板坯連鑄粘結漏鋼的原因分析及預防措施
2019-09-27 02:10:20于華楊建行
商品與質量 2019年20期
關鍵詞:深度
于華 楊建行
1.河鋼集團邯鋼公司三煉鋼廠 河北邯鄲 056002
2.河鋼集團邯鋼公司邯寶煉鋼廠 河北邯鄲 056002
1 粘結漏鋼機理
在鋼水的表面,保護渣出現的方式主要有三種,粉渣層、燒結層、液渣層。通常條件下熔化的液渣會在銅板內壁和坯料之間及時填充,最終出現渣膜,以便保證連鑄拉坯的有效進行。然而如果液態保護渣不能及時向坯殼與結晶器銅壁之間的通道流入時,會導致通道出現氣隙,鋼水靜壓力會導致鋼液與結晶器銅壁之間粘結,在結晶器壁當中,坯殼下行運動的過程中會產生較大的摩擦力,拉裂粘結處,不斷向兩側和上下之間進行拓展,最后會產生v字形的破裂線,造成結晶器口產生漏鋼。漏鋼的情況具體如下所示。
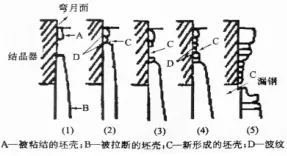
圖1 粘結漏鋼產生機理
2 板坯連鑄粘結漏鋼原因及預防措施
2.1 工程概況
1號連鑄機主要使用的是全程無氧化保護的方式進行澆鑄,而且采取了很多先進的技術,比如說漏鋼預報、液壓振動等,屬于國內技術條件相對較好的高效連鑄機,這臺連鑄機主要是一機一流的直弧形板坯連鑄機,設計年產量可以達到100萬噸[1]。
2.2 粘結漏鋼原因
具體分析1號板坯連鑄機漏鋼報警次數可以發現,由于保護渣性能出現影響,導致漏鋼報警的次數較多,所占的比例相對較大,具體如下表所示。
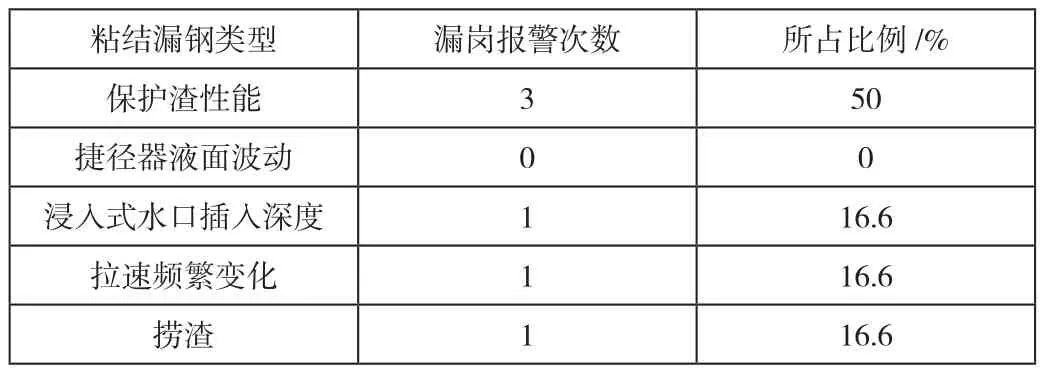
表1 粘結漏鋼類型統計表
(1)保護渣性能的影響。保護渣的一些自身物理性能,比如熔化速度、熔點、粘度等與澆鑄條件不吻合時會導致結晶器內出現熔化不良等情況,無法將潤滑特性充分的發揮出來,其次,鋼水純凈度低,保護渣吸附大量氧化物或中間包渣以及耐火材料,導致保護渣的粘度進一步上升,無法保持潤滑的效果。第三,在鋼水澆鑄的過程中,因為保護渣不良的緣故,澆鑄溫度也會相對比較低,從而造成斷渣黏度上升。(2)結晶器液面波動的影響。液面如果出現大幅度的波動,可能會導致液渣層無法有效補充,產生缺渣等情況,結晶器液面出現波動的過程中渣條會逐步增大,將保護渣液渣通道阻塞,導致銅板和鋼水之間出現接觸而造成粘黏的情況,導致結晶器液面波動的原因多種多樣,主要有偏流、吹氬量相對較大、噴淋狀態差、水口插入深度無法達到要求,浸入式水口堵塞等[2]。(3)拉速頻繁變化的影響。拉速調整過快或頻繁變化,導致拉矯輥提速較快,很容易導致結品器之間出現液面波動,造成保護渣無法有效的供應,導致粘結的情況產生。拉速變化較快的時候,結晶器熱流會產生一定的變化,最終導致保護渣的凝固和熔化相對較為滯后,最終造成結晶器熔池當中出現“缺渣”等情況,導致鋼水直接在銅板壁上粘結,最終出現漏鋼事故。(4)撈渣的影響。液面的波動以及結晶器的振動等原因都會導致液渣層產生向上運動的情況,在出現急速冷卻的過程中,會導致渣圈處于彎月面的上部,如果保護渣的性能無法與鋼種相適應或者鋼水當中,夾渣吸附量較多的過程中都會導致大量渣圈的出現,渣圈較薄小時對澆鑄是非常有利的,如果渣圈相對較為粗大,可能會在結晶器銅板上粘結,會在銅板當中出現上下振動,對彎月面液渣的流入產生阻礙。精細撈渣條操作的過程中只撈厚渣條,防止撈取渣條的過程中相對較為頻繁,對結晶器內保護渣的三層結構產生破壞,一定要保證結晶器內的潤滑[3]。
