Aspen Plus軟件在醋酸-水體系熱泵精餾中的應用
2019-09-13 00:56:18沈博文潘建敏夏國政鄒琳玲
山東化工 2019年16期
關(guān)鍵詞:體系
沈博文,潘建敏,夏國政,鄒琳玲,晉 梅
(江漢大學 化學與環(huán)境工程學院,湖北 武漢 430056)
醋酸乙烯是一種世界前五十大化工原料之一,可作為聚醋酸乙烯、聚乙烯醇、醋酸乙烯-乙烯共聚乳液、共聚樹脂和醋酸乙烯-氯乙烯共聚物等的原料[1]。目前常采用乙烯氣相法大規(guī)模生產(chǎn)醋酸乙烯產(chǎn)品[2-3],在其生產(chǎn)過程中,從反應過程和醋酸乙烯吸收過程中都會涉及到使用過量的醋酸,因此,若要將該部分醋酸進行回收,則需將醋酸-水混合體系進行分離,滿足醋酸純度為99.9%后方可循環(huán)使用。這一過程,常規(guī)分離方法是采用普通精餾塔進行分離,而該分離過程中需要使用公用工程換熱,導致該分離過程成為整個工藝過程中能量消耗較大的一部分。
熱泵是一種將低位熱源的熱能轉(zhuǎn)移到高位熱源的裝置,是一種全世界倍受關(guān)注的新能源技術(shù)。熱泵精餾是將塔頂蒸汽加壓升溫,作為塔底再沸熱源,回收塔頂蒸汽潛熱的一種能量利用方式,即通過外加功將低溫蒸汽提高到更高的品位的熱源,比便利用其潛熱。根據(jù)所消耗外界能量的不同,熱泵精餾技術(shù)分為汽相壓縮式熱泵精餾和吸收式熱泵精餾兩種方式。根據(jù)壓縮機工質(zhì)的不同,汽相壓縮式熱泵精餾又可分為塔頂汽相直接壓縮式、塔底液體閃蒸式和間接蒸汽壓縮式三種類型[4]。
