造孔劑含量對樹脂結合劑硅片減薄砂輪磨削性能的影響
2019-09-18 11:13:10趙延軍張高亮丁玉龍葉騰飛孫冠男熊華軍
金剛石與磨料磨具工程 2019年4期
惠 珍, 趙延軍, 張高亮, 趙 炯, 丁玉龍, 葉騰飛, 孫冠男, 熊華軍
(1. 鄭州磨料磨具磨削研究所有限公司, 鄭州 450001) (2. 超硬材料磨具國家重點實驗室, 鄭州 450001)
電子產品對高性能、多功能、小型化和低成本器件的需求推動了半導體集成電路IC制造技術的高速發展,而單晶硅是制作半導體元件的主要材料。單晶硅片直徑直接影響半導體芯片的容量和成本,而硅片減薄和最小線寬是芯片制造的關鍵。因為硅片減薄技術有利于改善芯片的散熱效果,最小線寬則是代表IC行業先進水平的主要指標,線寬越小,電流回路單元越小,單個芯片的容量增加,集成度提高。同時,3D立體封裝技術由于其空間占用小,電性能穩定,成本低等優點而用于芯片的封裝。但3D立體封裝由于芯片堆疊層數多,要求芯片厚度非常小,因而要求減薄后的硅片具有高面型精度、無表面/亞表面損傷。目前,隨著硅片直徑的增大和超精密磨削減薄技術的發展,硅片減薄技術面臨著翹曲、變形、彎曲、加工效率低等問題,這些問題的存在將影響著IC集成電路的快速發展。
硅片的背面減薄加工主要采取旋轉磨削方法,此過程產生的磨屑需通過砂輪表面的氣孔容納。如果不能及時處理磨屑,其會劃傷硅片表面,導致粗糙度值過大,影響硅片的表面質量,甚至可能會降低硅片強度進而使芯片破碎失效[1]。