汽車沖壓模具廢料滑落問題解析
2019-09-28 01:46:24張應生長城汽車股份有限公司技術中心河北省汽車工程技術研究中心
鍛造與沖壓 2019年18期
文/張應生·長城汽車股份有限公司技術中心,河北省汽車工程技術研究中心
對沖模廢料滑落問題,結合理論分析及現場實際狀態進行深入研究,針對模具中部分典型位置,從前期工藝結構設計方面進行解析。提出實用的解決方案,在該理論指導下,使廢料滑落不暢的問題在模具設計初期可以得到較好預防,減少后期調試整改周期,降低生產成本。
近年來國內汽車行業陸續采用沖壓半自動化、全自動化生產。而半自動化、全自動化沖壓生產中,沖壓廢料滑落問題往往是影響生產線體效率中較為突出的問題。因此,沖壓廢料處理得好壞直接影響著沖壓連續生產的效率。但是,由于設計人員技能不足,現場生產經驗缺失等因素,造成部分問題流入下工序,當模具進入調試期時,只能依靠經驗豐富的調試人員根據實際情況進行調整,需多次進行在線整改,占用大量的設備資源、人力、周期。本文針對模具中部分典型位置,從現場實際問題入手,解析問題發生原因及解決對策。為后期設計提供參考。
某車型頂蓋外板修邊序二級切刀位置
原因分析
分析設計圖紙及工藝方案,得出造成廢料卡滯的原因主要有兩個的結論,一是此位置二級切刀為平行布置且刃口朝向一致,當廢料切斷后由于切刀刀背位置使廢料產生左右移動,碰觸到另一側切刀,限制了廢料的旋轉,導致無法下滑(圖1)。二是二級切刀自身帶有約15°斜角,但圖紙中擋料桿設計在切刀刃口后側,當廢料切斷后進一步限制了廢料沿二級切刀刃口端面斜角下滑可能性(圖2)。
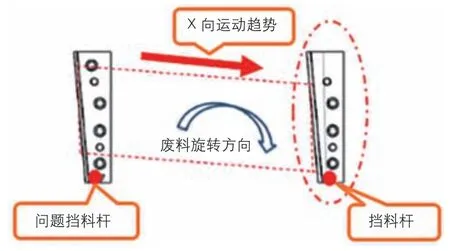
圖1 廢料卡滯運動模擬
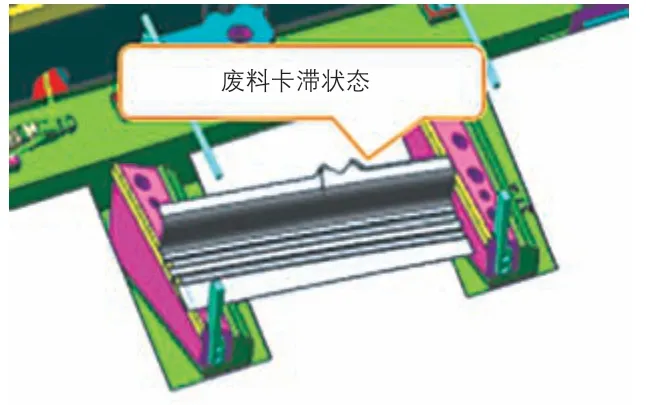
圖2 卡料狀態
解決對策
根據不同的廢料長度,二級切刀布置通常為兩種形式。形式一:兩刀式切刀——二級切刀成10°開口狀相對布置,切刀刃口后側設計擋料桿。二級切刀刃口下部背空倒斜角處理,廢料滑落趨勢模擬及具體布置形式如圖3 所示。形式二:三刀式切刀——兩端的二級切刀成10°開口狀相對布置,擋料桿設計在切刀刃口后側(中間不設計擋料桿)。中間切刀角度豎直布置,切刀背空位置倒斜角,如圖4 所示。
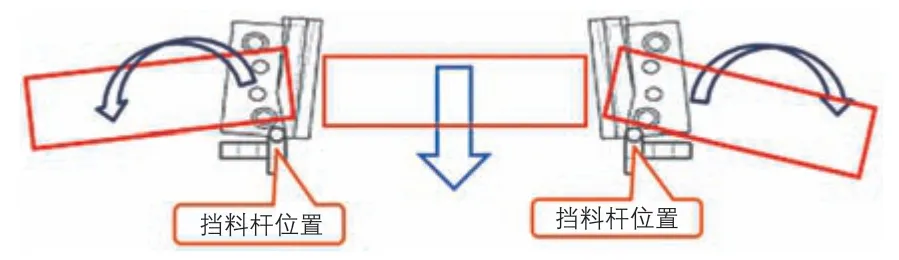
圖3 兩刀式切刀布置及廢料滑落分析
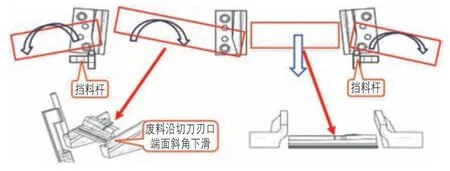