在滿足分離要求的條件下,本文采用Aspen Plus軟件[5-6]對醋酸乙烯生產(chǎn)過程中醋酸-水混合體系的分離采用常規(guī)精餾技術(shù)和熱泵精餾技術(shù)分別進行模擬計算,并通過能量對比,提出最合理的醋酸-水混合體系分離技術(shù)。
1 模擬部分
1.1 醋酸-水混合體系數(shù)據(jù)及分離方法選擇
采用乙烯氣相法工藝進行醋酸乙烯生產(chǎn)過程中,醋酸-水混合體系基礎(chǔ)數(shù)據(jù)及設計要求如表1所示。
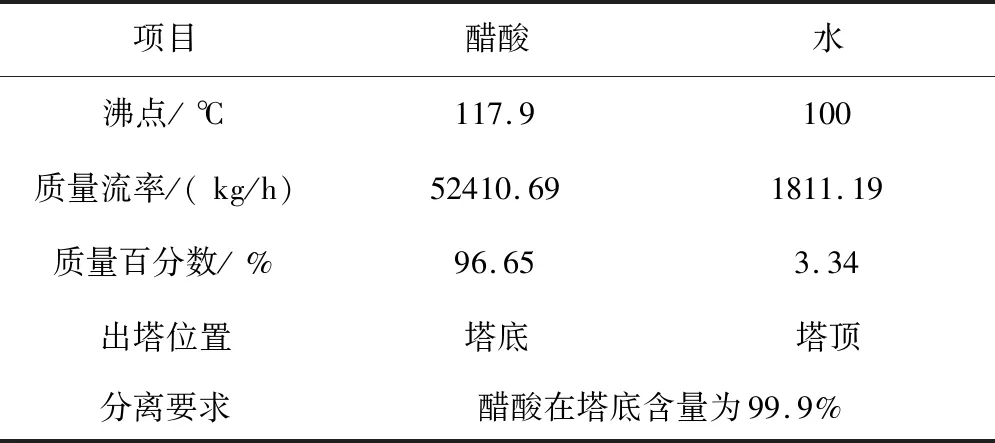
表1 醋酸-水混合體系數(shù)據(jù)及設計要求
在實際工業(yè)生產(chǎn)過程中,常采用常規(guī)精餾塔進行醋酸-水混合體系的分離,精餾塔塔頂?shù)牟僮鲏毫?00 kPa,塔底壓力為120 kPa,塔頂溫度和塔底溫度分別為100 ℃和123.45 ℃。另外,從表1中醋酸、水沸點數(shù)據(jù)和常規(guī)精餾塔的操作條件中可得:塔的操作壓力為常壓,塔頂塔底溫差較小,且醋酸和水的沸點相近,因此,本文提出采用塔頂汽相直接壓縮式熱泵精餾技術(shù)進行該混合物系的分離。
1.2 物性方法與模塊選擇
