復雜形狀焊縫疲勞裂紋演變過程仿真
2019-09-28 07:26:30魏國前李山山
電焊機 2019年9期
葉 凡 ,魏國前 ,2,余 茜 ,李山山
(1.武漢科技大學冶金裝備及其控制教育部重點實驗室,湖北武漢430081;2.武漢科技大學機械傳動與制造工程湖北省重點實驗室,湖北武漢430081)
0 前言
疲勞斷裂失效涉及裂紋萌生、裂紋擴展和疲勞斷裂三個階段。對焊接結構而言,產品初期往往包含若干類裂紋缺陷[1],其裂紋萌生階段一般較短并可被忽略。因此焊接結構的疲勞壽命常常被定義為裂紋的擴展壽命,深受裂紋擴展行為的影響。
國內外很多學者都對疲勞裂紋的擴展行為展開過研究。劉榮偉等[2]采用相互作用積分法模擬了高強度鋼疲勞裂紋擴展,擬合得到裂紋的擴展速率曲線。Nasri等[3]利用擴展有限元法研究了三種雙材料合金裂紋擴展速率的差異性,并對疲勞壽命進行比較。周素霞等[4]使用ANSYS軟件建立了動車組鑄鋼制動盤三維瞬態計算模型,對已產生裂紋制動盤的疲勞壽命進行了預測。范磊等[5]將裂紋擴展過程離散化處理,得到了直升飛機行星架剩余壽命與裂紋長度的變化關系,利用有限元軟件疲勞模塊驗證了計算結果。上述有關裂紋的仿真研究主要偏重擴展壽命與尺寸的關系,未考慮裂紋真實的形狀演化過程,無法準確預測焊接結構的疲勞性能。余茜等[6]針對十字焊接接頭開展了疲勞裂紋的擴展仿真研究,分析不同初始裂紋下疲勞裂紋的擴展行為,揭示了初始裂紋位置對疲勞裂紋擴展的影響規律。Tanaka等[7]采用兩種數值計算方法模擬T型焊接接頭表面裂紋擴展,并將模擬結果與試驗進行對比。這些研究主要針對平直焊縫,研究方法和成果無法直接用于工程中的復雜形狀焊縫。
為此,本文針對具有復雜形狀焊縫的焊接結構,基于線彈性斷裂力學方法,采用半圓形初始表面裂紋,提出了一種焊趾裂紋演變過程的仿真方法。以某波紋腹板梁為例,模擬曲線焊縫上焊趾裂紋的完整演變過程,分析了裂紋前沿形狀、應力強度因子和疲勞壽命等疲勞行為。
1 裂紋擴展仿真原理
1.1 裂紋擴展模型
常用的裂紋擴展模型有Paris模型、Walker模型和Nasgro模型等。其中,Walker模型和Nasgro模型是在Paris模型的基礎上,分別考慮應力比和裂紋張開效應的影響修正得到。對于焊接結構,應力比的影響較小,可忽略不計。在一定的裂紋尺度下,裂紋的張開效應也可忽略不計。Paris模型考慮了應力強度因子范圍對裂紋擴展速率的影響,本文認為是疲勞裂紋擴展的主要控制參量,因而采用Paris[8]模型對疲勞裂紋擴展進行預測仿真,其表達式為

式中 da/dN為裂紋擴展速率;C和m為描述材料疲勞裂紋擴展性能的基本參數,由實驗得到;ΔK是應力強度因子范圍。
1.2 應力強度因子的計算
斷裂力學理論中,應力強度因子K是反映裂紋尖端應力場強弱的重要參量,一般可采用解析法、數值法和有限元法進行求解。由于工程結構形狀和載荷條件復雜,有限元法應用較為廣泛。同時,為了避免裂紋尖端的應力奇異性,常常采用J積分理論間接求解應力強度因子K。
對于焊接結構,焊縫局部細節的應力狀態往往呈現混合模式,需要同時考慮KⅠ、KⅡ、KⅢ的混合作用。本文采用Knowles[9]提出的M積分法,與J積分理論相似,K積分也與求解路徑無關,表達式為

