壓力容器用原材料的細節管理
2019-09-13 00:56:18劉明明
山東化工 2019年16期
劉明明
(山東陽煤恒通化工股份有限公司,山東 臨沂 276100)
對于一種機械產品,人們總是力求其功能優異、結構緊湊、質量穩定、安全可靠、價格低廉,這就需要高水平設計、合理加工和正確使用,三者密切配合。這三個環節都要涉及許多材料問題。而一般機械設計應包括結構設計和材料設計兩方面,缺一不可。從某種意義上講,材料設計實質上是"零件內部結構設計",是保證產品內在質量的關鍵[1]。壓力容器由于其所處理的介質具有深冷負壓、易燃易爆易中毒的特點,因此,壓力容器用材更要謹慎。為保證壓力容器產品質量同時管控制造成本,需要對壓力容器用原材料管理有更高要求。
目前我國已經形成了壓力容器設計、制造、檢驗和驗收的標準化體系,部分標準中對壓力容器用材料管理提出了要求,但是對材料的細節管理也做不到面面俱到。那么,壓力容器制造廠如何對鋼制壓力容器用原材料進行細節管理來管控制造成本同時保證壓力容器產品質量呢?
1 材料管理制度化
建立與材料管理相關的各項制度,規范材料從采購到使用需要的書面見證表格形式,見表1。應明確材料、零部件質量控制的主管部門和配合部門,落實各級材料人員的崗位職責和控制程序并形成書面材料,確保產品用材料的質量及產品用料的可追溯性。
各部門人員的職責可參照以下分配:
a.材料控制實行材料質控系統責任人負責制,必要時由其他質控系統協調控制。
b.技術科負責材料采購前編制采購文件,材料入場后申請檢驗、入庫、標記管理、登記臺賬、標記移植、發放使用。
c.物資供應科負責執行采購計劃、選擇評價合格供方、質量保證協議、驗證方法協議、處理質量爭端的規定。
d.檢驗科負責檢驗、試驗標記確認、質量臺賬的管理等工作。
壓力容器材料管理應嚴格控制環節、停止點執行。材料、零部件質量控制程序可參照下圖執行。
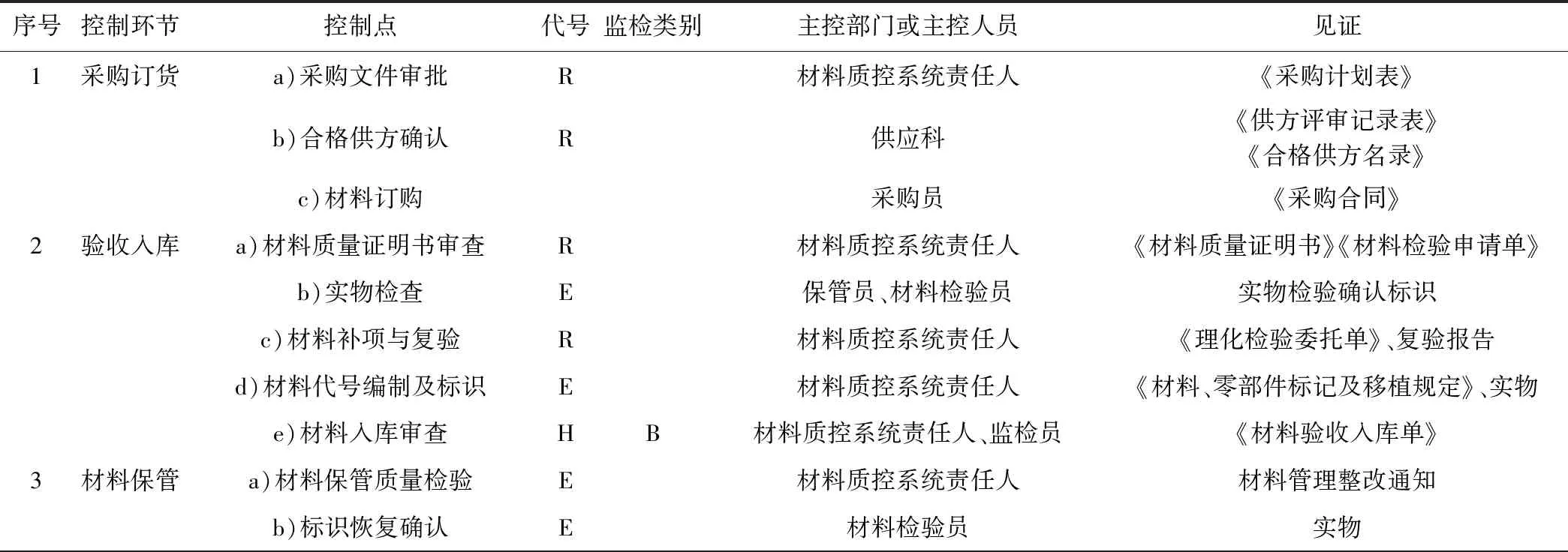
表1 材料、零部件質量控制系統的控制環節、控制點(檢查點E、審核點R、停止點H、見證點W)
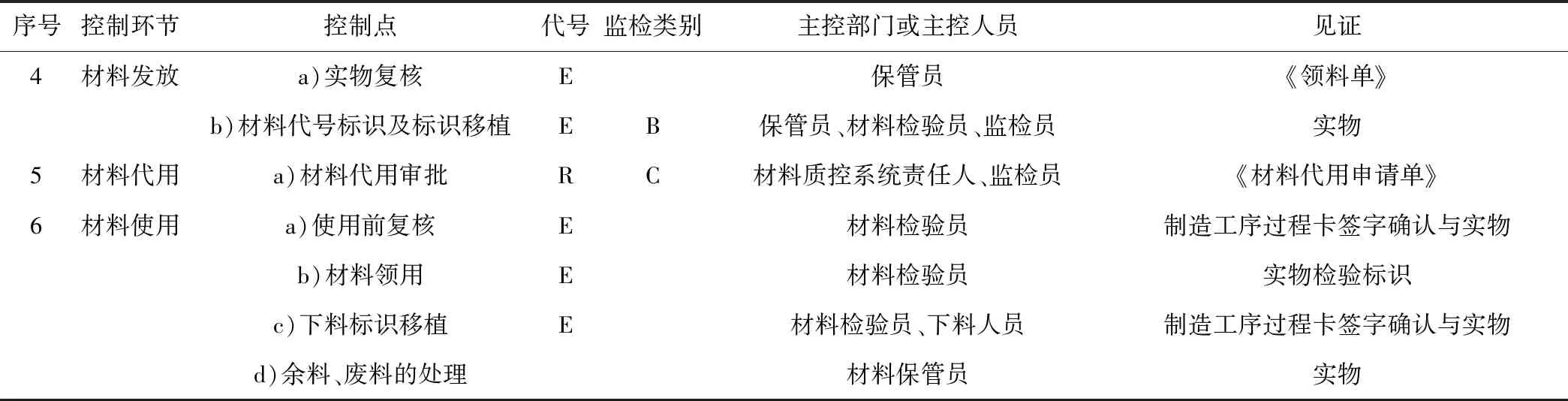
表1(續)
2 采購文件的詳細化