Aspen Plus軟件物性方法中NRTL方程適用于二元和多元汽液平衡體系,能準確模擬非理想汽液和液液平衡。但對于醋酸-水混合體系而言,由于塔內(nèi)極易發(fā)生自聚反應,因此,采用NRTL活度系數(shù)方程和能預測聚合體系的Hayden-O'Connell逸度系數(shù)方程分別作為液相和氣相的熱力學模型更為合理,即采用NRTL-HOC混合模型[7]。
常規(guī)精餾技術(shù)的模擬計算中,常用模型有DSTWU和RadFrac等[8],其中DSTWU為簡捷計算模型,RadFrac為用于模擬各種類型的多級氣液分餾操作的嚴格計算模型。醋酸-水混合體系常規(guī)精餾技術(shù)模擬流程圖如圖1所示。
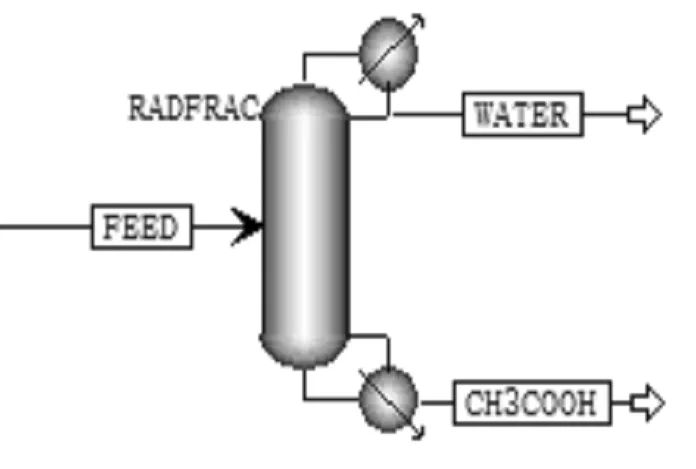
圖1 常規(guī)精餾技術(shù)模擬圖
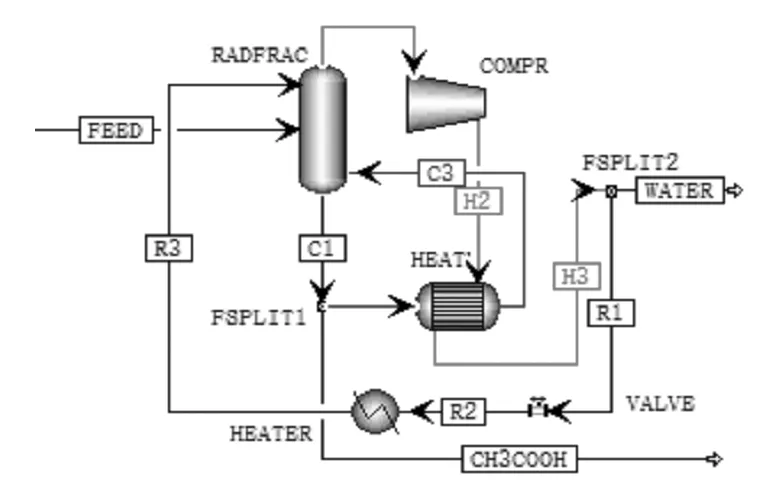
圖2 熱泵精餾技術(shù)模擬圖
熱泵精餾技術(shù)是將塔頂餾出蒸汽經(jīng)壓縮后與塔底餾出液體換熱,換熱后,物流經(jīng)節(jié)流閥減壓、冷卻器降溫后返回精餾塔頂,根據(jù)熱泵技術(shù)建立的塔頂蒸汽壓縮式熱泵精餾模擬圖如圖2所示。在熱泵精餾技術(shù)模擬計算中,除精餾塔常用模型外,壓縮機采用COMPR模塊、換熱器采用HEATX模塊、冷卻器采用HEATER模塊、節(jié)流閥采用VALVE模塊、分流器采用FSPLIT模塊。
