攪拌摩擦焊接過(guò)程閉環(huán)控制方法研究
2019-09-28 07:26:28
電焊機(jī) 2019年9期
關(guān)鍵詞:焊縫
(上海航天設(shè)備制造總廠(chǎng)有限公司,上海200245)
0 前言
近年來(lái),航天發(fā)射密度的逐漸增加,對(duì)航天制造的質(zhì)量和效率提出了更高的要求,而制造過(guò)程的自動(dòng)化是高質(zhì)量、高效率、高效益地完成發(fā)射任務(wù)的重要途徑。攪拌摩擦焊作為運(yùn)載火箭貯箱制造的重要技術(shù),提高其自動(dòng)化水平有助于提升產(chǎn)品質(zhì)量的可靠性和穩(wěn)定性,提高生產(chǎn)效率并降低工人勞動(dòng)強(qiáng)度。
現(xiàn)有工藝中,貯箱的攪拌摩擦焊接過(guò)程還未實(shí)現(xiàn)完全自動(dòng)化,其關(guān)鍵在于焊接過(guò)程的壓入量無(wú)法自動(dòng)調(diào)節(jié),需要操作人員根據(jù)經(jīng)驗(yàn)判斷,并在焊接過(guò)程中實(shí)時(shí)調(diào)節(jié),焊縫質(zhì)量很大程度上依賴(lài)于操作人員的經(jīng)驗(yàn)。基于此,采用壓力控制方式替代下壓量控制,通過(guò)外部傳感器獲得反饋信號(hào)替代人工實(shí)時(shí)干預(yù),其控制方法如圖1所示。控制過(guò)程主要包括[1]:傳感器將檢測(cè)到的焊接壓力值F反饋給數(shù)控系統(tǒng),與設(shè)定壓力值Fs比較,并將結(jié)果反饋給數(shù)控系統(tǒng);數(shù)控系統(tǒng)根據(jù)反饋結(jié)果驅(qū)動(dòng)運(yùn)動(dòng)軸運(yùn)動(dòng),調(diào)節(jié)下壓量以保證壓力恒定。
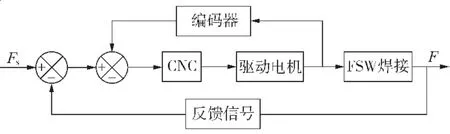
圖1 攪拌摩擦焊接壓力反饋控制方法
上述反饋信號(hào)一般通過(guò)壓力傳感器測(cè)得,壓力傳感器可安裝在工作臺(tái)[2]或Z軸絲杠上。為簡(jiǎn)化傳感器安裝難度,提高測(cè)量精度,現(xiàn)有技術(shù)開(kāi)發(fā)的智能刀柄[3]將傳感元件與刀柄結(jié)合,基于無(wú)線(xiàn)信號(hào)傳輸裝置,實(shí)時(shí)采集焊接過(guò)程中的壓力、轉(zhuǎn)矩等參數(shù),并反饋給控制系統(tǒng)進(jìn)行壓力控制。同時(shí),基于智能刀柄反饋的壓力信號(hào),通過(guò)調(diào)節(jié)焊接速度也可實(shí)現(xiàn)穩(wěn)定焊接過(guò)程的閉環(huán)控制[4]。但是,上述研究均需通過(guò)外部傳感器得到反饋信號(hào),需改造現(xiàn)有設(shè)備并進(jìn)行數(shù)控系統(tǒng)集成,成本高、周期長(zhǎng)。