對鋼板來說,采購文件不僅要包括材質、規格、標準、重量、供貨狀態、硫磷含量以及其他特殊要求,還要提出定尺板、厚度偏差的具體尺寸要求。定尺板可以最大限度的提高材料的利用率并減少焊接的工作量,同時對有無損檢測要求的壓力容器可以減少無損檢測的工作量和提高壓力容器的一次無損檢測合格率。厚度的正負偏差影響鋼板的重量,因為鋼板的單價是按重量來計量的,供應商為了自身利益的最大化,往往會提供正偏差的鋼板。作為壓力容器制造廠,我廠曾以鋼板按尺寸交貨來定價采購鋼板,經測量,鋼板厚度都是負偏差;而絕大多數以重量供貨來采購鋼板時,經測量,鋼板厚度往往是正偏差。對鍛件來說,需要提出對鍛件做理化試驗、無損檢測、熱處理等的具體要求。
對其他按標準加工的標準件及按圖加工的非標準件,技術條件確定時,應根據圖紙、設備制造技術條件及國家頒布的標準和規范確定,但需要引起注意的是標準和規范以外的附加要求。
3 驗收入庫需要“火眼金睛”
首先,審查材料質量證明書中的各項數據是否合格,尤其是現在鋼板的每張質量證明書都有二維碼,掃碼出來的信息需要和質量證明書的信息一致;質量證明書必須符合TSG21-2016中的相關規定。其次,核對實物的標識與質量證明書上的標識是否一致。然后,按照相關標準或采購文件的要求做好檢驗。對需復驗的材料,由材料檢驗員填寫《理化檢驗委托單》交理化人員和無損檢測員進行復驗。理化人員和無損檢測人員進行試驗和無損檢測并出具報告,材料質控系統責任人進行審核確認。有些鋼板生產廠家每張鋼板都有鋼板號和相應的尺寸,需要仔細核對證明書和鋼板實物的標志、尺寸是否相符,以防經銷商偽造質量證明書。不銹鋼板材驗收時需要注意供應商供應的是鋼板還是鋼帶,鋼帶需要復驗。壓力容器用焊材除了符合相關品類的焊材標準還要符合NB/T47018,驗收時需要特別注意,以防部分供應商供應無NB/T47018標準的非承壓設備用焊材。鋼鍛件、封頭等外協加工件除了審查加工件的質量證明書,還需審查原材料質保書。
合格的材料由材料檢驗員填寫《材料驗收入庫單》交材料質控系統責任人審批后辦理入庫手續,由保管員登記入《壓力容器材料臺賬》。
驗收合格材料必須做好材料標記,標記可由四部分組成:類別代號、年號、入庫批次、材質代號。入庫材料的標記號由材料檢驗員編制,保管員按規定進行標記,并經檢驗員確認。入庫材料應按規定分區掛牌存放,牌上寫明材料牌號、規格、數量、爐批號、入廠編號、入廠時間、執行標準等。
4 材料保管發放要“拘小節”
材料的保管和發放應制定原材料及外購件保管的規定,包括關于存放、標識、分類等要有明確的規定[2]。每個壓力容器制造廠都有類似的管理規定,而在具體執行上,做好細節管理可以更規范、省時、省力和有效降成本。