2.3 預防措施
(1)保護渣。在每爐澆鋼的時候對液渣層的厚度進行測量,并且對渣耗量進行計算,如果無法達到要求及時進行保護渣的更換,保證保護渣的渣層厚度達到10-15mm。(2)穩定結晶器液面。在生產的時候一定要通過結晶器液位塞棒自動控制系統來進行控制,保證波動處于±3mm以內,然而鋼水沒有較強的流動性,結晶器液位波動較大的過程中,需要通過降低拉速等方式手動控棒操作,對結晶器液面進行穩定。(3)確定合適的水口浸入深度。通常條件下插入深度和拉速以及斷面之間具有一定的關聯,由于需要保證操作的可行性,通過總結之后制定出了相對較為穩定、適宜的插入深度制度,當前1號板的插入深度控制在110mm到160mm,既可以確保結晶器當中鋼水能夠均勻的流動,化渣良好,液面較為活躍,又可以通過對變渣線進行操作,確保水口使用壽命合理。(4)保證漏鋼報警系統運行。如果產生了粘結的情況,漏鋼報警系統會立即自動進行相應的報警,系統將自動回零,確保熱電偶正常的工作,1號班連鑄使用的主要是性能較為穩定的進口熱電偶,需要及時更換出現問題的熱電偶,并且保證漏鋼報警系統能夠有效的使用。合理的對保護渣進行選擇,并且保證保護渣液渣層深度在10-15mm左右;在生產的過程中,通過結晶器液位塞棒自動控制系統進行控制,控制插入深度在110-160mm之間,保證液面活躍;合理的對拉速進行控制;確保報警系統能夠有效運行,防止漏鋼的事故產生。
3 結語
粘結漏鋼主要是因為加工操作的過程中沒有依照相關的工藝標準來進行操作,需要對保護渣的熔化狀況進行及時的觀察,不得阻礙液渣層向結晶器和坯殼之間的通道當中流入,避免出現粘結漏鋼等情況,在操作的過程中一定要保證加渣工人責任心強,素質較高,減少操作原因導致造成的事故。
猜你喜歡
中學生數理化·七年級數學人教版(2022年6期)2022-06-05 06:50:50
快樂學習報·教育周刊(2022年16期)2022-05-01 21:25:05
中學生數理化·七年級數學人教版(2020年11期)2020-12-14 06:59:52
藝術品鑒證.中國藝術金融(2018年8期)2019-01-14 01:14:28
藝術品鑒證.中國藝術金融(2018年10期)2019-01-08 02:44:26
藝術品鑒證.中國藝術金融(2018年6期)2019-01-08 02:43:04
藝術品鑒證.中國藝術金融(2018年12期)2018-08-26 06:03:48
新聞傳播(2016年10期)2016-09-26 12:14:59
新聞傳播(2015年10期)2015-07-18 11:05:40
交通建設與管理(2015年15期)2015-03-20 15:18:57