為此,蔡智亮等人[5]將Z軸伺服電機(jī)轉(zhuǎn)矩作為反饋信號(hào),通過(guò)控制Z軸轉(zhuǎn)矩來(lái)調(diào)節(jié)下壓量,可在未采用任何外部傳感器的條件下實(shí)現(xiàn)焊接過(guò)程的閉環(huán)控制。因此,采用焊接設(shè)備自身伺服驅(qū)動(dòng)參數(shù)作為反饋信號(hào),可降低硬件的成本投入。但是,哪些驅(qū)動(dòng)參數(shù)可替代焊接壓力作為閉環(huán)控制的反饋信號(hào),現(xiàn)有文獻(xiàn)并未開(kāi)展研究。
基于此,采用攪拌摩擦焊接壓力控制系統(tǒng)進(jìn)行試驗(yàn),采集焊接過(guò)程中的焊接壓力和伺服驅(qū)動(dòng)參數(shù),重點(diǎn)對(duì)比焊接壓力與主軸功率、主軸轉(zhuǎn)矩、Z軸轉(zhuǎn)矩的變化規(guī)律,得到替代焊接壓力的最優(yōu)反饋信號(hào),為攪拌摩擦焊接過(guò)程閉環(huán)控制提供參考和依據(jù)。
1 試驗(yàn)設(shè)計(jì)
在攪拌摩擦焊接過(guò)程中,攪拌頭受力復(fù)雜,工藝參數(shù)、工件的加工和裝配精度都會(huì)引起焊接壓力變化。因此,研究不同工況下的伺服驅(qū)動(dòng)參數(shù)與焊接壓力的關(guān)系具有重要意義。
本文所采用的攪拌摩擦焊接壓力控制系統(tǒng),其壓力傳感器安裝在Z軸驅(qū)動(dòng)絲杠和主機(jī)頭安裝座之間,可實(shí)時(shí)監(jiān)測(cè)和采集焊接壓力。同時(shí),該系統(tǒng)還可輸出焊接過(guò)程中各驅(qū)動(dòng)軸的功率和轉(zhuǎn)矩。焊接試驗(yàn)采用壓力控制模式,反饋信號(hào)為壓力傳感器測(cè)得,壓力設(shè)定值為1 3000 N。采用鋁合金試板進(jìn)行焊接,尺寸為300 mm×100 mm×6 mm。焊接過(guò)程共分五個(gè)階段:下扎階段(下扎速度15 mm/min)、停留階段(停留5 s)、過(guò)渡階段、穩(wěn)定焊接階段以及拔出階段(停留5 s后拔出)。基于數(shù)據(jù)采集模塊,將各個(gè)階段的主軸轉(zhuǎn)矩、主軸功率、Z軸轉(zhuǎn)矩和焊接壓力進(jìn)行采集和輸出。采用3組不同的工藝參數(shù)進(jìn)行焊接,具體參數(shù)設(shè)置如圖2所示。
2 試驗(yàn)結(jié)果與分析
2.1 驅(qū)動(dòng)參數(shù)變化規(guī)律
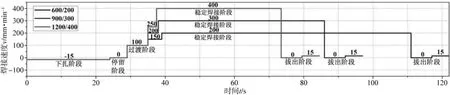
圖2 不同厚度下的材料流動(dòng)情況