受空間限制,大部分壓力容器制造廠的備用鋼板都是底下墊高疊放的。鋼板的材料標記方法是在每張鋼板長度方向的左下角打入廠材料標記鋼印。這樣的話,只有最上面鋼板尺寸是可見的。為使每張鋼板尺寸都是清晰具體的,同時減少翻動鋼板的人力和時間成本,可在疊放的鋼板有材料標記一側設置鋼板信息集中箱,箱中按鋼板的疊放順序疊放每張鋼板的信息卡,信息卡中需寫明材料牌號、規格、具體尺寸、爐批號、入廠編號、入廠時間、執行標準等。鋼板分割前應進行標記移植,分割后及時更新信息卡上的鋼板尺寸。
對于像法蘭、彎頭、膨脹節這樣的零部件,入庫后,材料保管員除了做好標記還要在零部件的一側用記號筆或粘貼貼紙的方式注明用于壓力容器的設備名稱。這樣做,可保證壓力容器整臺設備的制造工期,防止用于其他設備而造成因缺件而延誤工期。對焊材的發放,保管員堅持以焊條頭換焊條的焊條發放原則。焊工到車間開《材料領料單》到二級庫領取焊材,保管員根據領料單進行發放。同時,焊工需要交上之前領用焊條的剩余焊條頭,焊條頭長度需要符合公司的規定,交多少根焊條頭就領多少根焊條。這樣可避免焊材浪費,管控壓力容器的制造成本。
5 人員高要求
材料質控系統責任人、檢驗員要熟悉壓力容器設計、制造、檢驗、驗收的標準化體系中與鋼制壓力容器材料相關的國家法律、法規、規章、標準、規程、管理制度等的相關規定。同時還要熟練使用材料檢驗用器具,了解理化試驗和無損檢測知識。采購員、保管員要了解壓力容器材料的基礎知識。質控系統責任人、檢驗員、保管員、采購員必須要責任心強、原則性強。
國家質量監督檢驗檢疫總局下發的部分標準、規范提出壓力容器制造單位必須建立符合標準規范要求的質量保證體系,質量保證體系中包括材料、零部件控制的范圍、程序、內容。因此,壓力容器制造單位都有類似的壓力容器材料、零部件管理方式、方法,類似本文中《材料、零部件質量控制系統的控制環節、控制點》表中所示。但是,在材料的細節管理上,每個壓力容器制造廠可“因地制宜”、“因材施教”。抓好壓力容器材料的細節管理可保證壓力容器質量同時管控制造成本。
猜你喜歡
今日農業(2022年15期)2022-09-20 06:56:20
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
建材發展導向(2019年10期)2019-08-24 06:26:30
建材發展導向(2019年10期)2019-08-24 06:26:20
中國生殖健康(2019年2期)2019-08-23 08:12:08
產品可靠性報告(2017年7期)2017-09-05 09:49:12
汽車觀察(2016年3期)2016-02-28 13:16:26
雜文月刊(2016年1期)2016-02-11 10:35:51
現代企業(2015年8期)2015-02-28 18:54:47