3 模擬結(jié)果與討論
3.1 常規(guī)精餾技術(shù)模擬結(jié)果
常規(guī)精餾技術(shù)的模擬思路為:首先采用DSTWU模塊對精餾塔進行快速設計,由于存在一定的計算誤差,因此,再利用RadFrac模塊對設計結(jié)果進行校核。
3.1.1 DSTWU模擬
DSTWU設計模塊輸入值如表2所示,模擬結(jié)果如表3中DSTWU模擬值所示。
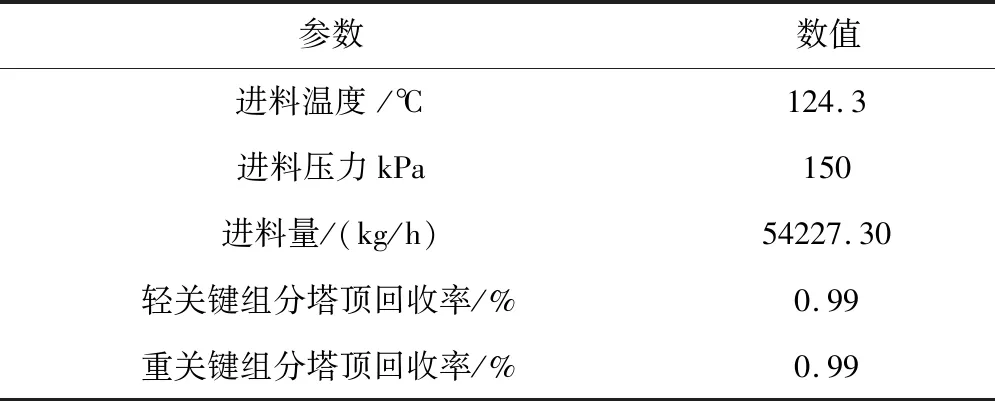
表2 DSTWU設計模塊輸入值
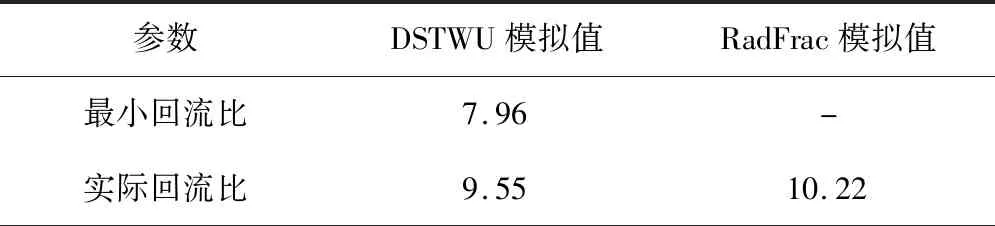
表3 DSTWU和RadFrac模擬計算結(jié)果
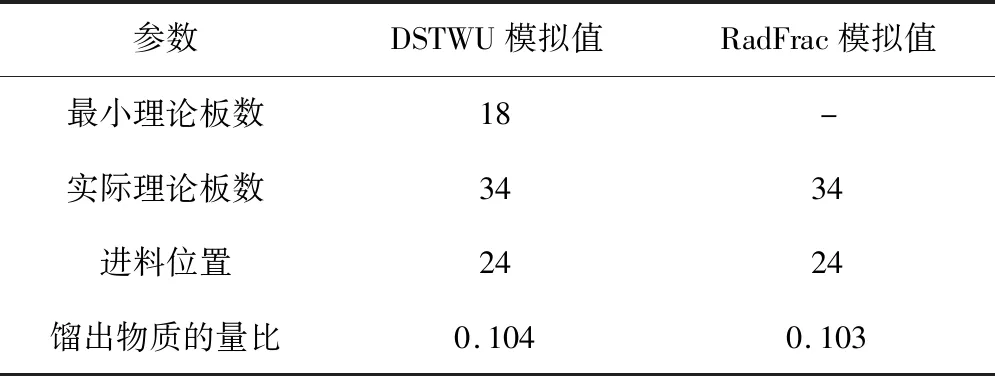
表3(續(xù))
3.1.2 RadFrac模擬結(jié)果及能耗結(jié)果
將表3中DSTWU簡捷計算模擬值作為初值進行RadFrac模擬計算,可獲得表3中RadFrac模擬結(jié)果,同時在滿足醋酸分離精度要求條件下的塔頂塔底組分量、質(zhì)量分數(shù)及常規(guī)精餾技術(shù)的能量消耗如表4所示。
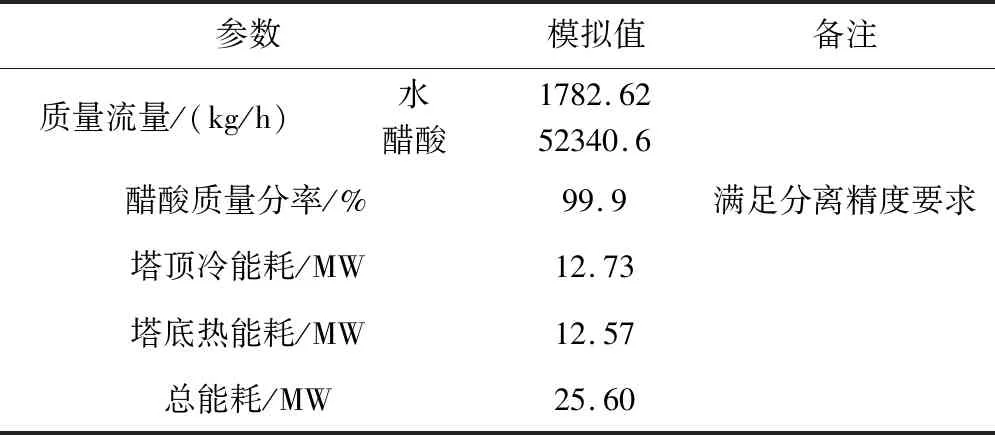
表4 RadFrac模擬結(jié)果及常規(guī)精餾技術(shù)能量消耗