相較于J積分,M積分可同時計算出三種斷裂模式下的應力強度因子,M積分與應力強度因子之間的關系為

式中 E為材料的彈性模量;ν為泊松比;KⅠ、KⅡ、KⅢ為三種載荷形式下對應的裂紋尖端應力強度因子。
1.3 裂紋擴展原理及其方向準則
裂紋擴展原理如圖1所示。首先,將當前裂紋前沿離散成若干個點,指定中間點的擴展步長,根據裂紋前沿各點應力強度因子增長量與中間點應力強度因子增長量之間的比例關系,推算其他各點的擴展長度,從而預測下一個裂紋前沿的幾何信息。其表達式為

式中 Δa為裂紋前沿的擴展步長;ΔK為裂紋前沿的應力強度因子幅值;R為應力比;下標median和i表示裂紋前沿中間點和裂紋前沿第i點。
在擴展過程中,裂紋擴展方向對計算下一步的應力強度因子具有很大的影響。在“張開型”模式下,裂紋將沿原始裂紋平面上擴展。在復雜情況下,裂紋的擴展方向將發生偏轉且不易預測。為了模擬真實裂紋擴展行為,采用三種常見裂紋擴展方向準則。
(1)MTS(Max Tensile stress)準則:該準則認為裂紋主要沿周向應力最大的方向延伸。
(2)GEN(Generalized Stress)準則:該準則同時考慮了裂紋所受到的最大周向應力和最大剪應力的影響。
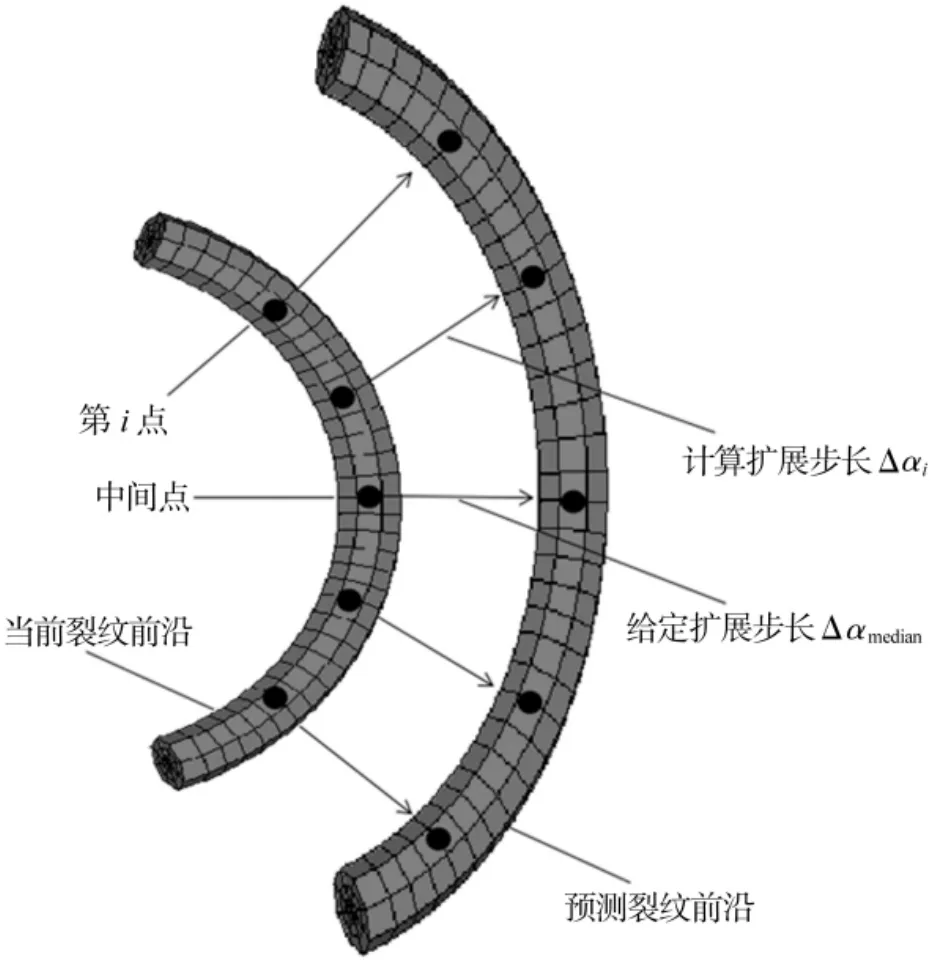
圖1 裂紋擴展原理示意
(3)SERR(Strain Energy Release Rate)準則:該準則認為裂紋將在應變能釋放率最大的方向上擴展。
2 仿真實例
2.1 對象描述
以參考文獻[10]中波紋腹板梁疲勞試驗為例,采用上述方法開展仿真研究。該試驗對象的幾何參數如圖2a所示,其中:上下翼緣厚度為20 mm,中間腹板厚度為6 mm,通過4道焊縫相連接,焊縫尺寸為6 mm。圖2b為截取的一段焊縫,它由平行段、傾斜段以及兩者之間的過渡圓弧段組成,曲線形狀比較復雜。此種曲線焊縫不僅會導致焊趾局部應力狀態復雜,還會帶來加工上的不便,導致焊接質量低劣。文獻[10]提供的波紋腹板梁試件的實際焊縫外觀如圖2c所示,可明顯看到焊趾曲線的不連續性,這些幾何上的缺陷將極大影響焊接結構的疲勞性能。

