數控伺服多工位成形液壓機的研發
2019-09-28 01:46:24沈銀華沈中偉周凌華湖州機床廠有限公司
鍛造與沖壓 2019年18期
文/沈銀華,沈中偉,周凌華·湖州機床廠有限公司
目前,大多數國內工廠生產沖壓零件,料片需要經過“串聯壓機線”,經過多臺壓機和多副模具后才能成為成品。“串聯壓機線”排布方式有水平成線或前后串聯成線,操作人員多,整線使用占地面積大,半成品須經流轉、搬運進入下道工序,存在中間費用,落后的設備和生產方式制約了規模化生產的發展進程。市場急需數控多工位成形壓力機,通過壓機滑塊一次沖壓行程完成多道成形,成形工序包含下料、拉深、沖孔切邊、折彎、整形等。
多工位成形壓力機,使用者主要有兩種選擇,機械壓力機和數控伺服液壓機,機械壓力機的高效率不用置疑;數控伺服多工位液壓機和模具、自動化送料機構完美結合,提高了生產效率,提升了操作安全,具體而言,數控伺服液壓機具有以下特點。
⑴易于實現公稱力和工作行程,對超大型零件、長行程成形具備不可替代的優勢。
⑵滑塊行程能根據模具高度進行任意調整,行程范圍內任何位置均可實現最大壓力,任何位置壓制壓力、保壓時間均可設定,下極限位置具備長時間保壓功能。
⑶電氣自動化技術,智能人機界面,操作人員入門簡單、快捷,物聯網模塊的加盟,使得遠程維護、工廠智能化管理均能簡易實現。
⑷數控伺服技術,使滑塊速度調節簡便,調整精度高,沖擊振動小,噪聲低,節能降耗,改善操作環境。
⑸液壓系統配置安全閥,具有安全調壓和限壓功能,有效保護模具。
⑹結構相對簡單,元件標準化、系列化,制造周期短,造價低。
總體設計方案
該類液壓機成形工藝特殊,滑塊在一次沖壓行程內壓制同一零件的不同工位件,由自動化送料機構完成相鄰工位件的傳送,最終實現一次成件的目的。根據市場需求,湖州機床廠有限公司已形成系列產品,數控伺服多工位成形液壓機是集機械、電氣、液壓控制和數字檢測技術于一身的專用機械成形設備,和自動化送料機構無縫銜接,整線智能控制,確保生產穩定、高效,滿足生產廠家產能要求。
生產線整機布局如圖1 所示,主要包括:線首上料單元→多工位自動機械手(三次元或二次元)→多工位成形液壓機→線尾成品皮帶輸送機,整線布局合理、生產有序。

圖1 生產線整機布局
由于多工位一次壓制成形的特點,不同工位壓制產生的偏載不可避免,滑塊受偏載會產生傾斜,超過一定的程度,就會造成被壓工件報廢、損壞模具,而且會嚴重影響液壓設備的使用壽命。因此,多工位成形液壓機對設備和控制系統提出了更高的要求。
數控伺服多工位成形技術方案
液壓機機身采用分體拉桿組合式框架,焊接大件經三維有限元分析優化,上梁、下梁和四根支柱通過拉桿和螺母緊固,經液壓螺母超壓預緊,形成剛性機架,結合面設置方便,提高抗偏能力。配置前后移工作臺,驅動方式采用減速電機加變頻器,方便更換模具。上、下工作臺面由高精數控加工機床確保平面度和平行度公差。
按制品工藝要求,將多副模具順序排列,每副模具的閉合高度必須保證相同,確定工位數、工位步距、工作臺面尺寸和側面送料窗口等主要參數,確定機械手運動參數。
