冷軋沖孔機設計及應用研究
2019-09-24 09:25:24韓姝紅朱偉見夏浩
中國設備工程 2019年17期
韓姝紅,朱偉見,夏浩
(1.鞍鋼教育培訓中心;2.鞍鋼股份冷軋廠,遼寧 鞍山 114032)
隨著鋼鐵行業的高速發展,市場對冷軋帶鋼的需求量越來越大,同時對鋼帶質量的要求也越來越高。為更好地提高冷軋帶鋼的產品質量,占據更大的市場份額,為企業創效,鞍鋼股份公司冷軋廠在原有的老鹽酸機組上進行了改造,在原有米巴赫焊機的后面新增了一臺沖孔機,目的是在帶頭帶尾的焊接處進行沖孔,以實現帶鋼焊縫的準確跟蹤,滿足整條機組的連續運行。沖孔機需要滿足以下條件:保證在帶鋼焊縫附近的帶鋼中間位置沖孔;沖頭壽命要滿足5000 卷/個;實現自動沖孔。為滿足以上條件,設計了一款打孔機,并應用于冷軋生產線。
1 產線介紹
鞍鋼冷軋薄板廠1#生產線是年產60 萬噸優質冷軋板的冷軋酸洗—軋機聯合機組生產線,產品品種主要有低碳鋼(SPHC,SPHD,SPHE)、結構鋼(St37-2,St44- 2,St50-2,St52-3)、汽車結構用鋼(SAPH310~440)、汽車大梁用鋼板(B510L)、汽車車輪用鋼(B330CL,B380CL,B420CL)、冷變形用熱軋細晶粒鋼板(QstE340TM~550TM)、鍋爐和壓力容器用鋼板(SB410,19Mn6)、IF 鋼及熱軋酸洗板等。主體設備包括:具有液壓閉環自動厚度控制的五機架連軋機,高效全氫罩式退火爐,平整、橫切機組和新增加的出口雙卷取及飛剪設備。采用淺槽紊流鹽酸洗工藝,運用先進的板型控制技術,高精度的厚度控制技術等,使厚度控制精度有了可靠的保證。產線工藝流程見圖1。
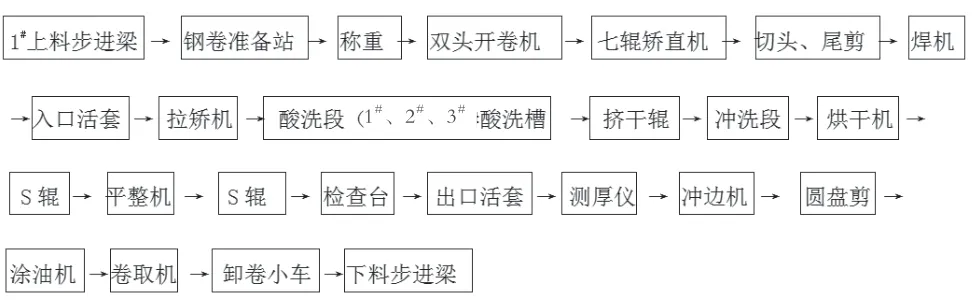
圖1 冷軋生產工藝流程
2 打孔機設計背景
冷軋廠1#線鹽酸洗機組設備老化,產品質量不好,產品種類單一。2011 年,冷軋廠對鹽酸洗機組設備進行升級改造,頭部焊機采用米巴赫閃光焊機,由于投入資金問題,焊機利舊。但是由于機組設計的是酸洗連軋生產機組,為保證連軋生產的順利進行,需要準確確認帶鋼頭尾焊接焊縫位置,所以在機組升級改造時,增加了焊縫跟蹤系統。焊縫跟蹤是通過焊機后沖孔機沖出的圓孔進行跟蹤。原有焊機后沖孔設計在帶鋼邊部,在焊縫跟蹤過程中由于帶鋼的寬度不同,不同規格鋼帶的沖孔位置有偏差,在焊縫跟蹤時會發生誤差。所以機組設備升級改造中,沖孔機的設計改造是必不可少的一部分。
3 沖孔機設計方案
3.1 沖孔機設計方案制定原則
(1)根據現場實際進行尺寸測量并設計,確保沖孔機的安裝無誤差。
(2)對沖孔機的上下機架、沖孔和沖模進行力學分析計算,確保沖孔機的強度和壽命。
(3)利用原有的液壓系統,與焊機焊接程序相銜接,保證沖孔機沖孔的穩定性。
3.2 沖孔機的力學分析
3.2.1 沖孔機沖壓力的計算