為實現硅片的高效低損傷磨削,國內外學者對硅片磨削工藝參數進行了深入研究[2]。張銀霞等[3-6]研究了硅片旋轉磨削過程中的各因素對表面損傷深度分布規律及磨削參數對亞表面損傷深度的影響,結果表明采用硅片旋轉的垂直深進給加工方式可以降低硅片最終的表面損傷層;葉恒[7]研究了碳酸氫鈉造孔劑對砂輪性能的影響以及砂輪磨削后硅片表面質量的變化,結果表明氣孔率可以提高砂輪的容屑能力,改善硅片表面質量;李克華[8]研究了陶瓷結合劑對硅片納米級磨削的影響,結果表明陶瓷結合劑多孔結構砂輪可以在一定程度上實現硅片表面的納米光潔度。然而,關于造孔劑含量對樹脂結合劑硅片減薄砂輪性能影響的研究鮮少見報道。
為推動硅片減薄砂輪制造技術發展,我們將高分子材質的造孔劑引入到硅片減薄用樹脂結合劑金剛石砂輪中,并探索造孔劑含量對砂輪磨削性能的影響。
1 實驗條件與過程
1.1 樣品試制
樹脂結合劑金剛石硅片減薄砂輪主要用樹脂、碳化硅、碳酸鈣等原料做結合劑,金剛石微粉做磨料,高分子結構的空心球做造孔劑,在200 ℃下熱壓成型。
用于體積密度和SEM檢測的試樣尺寸為25 mm×7 mm×3.5 mm,其配方如表1所示。

表1 測量體積密度和SEM檢測的試樣配方Table 1 Prescription of samples for measuring volume density and SEM scanning electron microscopy
