熱處理鋼軌閃光焊接工藝研究
2019-10-07 13:33:34樊世平
中華建設(shè)科技 2019年4期
樊世平

【摘?要】鋼軌閃光接觸焊是一種生產(chǎn)效率高,質(zhì)量穩(wěn)定可靠,自動(dòng)化程度高的鋼軌焊接方式。隨著我國鐵路建設(shè)的飛速發(fā)展,施工單位在現(xiàn)場(chǎng)都普遍采用移動(dòng)式閃光焊接,既保證了建設(shè)工期,又提高了焊接接頭的質(zhì)量。如何獲得一個(gè)高質(zhì)量的焊頭,首先要從閃光焊的工藝參數(shù)做起,參數(shù)設(shè)置多,調(diào)整思路廣泛,落錘結(jié)果往往很難把控。熱處理軌由于強(qiáng)度好,耐磨性高,越來越多地被鋪設(shè)到高速鐵路中,但是淬火軌的焊接難度普遍認(rèn)為較高,型檢落錘要耗費(fèi)大量的鋼軌,所以我們對(duì)熱處理軌的焊接工藝來進(jìn)行詳細(xì)的分析。
【關(guān)鍵詞】閃光接觸焊;工藝參數(shù);熱處理鋼軌
Study on Flash Welding Technology of Heat Treated Rails
Fan Shi-ping
(China Railway First Bureau Group New Transportation Engineering Co., Ltd?Xianyang?Shanxi?712000)
【Abstract】Rail flash contact welding is a kind of rail welding method with high production efficiency, stable and reliable quality and high degree of automation. With the rapid development of China's railway construction, the construction unit generally adopts mobile flash welding at the site, which not only ensures the construction period, but also improves the quality of welded joints. How to obtain a high-quality welding head, first of all from the process parameters of flash welding, parameter settings, adjustment ideas are wide, the drop hammer results are often difficult to control. Due to the good strength and high wear resistance of the heat-treated rails, more and more are laid into the high-speed railway. However, the welding difficulty of the quenching rails is generally considered to be high, and the type of check hammers consumes a large amount of rails, so we have to heat the rails. The welding process is used for detailed analysis.
【Key words】Flash contact welding;Process parameters;Heat treated rail
1. 脈動(dòng)閃光焊接工藝