圖4 三刀式切刀布置及廢料滑落分析
在使用二次切刀時必須綜合考慮廢料二次切斷時滑料的滑落空間,滑動軌跡以及廢料二次切斷時廢料飛濺的方向,在設計初期對二次切刀實際生產時可能出現的各種問題進行分析預防。
某車型翼子板側修位置
原因分析
分析卡料狀況及工藝方案,造成廢料卡滯的原因主要是由于廢料刀刃口朝向導致廢料滑道寬度小于廢料長度,限制廢料只能通過旋轉滑出模具,但設計在廢料滑出方向的斜楔驅動又對廢料旋轉造成阻礙,導致廢料無法掉落(圖5)。
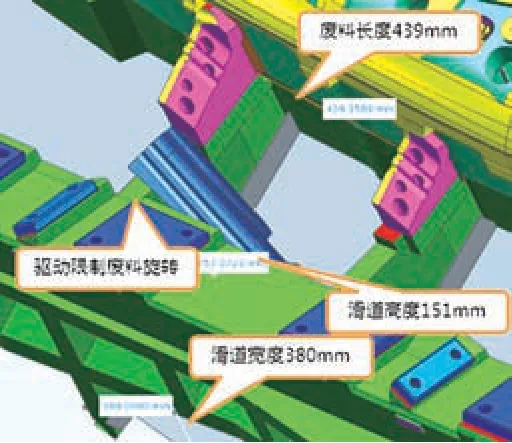
圖5 斜楔位置廢料卡滯模擬解析
解決對策
針對側修位置廢料滑出困難可以采用從以下工藝排布和結構設計兩個方面單獨或共同進行設計優化。
工藝排布方面優化:調整廢料刀2 刃口方向,使之與廢料刀3 形成相對布置,同時優化廢料刀2 下模位置支撐筋截面形狀,保證廢料滑道寬度大于廢料最大對角長度至少30mm。同時,降低滑料板高度,增加廢料動能,使之可以更加順利的滑出模具。對于制件邊緣廢料可以適當增加模具寬度或彈頂銷的輔助裝置,提升滑料效率。需要注意的是,在模具結構設計過程中,應注意此位置廢料是否存在翻轉的風險。(翻轉軸可通過將拉延理論邊界分別在兩處廢料切斷位置最外側兩點連線進行簡單確認)。同時,盡可能的避免設計過橋結構,如無法避免,也應保證過橋高度大于廢料翻轉高度。在角部位置設計廢料排出氣缸,防止廢料被側修刃口及兩側廢料刀架起,如圖6所示。
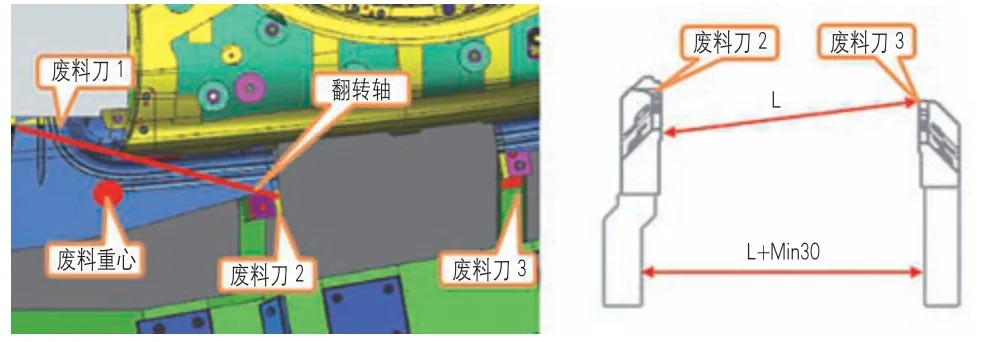
圖6 優化后工藝形式及支撐筋布置
結構設計方面優化:上模滑車側修鑲塊取消后側擋墻,鑲塊下增加定位鍵,這樣可將下模驅動位置整體抬高,同時,將驅動與滑車間的導板安裝到滑車位置,這樣下模驅動位置可以取消導板擋墻,增大滑料空間,如圖7 所示。
在遇到同方向多廢料刀切斷的情況,如均為正修,應避免設計過橋結構。如側修無法避免過橋,也應優先保證中間位置廢料下滑,通過改變支撐筋位置,優化模具結構形式等措施,降低廢料卡滯的風險。
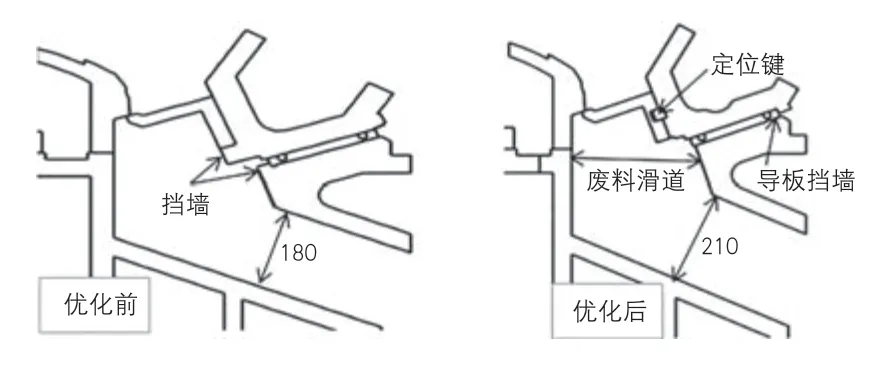
圖7 斜楔位置優化前后對比
某車型車門內板制件中間位置
原因分析
當制件中間位置存在較大廢料時,廢料從制件脫離到跌落至滑板的過程中狀態不穩定,出現翻轉情況,當廢料出現圖8 中紅色狀態時,立起后的廢料卡滯在模具與廢料滑板之間。
