浸梗工序設備優化 降低能源消耗
2019-09-12 07:44:10許雄文鄒會彥張圖偉
設備管理與維修 2019年9期
關鍵詞:設備
許雄文,鄒會彥,張圖偉
(河南中煙工業有限責任公司漯河卷煙廠,河南漯河 462000)
0 引言
漯河卷煙廠梗處理工藝流程設置:浸梗機→浸梗機網帶(兩條)→斜皮帶輸送機→DM 行車→一次儲梗→振動輸送機→斜皮帶輸送機(兩條)→電子皮帶秤→振動輸送機→刮板回潮,通過浸梗、刮板回潮處理,對煙梗進行增溫增濕,提高煙梗的耐加工性。
1 存在問題
(1)刮板回潮處理后煙梗內部有大量干芯現象。
(2)一次儲梗柜進完后二次儲梗才能啟動,生產時間長,生產效率低。
(3)工藝路徑比較長,一次儲梗至刮板回潮有10 臺電機運行,增加設備維護保養強度和維修費用,造成能源消耗大。
(4)切梗后梗頭量較大,每4000 kg 煙梗經過處理后,梗絲風選后平均梗頭量為68.51 kg,梗絲水分合格率偏低,梗絲干燥出口水分平均CPk 值為1.31,造成煙梗利用率較低,原料消耗較大。
2 原因分析
(1)煙梗經浸梗處理后進入一次儲梗柜,溫度散失后經過刮板回潮處理,造成煙梗內部有大量干芯現象。
(2)煙梗表面未吸收的水分滴落在一次儲梗柜DM 行車,DM行車支架銹蝕嚴重,同時積聚的水滴入煙梗,出現煙梗水分不均勻。
3 改進措施
針對存在的問題,主要是對工藝路線進行優化,調整工藝參數,具體技術路線如圖1 所示。
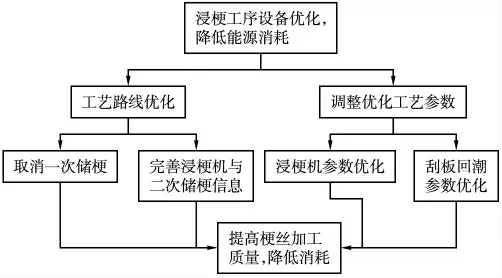
圖1 技術路線
3.1 改進工藝流程
改進后工藝流程:浸梗機→浸梗機網帶(兩條)→斜皮帶輸送機→皮帶輸送機→振動輸送機→斜皮帶輸送機(兩條)→電子皮帶秤→振動輸送機→刮板回潮,取消一次儲梗工序,消除設備銹蝕和磨損現象,降低維保強度和維修費用;煙梗溫度來不及散失,直接進入刮板回潮,提高增溫增濕效果;設備開動少,降低能源消耗。
3.2 調整優化工藝參數
浸梗機水溫由60 ℃提至65 ℃;浸梗機刮板轉速由45 Hz降到35 Hz;刮板回潮轉速由34 r/min 降到13 r/min。優化調整后煙梗在65 ℃水溫的作用下,水分充分滲透到煙梗內部,溫度還來不及散失,煙梗直接進入刮板回潮,進一步增溫增濕,提高煙梗回潮效果,煙梗更加柔軟,切梗后梗頭量明顯降低。
3.3 完善信息傳遞
投料電子皮帶秤狀態信息同步到停用設備,二次儲梗柜接收浸梗機前電子秤信息,浸梗機前電子皮帶秤累計量運用堆棧傳送至儲柜,同時取秤運行信號和秤占用信號,不改變操作模式,仍使用原來的選柜信號。
中間環節多臺設備停用,運行狀態不連續,造成信息傳輸中斷;二次儲梗柜狀態信息以電子秤為基礎,通過堆棧等技術實現信息傳遞,該電子秤停用對儲柜狀態造成影響。二次儲梗柜不顯示牌號、工單、批次、物料狀態等信息。
4 結論
(1)精益生產,提升生產效率。通過取消一次儲梗工序,簡化了工藝流程,儲梗時間可縮短50%,縮短了煙梗預處理時間。原二次儲梗與浸梗機采取聯運控制,操作穩定可靠,保證了信息傳遞有效。
(2)優質保供,提升質量管控水平。優化調整后每生產4000 kg 煙梗平均梗頭量為52.61 kg,比調整前降低了15.9 kg,按30 萬箱年產量計算,每年節約煙梗128 79kg。CPk 平均值為1.48,比調整前提高0.17,CPk 大于1.33,占90%。
(3)精益管控,提升降本增效水平。取消原一次儲梗工序,縮短工藝路線,減少工作電機8 臺,每小時節約電能12 kW·h,每天按10 h 計算,一年按270 個工作日計算,電價0.85 元/(kW·h),全年節約電費27 540 元。
一次儲梗至電子秤等設備不用進行設備維護保養,根據全年維修統計,更換刷輥、軸承、輸送帶、傳動輥、托輥等每年可節約維修費用10 多萬元,降低維保強度。
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
當代工人(2020年13期)2020-09-27 23:04:20
經濟技術協作信息(2018年22期)2019-01-19 03:00:18
電子制作(2018年11期)2018-08-04 03:26:08
電子制作(2018年10期)2018-08-04 03:24:48
家庭影院技術(2017年11期)2017-12-20 08:10:57
工業設計(2016年12期)2016-04-16 02:52:00
IT時代周刊(2015年8期)2015-11-11 05:50:37
汽車維修與保養(2015年1期)2015-04-17 03:25:28
設備管理與維修(2015年12期)2015-04-09 06:57:00