圖2 仿真對象[10]
根據文獻,波紋腹板梁試件在三點彎條件下開展疲勞試驗,Fmin=10 kN,Fmax=240 kN。材料為S355,重要力學參數為[11]:C=5.21×10-13MPa·mm1/2,m=3,ΔKth=63 MPa·mm1/2,KIC=1 581 MPa·mm1/2。
2.2 含裂紋體子模型的建立
考慮到焊縫形狀對焊趾裂紋演變行為有直接影響,全部采用C3D20R單元建立波紋腹板梁有限元模型。根據Radaj[12]的研究,初始裂紋形狀比不影響其后的形狀演變。此處采用半圓形模擬初始裂紋的形狀,如圖3a所示,定義半圓形初始裂紋深度a=0.5 mm,則裂紋表面長度2c=1。根據文獻[12],疲勞裂紋萌生于下翼緣與腹板的連接焊趾上,具體位置為跨中偏右第二個波紋段中焊趾圓弧段與傾斜段的交點附近,如圖2a中標注所示。考慮到波紋腹板梁整體單元尺寸與裂紋區域單元尺寸差異較大,直接建模將會導致巨大的計算量,因此采取子模型技術。將涉及裂紋擴展的部分區域切分出來,如圖3b所示,在裂紋萌生位置插入初始裂紋,初始裂紋面平行于焊趾線且垂直于下翼緣上表面。在裂紋擴展的不同步長內,僅需在該區域內重新添加新裂紋并為其劃分細密網格,如圖3c所示。裂紋前沿網格模型如圖3d所示,采用3層單元模擬該區域。其中:第1層模擬裂紋前沿的最內圈,采用15節點奇異楔形五面體單元;第2層和第3層為20節點六面體單元環。這些楔形單元和六面體單元組合起來共同模擬整個裂紋前沿區域的力學行為。其余區域采用10節點四面體單元,四面體單元和六面體單元之間使用13節點的金字塔過渡單元。
2.3 裂紋擴展仿真過程