3.2 熱泵精餾技術(shù)模擬結(jié)果
熱泵精餾模擬的設計模塊輸入如表5所示,在滿足醋酸分離要求的條件下的模擬結(jié)果及能量消耗如表6所示。
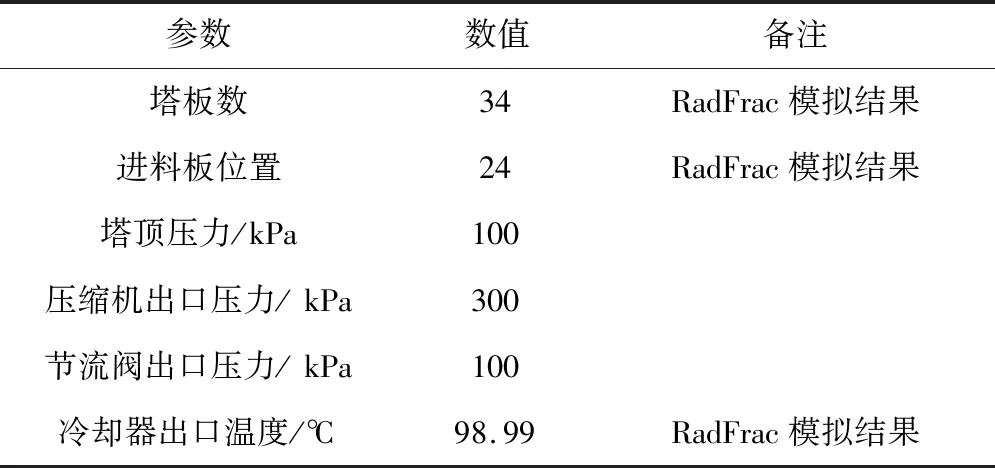
表5 熱泵精餾技術(shù)設計模塊輸入值
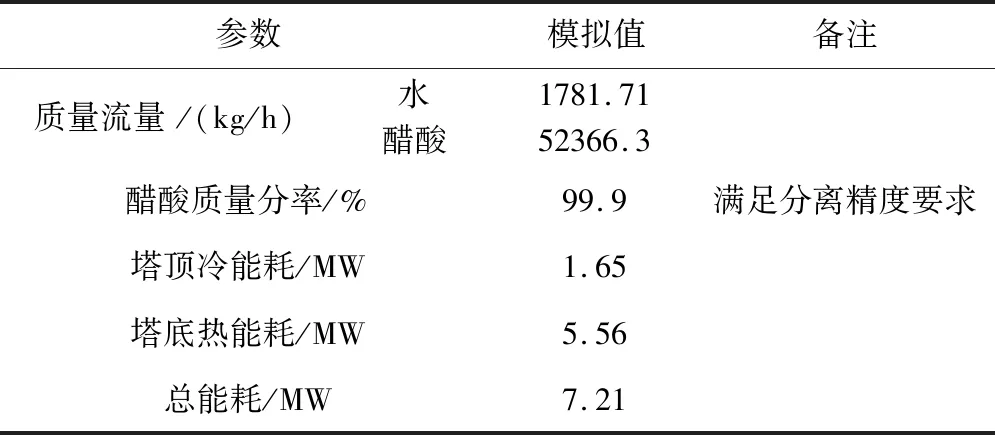
表6 熱泵精餾模擬結(jié)果及能量消耗
3.3 常規(guī)精餾技術(shù)和熱泵精餾技術(shù)能量消耗對比
采用Aspen Plus軟件,對進料量為54227.30 kg/h的醋酸-水混合體系中分別采用常規(guī)精餾技術(shù)和熱泵精餾技術(shù)進行模擬計算,在滿足分離要求的情況下,塔頂冷能耗、塔頂熱能耗和總能耗的對比如圖3所示。
從圖3可知:在醋酸-水混合體系中,由于常規(guī)精餾技術(shù)中塔頂塔底溫差較小,且醋酸和水兩組分沸點較為接近(相差17.9 ℃),因此,相比于常規(guī)精餾技術(shù),采用塔頂汽相直接壓縮式熱泵精餾技術(shù),可節(jié)約冷能耗87.03%、熱能耗55.77%,總能耗達71.50%,節(jié)能效果較為顯著。
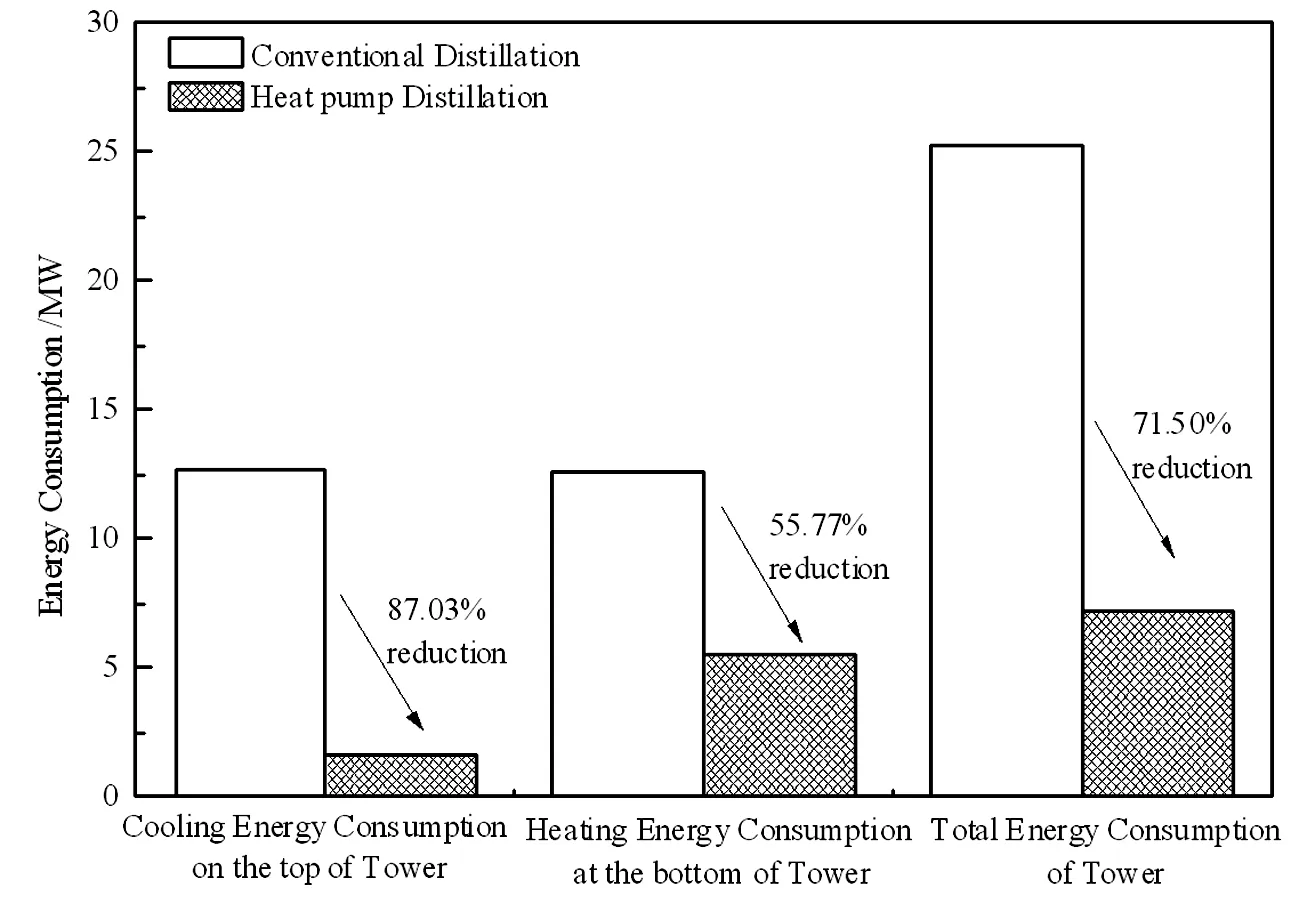
圖3 醋酸-水混合體系采用兩種不同分離技術(shù)的能耗對比圖