其中,造孔劑為堿石灰硼硅酸鹽玻璃空心球,球的空心部分由一種受熱可膨脹的氣體組成,初始造孔劑孔徑約5~20 μm,在特定的壓制溫度條件下,造孔劑受熱膨脹,可膨脹成直徑80~300 μm的空心球;且造孔劑的高分子外殼可以與樹脂融為一體。
制作硅片減薄砂輪成品時,混料工藝與試樣相同,砂輪規格代號為1A8,成型出來的圓環均等切割28塊后進行粘接。粘接后的硅片減薄砂輪成品如圖1所示。

圖1 硅片減薄砂輪成品
1.2 體積密度檢測
用排水法測量試樣條的體積密度。每次測3塊試樣,取平均值。
1.3 形貌觀察
用掃描電鏡(型號INSPECT S50)觀察試樣的斷口形貌,主要觀察氣孔率的分布、孔徑和孔型。
1.4 磨削實驗
在DISCO DFG840磨床上用制備的樹脂結合劑砂輪進行硅片減薄磨削實驗,被加工工件是φ200 mm單晶晶向(100)的硅片,磨削實驗參數如表2所示。

表2 磨削實驗工藝參數Table 2 Grinding experimental parameters
2 結果與討論
根據表1配方制備砂輪,用排水法測量的砂輪體積密度結果如圖2示。從圖2以看出:1-1體積密度最大,氣孔率最小,3-2體積密度最小,氣孔率最大。
2.1 不同造孔劑含量對砂輪微觀結構的影響
為研究造孔劑含量對樹脂結合劑硅片減薄砂輪結構的影響規律,根據表1設計的配方分別壓制成型了6種砂輪。圖3所示為6款砂輪斷口處的SEM微觀形貌圖。
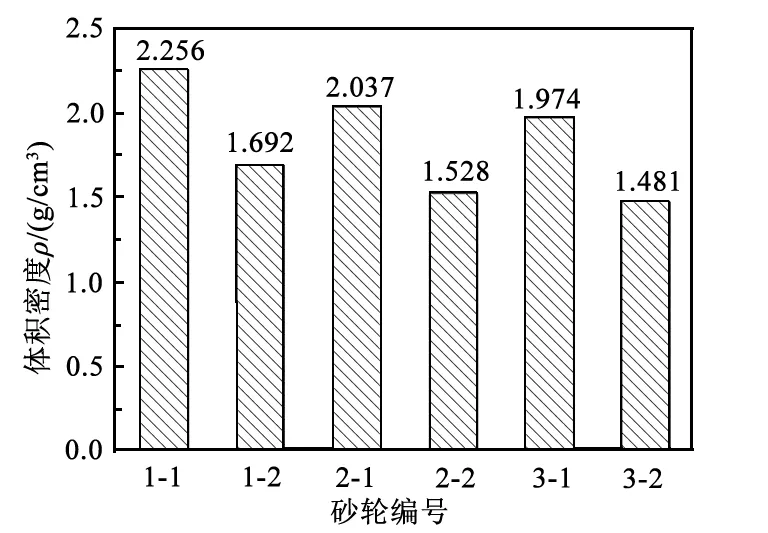
圖2 砂輪的體積密度
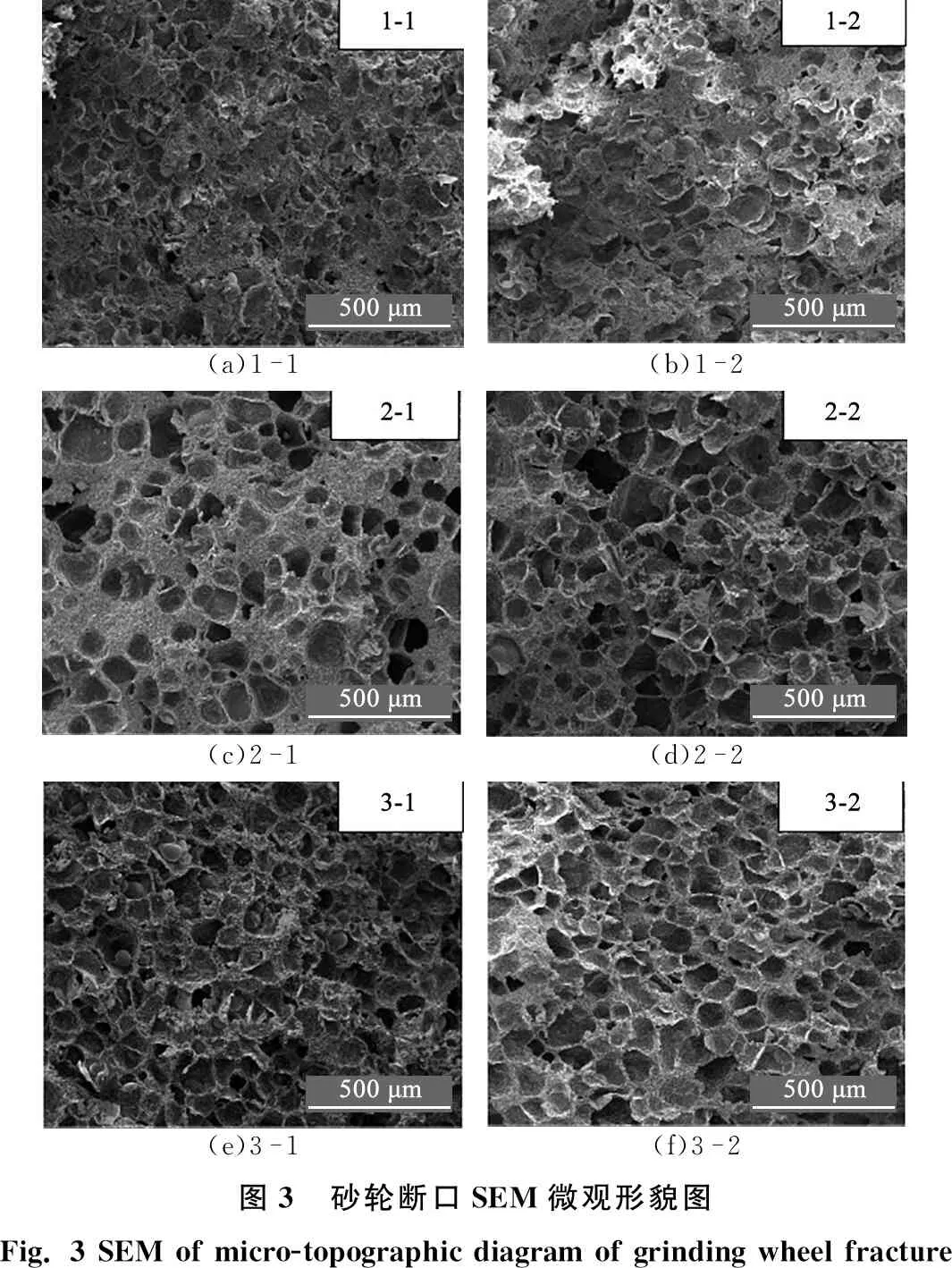