焊接過(guò)程中各驅(qū)動(dòng)參數(shù)變化情況如圖3所示,焊接轉(zhuǎn)速為600 r/min,焊接走速為200 mm/min。可以看出,當(dāng)攪拌針剛扎入工件時(shí),材料仍處于彈性狀態(tài),焊接壓力近似呈線(xiàn)性上升;隨后,在攪拌針摩擦產(chǎn)熱和材料變形產(chǎn)熱的共同作用下,焊接壓力降低;隨著軸肩邊緣開(kāi)始接觸工件表面,焊接壓力又一次近似線(xiàn)性上升;在停留階段,攪拌頭高速旋轉(zhuǎn),軸肩下方材料在軸肩的劇烈摩擦下快速升溫,材料軟化嚴(yán)重,焊接壓力降低;過(guò)渡階段,攪拌頭開(kāi)始沿焊縫運(yùn)動(dòng),材料的產(chǎn)熱和散熱逐漸達(dá)到動(dòng)態(tài)平衡,壓力上升后逐漸穩(wěn)定;當(dāng)攪拌頭到達(dá)焊縫終點(diǎn),下壓力隨著攪拌頭的拔出快速下降。該過(guò)程與文獻(xiàn)[6]中的結(jié)果一致。由此可見(jiàn),在攪拌頭下扎階段和拔出階段,焊接壓力波動(dòng)較大,很難進(jìn)行閉環(huán)控制;而穩(wěn)定焊接階段是影響焊接質(zhì)量的關(guān)鍵,壓力相對(duì)穩(wěn)定,可以實(shí)現(xiàn)閉環(huán)控制。
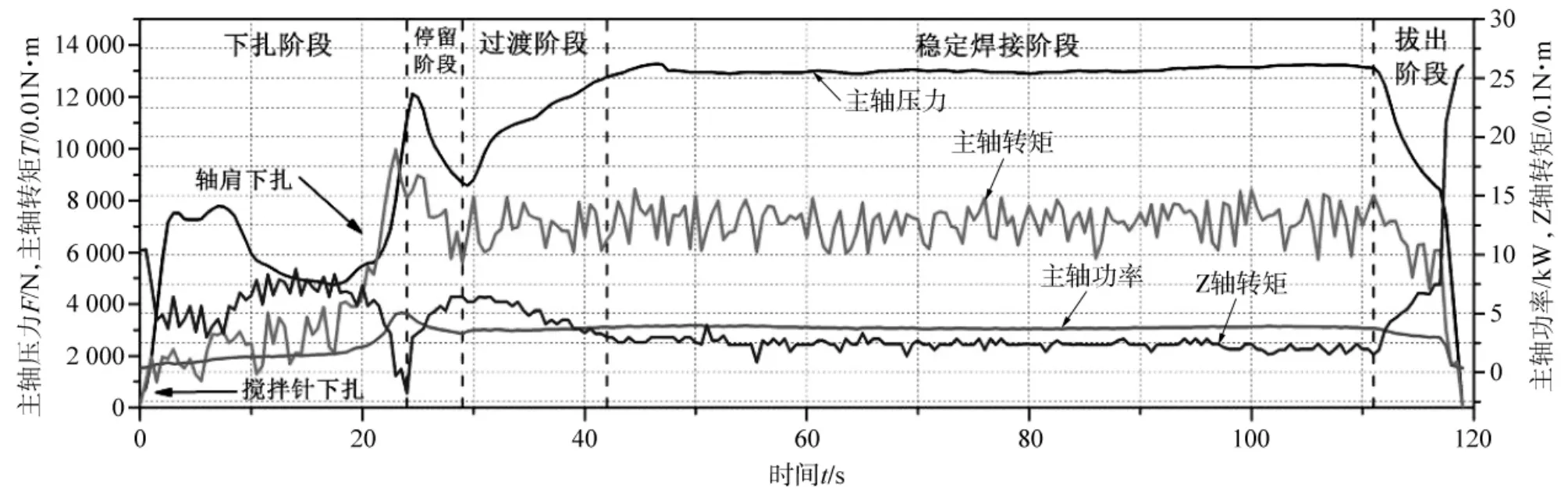
圖3 焊接過(guò)程各參數(shù)變化規(guī)律
分析穩(wěn)定焊接階段的各驅(qū)動(dòng)參數(shù),得到其平均值和標(biāo)準(zhǔn)差,并將標(biāo)準(zhǔn)差與平均值的比值作為衡量該參數(shù)波動(dòng)程度的指標(biāo),統(tǒng)計(jì)結(jié)果如表1所示。可以看出,主軸壓力的平均值為13 030 N,與設(shè)定值1 3000 N非常接近,波動(dòng)程度僅為0.842%,波動(dòng)程度較小,可以看作恒定壓力控制階段。此外,主軸功率的波動(dòng)程度約為2%,變化過(guò)程較為穩(wěn)定,易于控制,可以作為反饋信號(hào)進(jìn)行閉環(huán)控制;而主軸轉(zhuǎn)矩和Z軸轉(zhuǎn)矩在壓力控制階段波動(dòng)較大,很難進(jìn)行閉環(huán)控制。因此,在穩(wěn)定焊接階段,焊接壓力和主軸功率均可作為反饋信號(hào)進(jìn)行閉環(huán)控制。
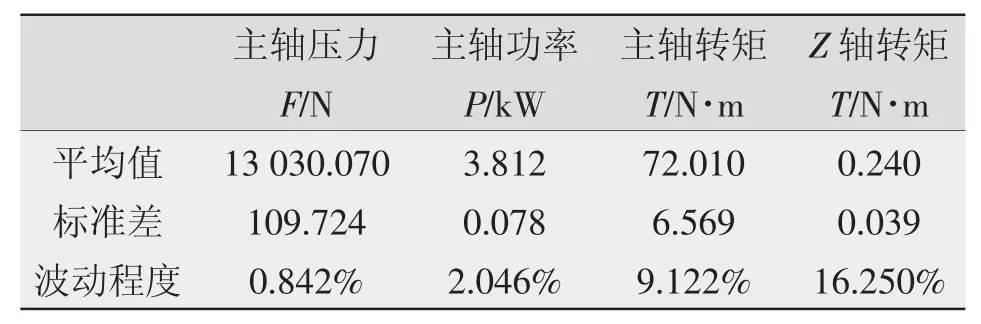
表1 穩(wěn)定焊接階段各個(gè)驅(qū)動(dòng)參數(shù)波動(dòng)程度統(tǒng)計(jì)
2.2 工藝參數(shù)影響規(guī)律
本文采用三組具有相同焊接轉(zhuǎn)速-走速比的工藝參數(shù)來(lái)研究主軸功率的變化規(guī)律,試驗(yàn)結(jié)果如圖4所示。
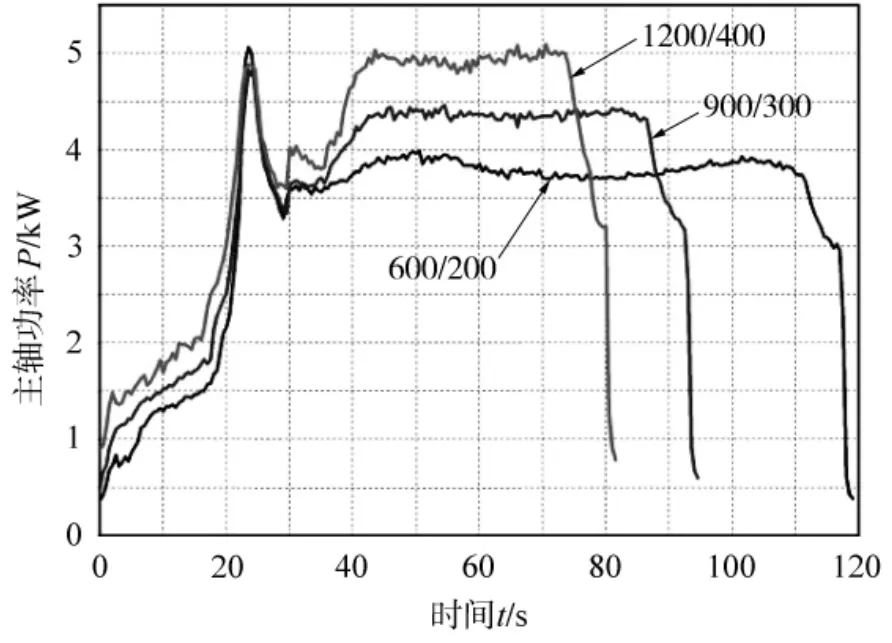
圖4 不同工藝參數(shù)下的主軸功率
