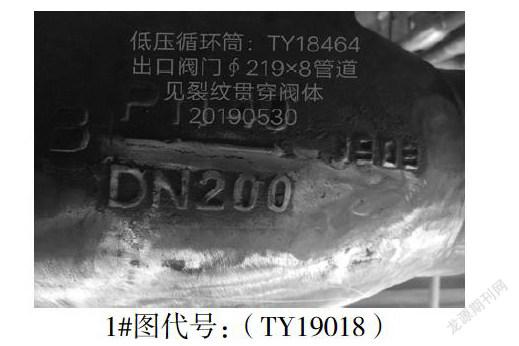
循環機至低壓循環筒出口第二節焊接頭處閥門閥體背弧面,打磨金屬光澤,經磁粉探傷檢測,宏觀檢查可見裂紋呈波紋線橫向130mm代號:1#圖TY19018和軸向90mm代號2#圖TY18464發展位置閥門側焊接頭附近60mm處。
4形成原因分析:
裂紋可分為熱裂、冷裂和溫裂三種,熱裂和冷裂是在鑄件凝固冷卻過程中,由于鑄件生產的收縮應力超過了當時鑄件材料強度極限而形成的裂紋缺陷,熱裂和冷裂與合金特性,冶煉因素,澆筑工藝和鑄件結構等有關,而冷裂紋還與開箱時的鑄件溫度和碰撞有關。
外裂紋:外裂紋常出現在閥門鑄件兩壁交接的熱節部位,如閥體背弧面根部、閥門本體外壁凸起的表面處,外裂紋宏觀即可發現,裂紋比較直,與應力方向垂直,是比較典型的晶間裂紋,由于鑄件表面早先凝固,裂紋由外向內發展,因此,外裂紋一般很難得到縮金屬液的焊補。皮下裂紋隱藏在鑄件表皮之下,裂紋較大且走向曲折,表面打磨即可發現,皮下裂紋也是常見的熱裂紋。截止閥的要求:有足夠的強度,關閉嚴密,流動阻力小、閥門的零件具有互換性、結構簡單、重量輕、體積小、操作方便、檢修維護容易等。全面檢查的主要內容:檢查閥體和閥蓋有無裂紋,閥桿的彎曲和腐蝕情況,閥瓣和閥座密封耐腐蝕磨損情況,各種配件間隙是否適當等。閥門嚴密性:抹紅丹粉檢查密封面接觸情況,圓周應連續接觸,接觸寬度不下于密封面的1/3。中壓閥桿采用#35鋼或2Cr13鋼加工前進行熱處理,硬度HB200 ,閥桿表面應光滑無毛刺、裂紋凹坑、腐蝕等,絲扣應完整不得有斷扣,亂扣及毛刺等,絲母與配件靈活,但不得過松,絲扣磨損超過厚度1/3即應更換。密封環應光滑無毛刺溝道,裂紋等,閥桿間隙符合標準。檢修常用閥門及易于損壞已有缺陷的閥門、配件等。
5、閥門的失效:
閥門失效影響著系統的正常運行,一旦閥門失效便失去了對系統和反應的控制,后果不堪設想,閥門載荷隨時間變化,易引起疲勞損傷和疲勞失效。坯料在冷鍛時要產生變形和加工硬化,使鍛模承受高的載荷,因此,需要使用高強度的鍛模和采用防止磨損和粘結的硬質潤滑膜處理方法,為防止坯料裂紋,需要時進行中間退火以保證需要的變形能力。為保持良好的潤滑狀態,可對坯料進行磷化處理。合理的加熱溫度及保溫時間,合理的始鍛溫度和終鍛溫度,合理的變形量及變形速度。對提高產品質量,降低閥門閥體材質存在的沙眼、氣泡、大晶粒、裂紋、龜裂等,為了獲得合格的產品質量,需要熱處理消除鑄造過程中的應力、在一般情況下,外裂紋是由于鑄件的收縮應力大,皮下裂紋發生在凝固較慢的截面一側,鑄件不同部位或原大斷面表層與內部的凝固速度不一致,收縮不同時發生,產生熱應力引起的開裂,裂紋發生后未能得到自愈合焊補,外裂紋、屬于熱裂,且大多發生在凝固較遲的部位,如靠近冒口處,或局部熱節,壁厚較大部位,有時凝固較早的部位底部,也有發生裂紋的可能性。裂紋是由應力引起的,產生的應力很多。
(一)閥門鑄件基本上屬于薄壁大芯,如果閥芯的退讓性不夠,會產生較大的收縮應力。
(二)鑄件壁形成局部小熱節,凝固慢,熱裂紋多發生于此處。
各種閥門鑄件不能存在裂紋,在鑄造過程中,消除應力以及探傷檢驗,以確保質量達到要求。
6閥門常見的故障與解決辦法:
一、閥門經常出現卡堵,常出現在新投運系統和大修投運初期,由于管道內焊渣、鐵銹等在內表面隨介質流動,致使閥門密封面受堵、介質流通不暢、或關閉不嚴。
二、可迅速開,關閥門,讓臟物從閥瓣處被介質沖跑,如一次不行,反復開關幾次,再不行就解體研磨密封面、在兩個相對研磨結合面之間抹上研磨膏,然后使兩個結合面之間保持一定壓力,沿一定的軸中心轉動,消除結合面上的不平處,使門芯和門座的接觸面達到密封正確的接觸,和一定的光潔度,這樣便能達到嚴密的結合。
7結語:
截止閥閥體存在制造缺陷,宏觀檢查可見閥門閥體背弧面,裂紋呈波紋線橫向130mm長。閥體裂紋部位打磨大于5mm深度,裂紋依然存在。且不建議焊補,應及時更換,并磁粉探傷合格方可投入使用。閥門、閥體定期檢驗,保證其正常工作,避免其出現不可控制事故發生。對承壓閥門產品質量,閥桿直徑測量,閥體壁厚測量,低壓、高壓密封試驗,承壓能力試驗,閥體材質分析等綜合檢驗,確保閥門質量合格。
參考文獻:
GB/T26480-2011閥門的檢驗和試驗
GB/T12224鋼制閥門
JB/T7927 閥門鑄鋼件外觀質量要求
JB/T6439 閥門受壓鑄鋼件、磁粉探傷試驗
GB50235-2010工業金屬管道工程施工
TSG D7005-2018壓力管道定期檢驗規則
GB/T26478-2011閥門制造標準
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
流程工業(2022年3期)2022-06-23 09:41:08
成都信息工程大學學報(2021年4期)2021-11-22 07:44:46
中國石油石化(2021年8期)2021-07-20 07:36:12
煤氣與熱力(2021年3期)2021-06-09 06:16:18
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
智富時代(2018年5期)2018-07-18 17:52:04
四川輕化工大學學報(自然科學版)(2017年3期)2017-06-29 12:00:57
中學科技(2014年11期)2014-12-25 07:38:53
太空探索(2014年3期)2014-07-10 14:59:39