在計算沖孔機的沖壓力時,沖孔最小尺寸與孔的形狀、材料機械性能和材料厚度有關。計算后進行驗證分析,這樣才能保證沖孔機對所有帶鋼沖孔的穩定性。最小可沖孔眼尺寸見表1。
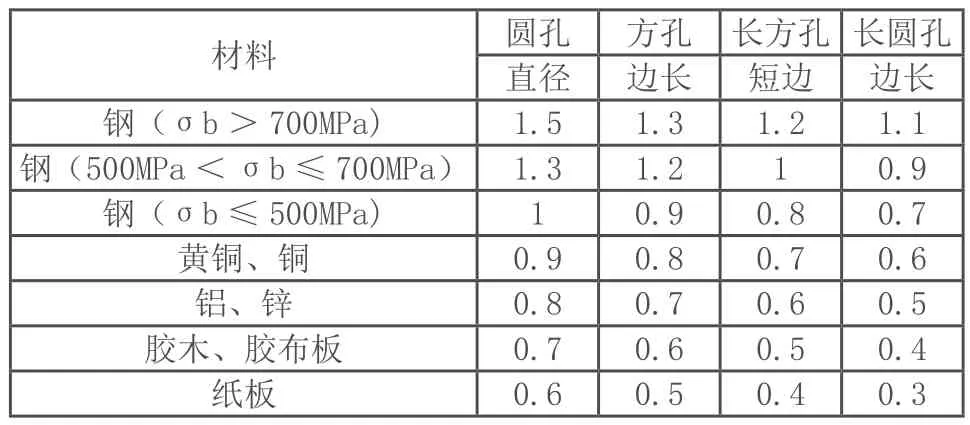
表1 最小可沖孔眼尺寸(為板厚的倍數)
根據表1,1#生產線選擇鋼(σb >700MPa),圓孔直徑1.5 倍板厚,則可設計的最小沖孔直徑為1.5×1.6=9.0mm,結合生產實際,為了提高沖頭的壽命和沖頭的安全性,選擇沖孔大小為15mm。
考慮沖孔是帶鋼完全受到剪切力的作用使得帶鋼被沖穿,利用剪切力公式可以得到以下計算數據。
可以計算出液壓缸給與帶鋼的最小沖孔力為:

液壓系統壓力為P=8MPa,由此可以計算出液壓缸活塞面積為
根據以上的計算數據,我們可以選擇液壓缸的活塞直徑為250mm,再結合沖孔機機械結構尺寸,最終選擇液壓缸活塞直徑為280mm,沖孔機的沖孔液壓缸選擇完成。
根據以上分析及現場實際測量,決定在焊機挖邊剪和牽引小車之間設計安裝1 臺新制的沖孔機,沖孔機沖孔大小為φ15mm 大小的圓孔,液壓缸活塞直徑為280mm,沖孔帶鋼厚度為1.8~6.0mm 的沖孔機,可以適用于所有生產品種與規格。
3.2.2 沖孔機的結構設計
根據沖孔機安裝的位置和空間,根據現場的實際測量,在保證安裝空間不與其他設備干涉的情況下,我們選擇沖孔機的外形尺寸為2380×1696×550,沖孔機分為上下兩個框架,然后利用螺栓連接,同時連接部位用絕緣板隔開,避免焊機絕緣不好造成焊機燒損,機構簡圖見圖2。安裝完成后,經過試車沖孔效果很好,達到準確跟蹤的目的。
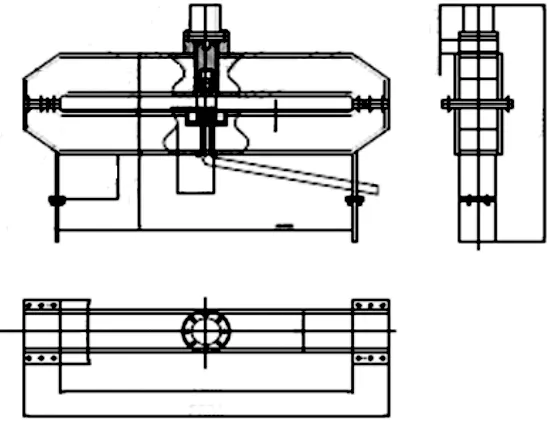
圖2 沖孔機設計簡圖
4 結語
不同寬度鋼板由于沖孔位置不同,造成連軋生產中帶鋼焊縫跟蹤不準確,從而影響連續作業,通過計算與現場現有設備現狀的結合,設計出一款適合冷軋1#生產線的沖孔機,滿足以下條件。
(1)在頭尾焊接焊縫附近帶鋼沖孔位置居中,改善不同寬度邊部沖孔跟蹤不準確問題。
(2)采用沖孔大小為15mm,滿足每個沖頭工作5000個鋼卷。
(3)液壓缸活塞直徑為280mm,保證連續自動沖孔。
安裝完成后,經過試車沖孔效果很好,達到準確跟蹤目的,保證了產線的連續化生產。
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
藝術啟蒙(2018年7期)2018-08-23 09:14:18
電子制作(2018年11期)2018-08-04 03:26:08
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
制造業自動化(2017年2期)2017-03-20 14:26:13
工業設計(2016年12期)2016-04-16 02:52:00
設備管理與維修(2015年12期)2015-04-09 06:57:24