4 結(jié)論
采用Aspen Plus軟件,對醋酸乙烯生產(chǎn)過程中醋酸回收工段中醋酸-水混合體系分別采用常規(guī)精餾塔技術(shù)和熱泵精餾塔技術(shù)進行分離,在滿足相同分離要求的條件下,對兩種分離技術(shù)中的能量消耗情況進行了對比。從模擬結(jié)果可明顯的看出:對于精餾塔為常壓下操作,且塔頂塔底溫差較小,分離兩組分沸點接近的醋酸-水混合體系而言,采用塔頂汽相直接壓縮式熱泵精餾技術(shù)具有好的節(jié)能效果。
猜你喜歡
商品與質(zhì)量(2021年43期)2022-01-18 05:31:22
杭州(2020年23期)2021-01-11 00:54:42
新世紀智能(數(shù)學備考)(2020年11期)2021-01-04 00:38:16
中國外匯(2019年17期)2019-11-16 09:31:14
中國衛(wèi)生(2015年12期)2015-11-10 05:13:40
現(xiàn)代企業(yè)(2015年1期)2015-02-28 18:43:18
汽車零部件(2014年5期)2014-11-11 12:24:28
新高考·高一物理(2014年1期)2014-09-18 01:26:07
浙江人大(2014年1期)2014-03-20 16:19:53
終身教育研究(2012年4期)2012-03-25 10:41:11