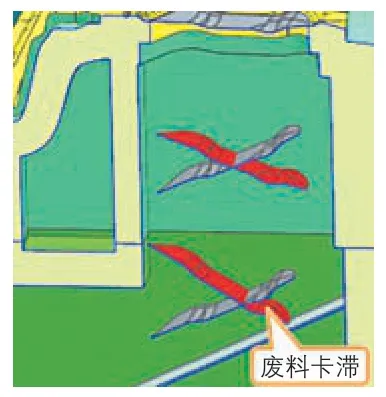
圖8 制件中間位置廢料卡滯狀態
解決對策
針對制件中間位置沖大孔廢料,同樣可以從工藝排布和結構設計兩個方面進行設計優化。
工藝排布方面優化:當中間位置廢料需要分切時,避免出現廢料尖角特別多情況,見圖9,按此工藝排布后,在OP40 上廢料周圈均為修邊尖角,這樣,當OP40 修邊完成后無論廢料從哪個方向滑出模具均存在修邊尖角與鑄件滑道側壁掛住的情況,引起廢料卡滯。所以在工藝排布初期應盡量避免廢料尖角。保證廢料形狀越簡單越好。
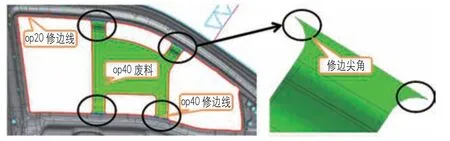
圖9 廢料尖角問題
結構設計方面優化:對于制件中間位置較大的廢料,在模具結構設計時,在廢料出料方向前側上模鑲塊位置增加彈頂銷,使廢料一端向下傾斜,刃口下方預留出廢料旋轉的空間。同時在出料方向后側的下模滑道位置設計支撐部件,確保廢料在滑道內的狀態,如圖10 所示。
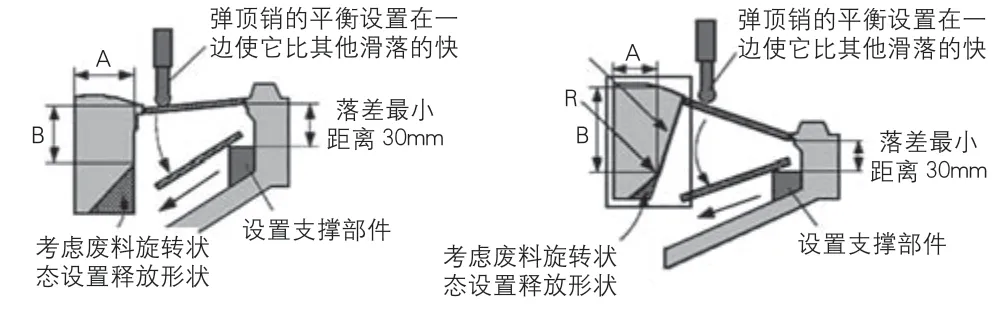
圖10 制件中間位置結構優化方案
在自動化生產中,每批次制件數量較多,中間廢料一旦出現卡滯,就會造成連鎖效應,如果不能及時發現,模具就會存在損壞的風險。需要我們在結構設計時格外注意。
結束語
自動化生產過程中,真正影響生產效率的往往是廢料下滑這類的問題,本文通過具體的案例結合自身設計經驗,詳細的介紹了三種常見廢料滑出問題及其解決方案,從而將問題前置,盡可能的減少后期問題的發生,最大限度地減少裝配調試的時間,縮短模具制造周期,提高企業的市場競爭力。
猜你喜歡
建材發展導向(2023年6期)2023-03-31 02:51:38
房地產導刊(2022年5期)2022-06-01 06:20:14
建材發展導向(2021年13期)2021-07-28 07:15:50
建材發展導向(2021年12期)2021-07-22 08:06:48
建材發展導向(2021年7期)2021-07-16 07:07:52
中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:48
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
中國房地產業(2016年2期)2016-03-01 01:25:23
中國房地產業(2016年24期)2016-02-16 06:10:22