可以看出,在不同工藝參數(shù)下,主軸功率的變化規(guī)律基本一致:在下扎階段,主軸功率隨著攪拌針的下扎逐漸增大,當(dāng)軸肩接觸工件表面時(shí),主軸功率達(dá)到最大值;在過(guò)渡階段,主軸功率隨著材料軟化而逐漸降低;在穩(wěn)定焊接階段,材料的產(chǎn)熱和散熱逐漸達(dá)到平衡,主軸功率的變化逐漸趨于穩(wěn)定;當(dāng)攪拌頭拔出工件時(shí),主軸功率迅速降低。與圖3對(duì)比可知,焊接全過(guò)程中主軸功率和焊接壓力的變化趨勢(shì)基本一致。
提取、分析穩(wěn)定焊接階段的主軸功率,統(tǒng)計(jì)結(jié)果如表2所示。可以看出,不同工藝參數(shù)下的主軸功率波動(dòng)程度均較小,可以進(jìn)行閉環(huán)控制。需要指出的是,不同工藝參數(shù)下的主軸功率并不相同,轉(zhuǎn)速越大,主軸功率越大。結(jié)合圖5可知,當(dāng)主軸轉(zhuǎn)速為600 r/min時(shí),焊縫表面平整,紋理清晰;當(dāng)主軸轉(zhuǎn)速為1 200 r/min時(shí),焊縫表面毛糙,焊縫區(qū)域熱輸入量過(guò)大。
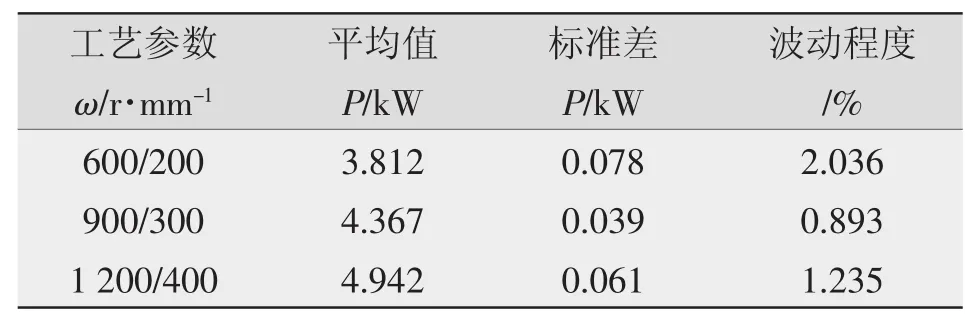
表2 穩(wěn)定焊接階段主軸功率波動(dòng)程度統(tǒng)計(jì)

圖5 不同工藝參數(shù)下的焊縫表面
綜上可知,雖然三組工藝參數(shù)具有相同的焊接轉(zhuǎn)速-走速比,但是焊縫熱輸入并不相同。主軸功率越大,焊縫區(qū)域熱輸入越大。因此,將主軸功率作為反饋信號(hào),不僅可以實(shí)現(xiàn)焊接過(guò)程閉環(huán)控制,還可以作為衡量焊縫熱輸入的重要指標(biāo),達(dá)到控制焊縫熱輸入的效果,防止因工藝參數(shù)不合理導(dǎo)致接頭性能降低。
2.3 基于主軸功率反饋的過(guò)程控制方法
通過(guò)以上分析,提出了基于主軸功率反饋的焊接過(guò)程控制方法,如圖6所示。閉環(huán)控制過(guò)程的實(shí)現(xiàn)主要包括:通過(guò)工藝試驗(yàn)確定主軸功率最佳值Qs,并作為焊接過(guò)程的設(shè)定值;在穩(wěn)定焊接階段,數(shù)控控制系統(tǒng)將伺服驅(qū)動(dòng)器中的主軸功率值Q與設(shè)定值進(jìn)行比較,并將結(jié)果反饋給控制系統(tǒng);數(shù)控系統(tǒng)根據(jù)比較結(jié)果驅(qū)動(dòng)Z軸電機(jī)調(diào)節(jié)攪拌頭的下壓量。若主軸功率實(shí)際值小于設(shè)定值,則攪拌頭向下運(yùn)動(dòng),下壓量增大;若主軸功率實(shí)際值大于設(shè)定值,則攪拌頭向上運(yùn)動(dòng),下壓量減少。