滑塊由油缸驅動,通過安裝于支柱上的斜楔式四角八面導軌導向作上下運動。滑塊動態平行度是保證制品質量、保護模具和設備的關鍵。滑塊行程檢測采用進口高分辨率位移傳感器,實時檢測滑塊左右方向的壓制位移偏差,作為系統判斷是否進行調平的依據。位移傳感器選型時保證精度高,誤差小。
全閉環伺服驅動泵控液壓系統由伺服電機、伺服驅動器、運動控制器、油泵、壓力傳感器和位移傳感器組成,可以進行壓力閉環和位移閉環控制。該系統響應迅速,減少了動作切換時間,加快了節拍。在閉環控制模式下,由壓力傳感器或位移傳感器采集相關信號并傳遞給運動控制器進行運算,然后控制伺服驅動器改變伺服電機轉速,并將實際發生值與設定值不斷比對,直至達到目標值,系統性能穩定,過沖小。該系統在滿足制品壓制工藝要求的前提下,有效降低了能耗,降低了噪聲,改善了工作環境。液壓系統閥組采用二通插裝閥系統,結構緊湊、動作靈敏、工作可靠。
電氣控制采用PLC 可編程序控制器,配置工控機或觸摸式工業顯示屏作為人機界面,顯示和設置滑塊壓力、行程等壓制參數。控制系統是滑塊動態糾偏調平的核心部分(圖2),通過編程軟件控制執行元件動作,保證滑塊動態平行度。液壓機配置有物聯網模塊,模塊支持WIFI、4G、以太網連接,支持遠程協助。用戶可通過終端,如PC、手機隨時查看設備的運行狀態、產量、能耗狀態等信息,同時可以將數據與用戶MES 系統進行交換,形成智能化工廠模式。
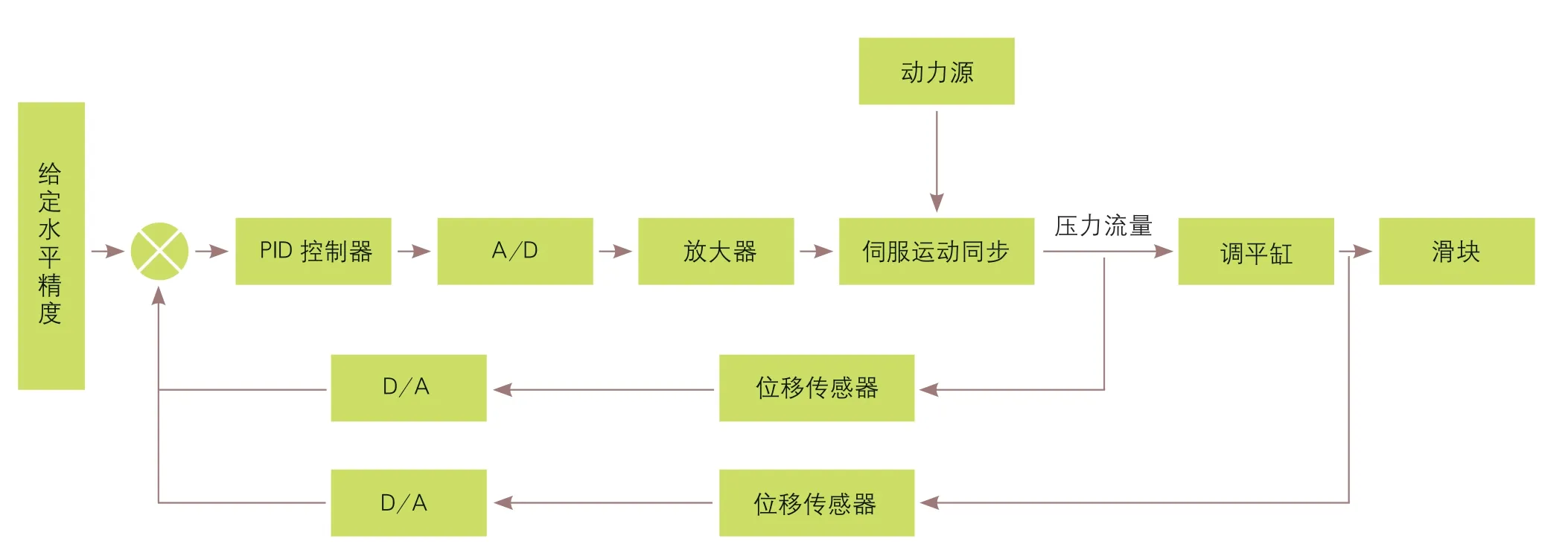
圖2 調平系統閉環控制原理圖
多工位自動化技術方案
多工位自動化技術方案包括線首上料單元、多工位機械手、線尾成品皮帶輸送機、自動化控制系統組成,具體內容如下。
⑴線首上料單元。本方案提及料片為垛料上料方式 ,卷料暫且不論。垛料小車上料→磁性分張、機械手或機器人拆垛(雙料檢測)→磁性皮帶機輸送→料片定位(零位等待)。
⑵多工位機械手以三次元為例,采用3 個可編程軸(X 軸、Y 軸、Z 軸),由三個伺服電機各自驅動,單獨控制,獨立運動,三軸行程均可按產品定制。伺服電機和驅動器選擇日本三菱品牌,接桿采用鋁合金高強度型材,以提升穩定性,提高節拍為宗旨,自然節拍約12 ~20 次/分,配合油壓機的1 個工作周期的時間≤4 秒(含平緊、提升、平移、下降、松開全套動作)。更換產品后,僅需更換對應夾爪或端拾器即可。
⑶線尾成品皮帶輸送機,皮帶機由機架、電機減速機、傳送帶、滾筒等部分組成。
⑷自動化控制系統,采用集成中央CPU控制結構,選用三菱的CPU,控制系統具備存儲999 套模具相應參數功能。自動化PLC 與壓機PLC 之間的互鎖信號通過Profibus/Devicenet/CC-LINK 總線的方式進行連接,通過總線進行數據交換。同時機械手控制系統配置標準的以太網口,供監控系統使用。不具備總線連接的特殊設備將采用硬接線方式實現信息交換和聯鎖控制,整線安全聯鎖采用硬接線的方式實現信息交換。
結束語
多工位自動化與數控伺服多工位成形液壓機相互配合,能滿足多工位模具偏載工藝的生產要求,實現自動化、智能化及遠程控制,同步控制精度高,響應頻率快;生產效率遠超過多臺成線的工作效率,減少了操作員工;降低綜合能耗,縮短制造周期;減少輔助時間、輔助場地;我公司產品在客戶處生產線運行穩定,獲得了客戶的一致認可。