(a)1-1(b)1-2(c)2-1(d)2-2(e)3-1(f)3-2圖3 砂輪斷口SEM微觀形貌圖Fig. 3 SEM of micro-topographic diagram of grinding wheel fracture
由圖3可知:隨造孔劑體積分數從5.0%增加到15.0%,砂輪內部孔隙率增大;隨投料比例從100%減少至75%時,氣孔率增加。這是因為雖然具有同體積分數的造孔劑,但是砂輪投料比例只有75%時,留有25%的體積空間,未膨脹的造孔劑可以在多余的25%空間內進行繼續膨脹或形成新的氣孔。
2.2 不同造孔劑含量的硅片減薄砂輪磨削性能對比
圖4所示為不同砂輪減薄加工后的硅片的外觀效果。由圖4可知:在單晶硅片減薄磨削過程中,隨砂輪中造孔劑含量增加,磨削后的硅片亮度先提高后降低;相同配方時,75%體積比例投料的硅片減薄砂輪磨削后的硅片亮度比100%體積比例投料的砂輪磨削的硅片亮度高。這是因為:造孔劑含量較少時(1號砂輪),樹脂結合劑緊密包裹磨料表面[5],氣孔率低且磨料不易脫落,容屑和散熱效果較差,導致硅片表面亮度不夠;造孔劑含量過高時(3號砂輪),樹脂結合劑對磨料的把持力小,磨粒脫落過快,無法保證砂輪的鋒利度,造成磨削后硅片亮度較低。
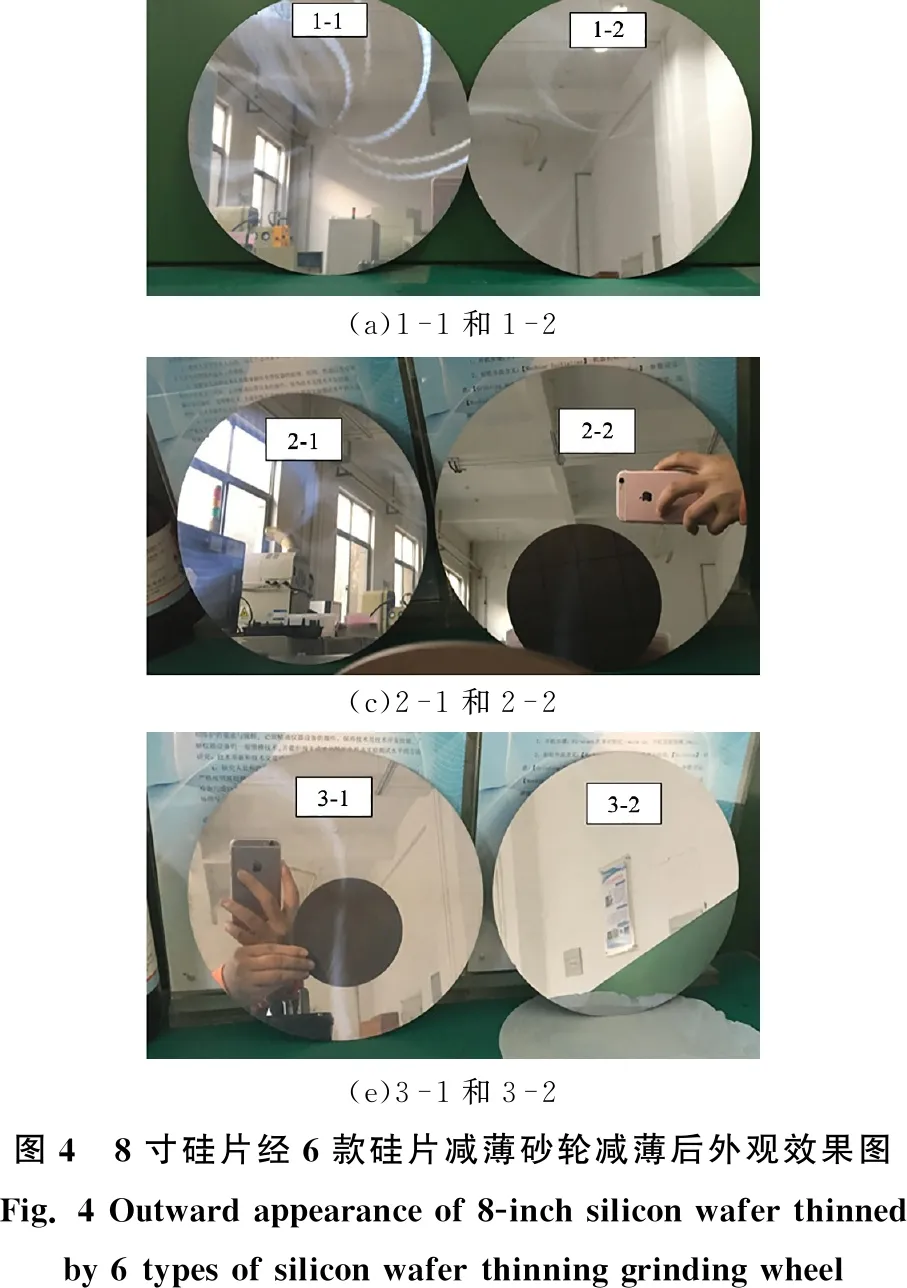
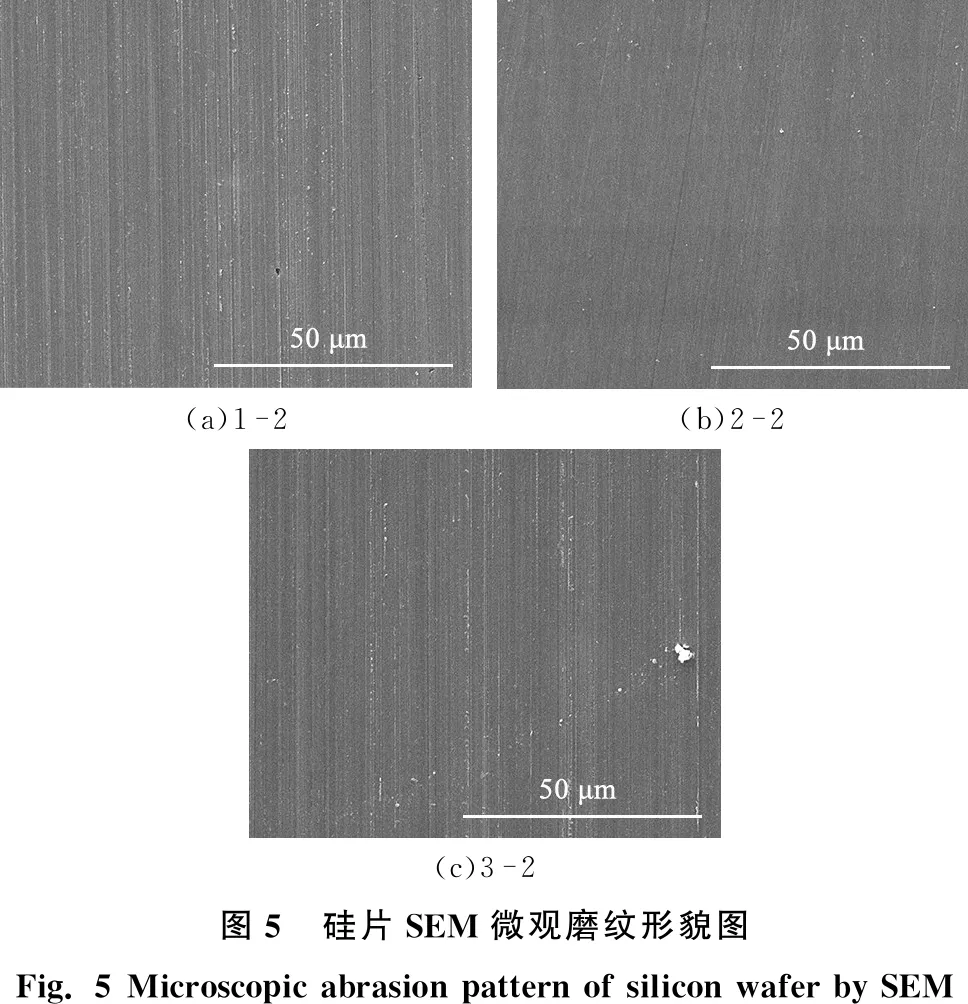