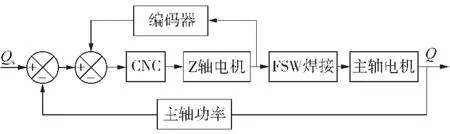
圖6 基于主軸功率反饋的焊接過(guò)程控制方法
為了保證控制系統(tǒng)的控制效果和魯棒性,采用PID控制器技術(shù)克服系統(tǒng)超調(diào)。通過(guò)Ziegler-Nichols法確定控制器的最優(yōu)整定參數(shù),按照“先P后I最后D”的操作程序?qū)⒖刂破髡▍?shù)調(diào)到計(jì)算值上。若主軸功率的控制達(dá)不到預(yù)期效果,可以再進(jìn)一步調(diào)整。需要指出的是,上述控制過(guò)程僅在穩(wěn)定焊接階段實(shí)施,且在焊接過(guò)程中處于動(dòng)態(tài)調(diào)節(jié)的狀態(tài)。此外,焊接轉(zhuǎn)速和焊接走速的改變都會(huì)影響主軸功率的大小,上述焊接過(guò)程控制方法是在焊接轉(zhuǎn)速和焊接走速恒定的條件下,通過(guò)調(diào)節(jié)攪拌頭的下壓量來(lái)實(shí)現(xiàn)。
3 結(jié)論
基于攪拌摩擦焊接壓力控制系統(tǒng)研究了不同工況下焊接壓力和各伺服驅(qū)動(dòng)參數(shù)的變化規(guī)律,得出以下結(jié)論:
(1)攪拌頭下扎和拔出階段的焊接壓力和各伺服驅(qū)動(dòng)參數(shù)波動(dòng)較大,很難進(jìn)行閉環(huán)控制;穩(wěn)定焊接階段的各參數(shù)相對(duì)穩(wěn)定,可以實(shí)現(xiàn)閉環(huán)控制。
(2)在穩(wěn)定焊接階段,主軸轉(zhuǎn)矩和Z軸轉(zhuǎn)矩變化幅值較大,無(wú)法作為反饋信號(hào)進(jìn)行控制,而主軸功率波動(dòng)程度較小,可以作為反饋信號(hào)實(shí)現(xiàn)焊接過(guò)程閉環(huán)控制。
(3)在不同工藝參數(shù)下,主軸功率均可較好地實(shí)現(xiàn)焊接過(guò)程閉環(huán)控制,又可以作為衡量焊縫熱輸入的重要指標(biāo),實(shí)現(xiàn)控制焊縫熱輸入的效果。
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術(shù)與機(jī)床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業(yè)技術(shù)學(xué)院學(xué)報(bào)(2017年4期)2017-05-25 13:26:35
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
機(jī)電信息(2015年3期)2015-02-27 15:54:47
機(jī)械工程師(2015年9期)2015-02-26 08:38:15
水電站機(jī)電技術(shù)(2014年4期)2014-10-13 08:30:07