圖3 模型網絡圖
完整的裂紋擴展仿真過程如圖4所示。首先建立波紋腹板梁實體模型,切分出裂紋擴展區域的子模型。然后在子模型中插入初始表面裂紋,建立含裂紋體仿真模型。接著根據裂紋擴展原理在不同時間步長內計算相應的裂紋前沿點的擴展步長和裂紋前沿的形狀,依次循環下去,直至撕開下翼緣時停止仿真。
裂紋擴展過程中,控制擴展步長Δamedian非常重要。擴展初期,裂紋增長較為緩慢,故將此時的裂紋擴展步長定為0.1 mm。在之后的擴展過程中,根據裂紋尺度的變化逐步增加擴展步長,依次設為0.2 mm、0.4 mm、0.8 mm、1 mm。當裂紋擴展至幾何邊界例如進入焊縫區域、穿透板厚時,需要根據實際情況實時調整擴展步長。

圖4 裂紋擴展流程
3 結果與分析
3.1 裂紋演變路徑
采用三種裂紋擴展方向準則,獲得了三種裂紋擴展的仿真結果。其中MTS準則的仿真結果與試驗結果最為一致,裂紋形貌如圖5所示,三點彎曲循環加載條件下波紋腹板梁的疲勞裂紋擴展行為主要由最大拉應力控制。

圖5 裂紋形貌
根據仿真結果,波紋腹板梁的焊趾疲勞裂紋擴展可以分為以下三個階段(見圖6)。
第一階段,裂紋在靠近焊趾處沿焊縫方向和裂紋深度方向同時擴展,裂紋前沿形狀由半圓形逐漸演變為半橢圓形,直至偏離焊趾方向,這一階段擴展長度很小,壽命卻較長。
第二階段,裂紋一端離開焊趾,沿與梁縱向成3°~5°夾角方向擴展至翼緣側邊,另一端則向焊縫內插入,并擴展至翼緣另一側以及腹板上,這一階段由于焊縫材料和腹板材料的增加,裂紋面超出半橢圓面積。
第三階段,當裂紋深度貫穿下翼緣板厚時,以貫穿裂紋的形式在翼緣和腹板上擴展,擴展速率非常快,裂紋很快撕裂一側翼緣板。

圖6 裂紋擴展動態示意
3.2 應力強度因子
在裂紋擴展過程中,裂紋前沿形狀不斷在發生變化。為了描述裂紋前沿應力強度因子的變化趨勢,將所有擴展過程中的裂紋前沿進行歸一化處理,即:將裂紋前沿兩個端點的曲線坐標分別定義為“0”和“1”,其余各點的曲線坐標則根據該點所在位置占整個裂紋前沿曲線長度的比值,在“0”到“1”之間線性變化。各階段裂紋前沿示意如圖7所示。

圖7 各階段裂紋前沿示意
3.2.1 KⅠ
第一、二階段裂紋擴展過程中,裂紋前沿呈現半橢圓形狀,因此將這兩個擴展階段統一進行分析。提取第一、二階段不同擴展時期整個裂紋前沿應力強度因子KⅠ,如圖8所示。其中:在第一階段,裂紋前沿兩端點(“0”和“1”)分別對應裂紋在焊趾曲線上的擴展;在第二階段,兩端點分別對應裂紋在焊縫縱向(或腹板縱向)和翼緣外側方向的擴展;中值點(“0.5”)均對應裂紋在翼緣深度方向的擴展。
由圖8可知,在裂紋擴展前期,整個裂紋前沿的擴展速率基本恒定,并處于較小水平。進入第二階段后,裂紋前沿右端的應力強度因子明顯高于左端,并且這種變化隨著裂紋的不斷擴展更加明顯,表明裂紋沿翼緣外側的擴展速率逐漸超過裂紋沿縱向方向的擴展速率,這主要是由于裂紋左端遇到焊縫材料和腹板材料的阻礙所致。