圖5所示為1-2、2-2和3-2砂輪減薄8寸硅片的表面磨紋SEM圖。由圖5可看出:2-2砂輪磨削后的硅片表面基本看不到磨紋,無明顯缺陷;1-2砂輪磨削后的硅片表面有明顯亮線和缺陷;3-2砂輪磨削后的硅片表面無明顯缺陷,但有清晰的磨削紋路。結合圖4和圖5可知:2-2砂輪的磨削性能較其他砂輪的性能更好。
2.3 不同造孔劑含量硅片減薄砂輪磨削硅片后的表面粗糙度
檢測不同砂輪減薄后硅片的粗糙度Ra、Rz和Ry,其結果如圖6所示。Rz為在取樣長度L內,5個最大的輪廓峰高的平均值與5個最大的輪廓谷深的平均值之和;Ry為在取樣長度L內輪廓峰頂線和輪廓谷底線之間的距離。

由圖6可以看出:1-2,2-2和3-2砂輪磨削后,硅片表面粗糙度Ra相差不大;1-2砂輪磨削后硅片的Rz和Ry波動范圍略大;3-2砂輪磨削后硅片的Ry、Rz的波動范圍最小,說明硅片表面輪廓的峰頂和谷底之間差距小,無較深磨痕且磨痕數量少、深度波動小。
綜上所述,2-2砂輪磨削出來的硅片表面質量一致性好。
3 結論
通過向樹脂結合劑硅片減薄砂輪中加入不同體積分數的造孔劑,進行了體積密度測定、硅片表面磨紋SEM檢測、硅片表面哈量粗糙度值檢測,得出以下結論:
(1)可以通過降低投料比提高砂輪內部的氣孔率。相同造孔劑添加量時,投料比75%的砂輪比投料比100%的砂輪具有更好的加工效果,減薄后的硅片亮度更高。
(2)實驗范圍內最佳條件的砂輪配方為造孔劑體積分數10%、投料比75%。此時,磨削后硅片的表面粗糙度Ra、Rz和Ry的波動范圍小,硅片表面一致性好。