圖8 第一、二階段不同時期變化趨勢
提取第一、二階段裂紋前沿兩端點和中間點在整個擴展過程中的應力強度因子KⅠ,繪制應力強度因子KⅠ隨裂紋擴展深度尺寸的擬合曲線,如圖9所示。可以看出,第一階段裂紋在各個方向的擴展速率都趨于增加,在第二階段則出現偏離,裂紋前沿右端點和中間點的擴展速率保持增加且趨勢不變,左端點的擴展速率則在穿透焊縫到達腹板之后逐漸減小。

圖9 第一、二階段不同擴展路徑下的變化趨勢
在第三階段,半橢圓的裂紋前沿在翼緣下表面被切斷,進而在兩端各自形成一個新的裂紋前沿,將其分別定義為Crack front 1和Crack front 2(見圖7)。分別提取Crack front 1和Crack front 2在位置“0”、“1”處的應力強度因子 KⅠ。由于裂紋已經貫穿下翼緣,不再具有深度方向的擴展尺寸,因此繪制應力強度因子KⅠ隨擴展步數的曲線,如圖10所示。這4條曲線近似反應了裂紋在下翼緣左右兩端的上、下表面擴展的變化規律。可以看出,在第三階段前期,裂紋在下表面的擴展速率高于上表面,裂紋前沿形狀也逐漸由弧線演變為直線。后期,Crack front 2的應力強度因子KⅠ明顯出現陡增,并很快導致該側翼緣的撕裂。

圖10 第三階段不同擴展路徑下KⅠ的變化趨勢
3.2.2 KⅡ、KⅢ
分別提取裂紋在第一、二階段各個擴展步長的應力強度因子KⅡ、KⅢ,如圖11所示。從整體上看,KⅡ、KⅢ的數值遠小于 KⅠ,KⅡ基本趨近于 0,KⅢ在第二階段后期在裂紋前沿左端出現較小波動,表明在第一、二階段擴展過程中,模式Ⅰ占主導地位,采用MTS擴展準則是合理的。

圖11 第一、二階段不同時期KⅡ、KⅢ變化趨勢
第三階段Crack front 1和Crack front 2應力強度因子KⅡ、KⅢ的變化趨勢曲線與第一、二階段類似,KⅡ的數值變化非常小,對裂紋擴展造成的影響幾乎可以忽略不計。KⅢ有緩慢增加,但仍處于較低水平。
上述有關KⅡ、KⅢ的分析表明,波紋腹板梁疲勞裂紋在整個擴展過程中,模式Ⅰ占主導地位,因此采用MTS擴展準則是合理的。
3.3 擴展壽命
基于Paris速率擴展模型,采用Runge-Kutta[15]算法,得到了裂紋在三個階段的擴展壽命,如表1所示。仿真得到三個階段總壽命為112.21萬次,文獻中給出的試驗壽命為130.95萬次,壽命誤差為16.7%。通過對比發現,第一、二階段的擴展壽命占整個疲勞壽命的比重很大,第一階段擴展深度雖然較小,但擴展壽命相對較大。

表1 不同階段循環次數、擴展深度
4 結論
(1)提出了一種面向復雜形狀焊縫結構的疲勞裂紋仿真方法,可以獲得焊趾裂紋的完整演變過程,對裂紋擴展行為研究和壽命預測有重要意義。
(2)針對波紋腹板梁結構開展了疲勞裂紋的仿真研究,獲得了裂紋形狀的演變過程,揭示了裂紋擴展的典型階段。
(3)分析了波紋腹板梁結構焊趾裂紋前沿應力強度因子的演變規律,討論了裂紋擴展速率的變化特點,揭示了焊趾裂紋在不同階段的擴展模式。
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
艦船科學技術(2022年13期)2022-08-11 09:29:16
建材發展導向(2021年6期)2021-06-09 05:57:08
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
數學物理學報(2020年2期)2020-06-02 11:29:24
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
制造業自動化(2017年2期)2017-03-20 14:26:13
光學精密工程(2016年6期)2016-11-07 09:07:19
設備管理與維修(2015年12期)2015-04-09 06:57:24