(1)鋼軌閃光接觸焊是一種以塑性變形再結(jié)晶過程。兩個(gè)待焊軌存在接觸電阻,當(dāng)電流流經(jīng)鋼軌時(shí)就會(huì)產(chǎn)生電阻熱量,所產(chǎn)生的熱量和電阻大小成正比,與電流大小的平方成正比。在鋼軌端部由于電流流經(jīng)電阻產(chǎn)生熱量,使鋼軌端部迅速加熱、被加熱燒化,形成金屬“過梁”進(jìn)一步加熱,“過梁”加速,“爆炸” 形成金屬火花從鋼軌間隙中射出,這就是閃光,隨著鋼軌端部溫度的提高,閃光就會(huì)愈來愈激烈,在閃光加熱過程中,鋼軌端部逐漸達(dá)到溶化溫度,在高溫下,迅速施加相當(dāng)大的擠壓力,在鋼軌相接觸的界面上,就會(huì)產(chǎn)生塑性變形再結(jié)晶過程,使兩根鋼軌連接成為一個(gè)整體,形成焊接接頭。焊接接頭質(zhì)量是與鋼軌材料的化學(xué)成分、軌種、生產(chǎn)廠家有密切聯(lián)系,并不是所有的鋼軌材料都具有同樣的良性。
(2)脈動(dòng)閃光焊工藝分為五個(gè)階段,不穩(wěn)定脈動(dòng)閃光階段,穩(wěn)定脈動(dòng)閃光階段,連續(xù)閃光階段,加速燒化階段,頂鍛階段。圖1為脈動(dòng)閃光焊接工藝參數(shù)曲線。
2. 熱處理軌(淬火軌)焊接問題
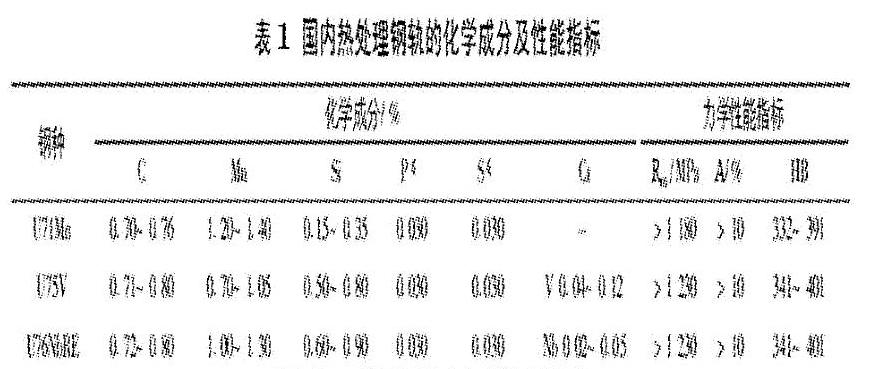
將鋼件加熱到高溫奧氏體溫度,保溫一段時(shí)間并快速冷卻,從而得到高硬度的馬氏體組織稱為淬火。鋼軌的淬火不經(jīng)馬氏體轉(zhuǎn)變而是直接獲得淬火索氏體,因此應(yīng)當(dāng)稱“欠速淬火”或稱鋼軌熱處理。世界各國熱處理鋼軌的碳含量基本控制在0.7%~0.82%,由于強(qiáng)度和耐磨性的要求,為了提高其疲勞性能,采用上限含碳量,限制Mn含量,更有益于發(fā)揮熱處理的優(yōu)勢(shì),優(yōu)化鋼軌的質(zhì)量。鋼軌熱處理后的抗磨耗、抗壓潰、抗擦傷、耐疲勞等方面都有明顯提高。但是在焊接時(shí),由于熱處理軌本身的特性,工藝參數(shù)的不匹配,落錘效果受到很大影響(國內(nèi)熱處理鋼軌的化學(xué)成分及性能指標(biāo)見表1)。
3. 落錘試驗(yàn)
(1)使用一定的焊接工藝對(duì)鋼軌進(jìn)行閃光焊接,并對(duì)焊接接頭進(jìn)行落錘試驗(yàn)。落錘試驗(yàn)方法和標(biāo)準(zhǔn)采用TB/T1632-2014,使用落錘機(jī),3.1 m高度,兩錘不斷視為合格。
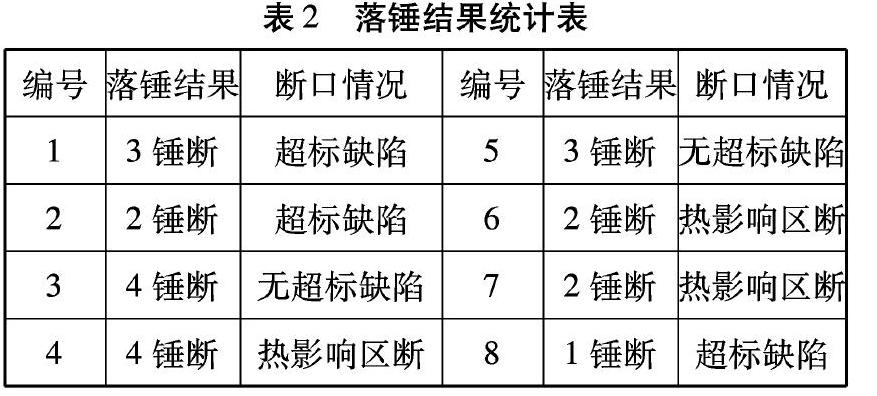
(2)熱處理鋼軌本身脆性強(qiáng),型檢落錘時(shí),不合格的現(xiàn)象主要有兩種:一是端面的灰斑缺陷比較大;二是從熱影響區(qū)處斷裂(落錘結(jié)果統(tǒng)計(jì)表見表2、熱影響區(qū)斷裂見圖2)。
4. 焊接工藝研究
4.1?通過接頭的落錘試驗(yàn),我們很直觀的可以發(fā)現(xiàn),在斷
口的端面,有面積超標(biāo)的灰斑,它為斷裂源,所以要提高落錘的通過率,首先必須解決灰斑缺陷。閃光焊在預(yù)熱燒化階段,主要是建立合適的加熱區(qū)寬度和端面的溫度場(chǎng),雖然說在預(yù)熱閃光
過程中,端面高溫可能會(huì)被氧化,但是經(jīng)過隨后的穩(wěn)定燒化、頂鍛,也可以使氧化物消除。所以可以認(rèn)為絕大多數(shù)的缺陷是由于燒化后期閃光不穩(wěn)定,液態(tài)端面被氧化,或者氧化的金屬在頂鍛階段未被擠出所致。我們可以通過工藝參數(shù)的設(shè)置,使后期燒化激烈而穩(wěn)定,減少氧化的幾率,減少缺陷的危害,形成優(yōu)良焊頭(焊接工藝參數(shù)表見表3)。
4.2?通過對(duì)斷口缺陷的大小和位置的分析,我們對(duì)參數(shù)做了以下調(diào)整:
高壓一階段電壓:390V~388V
高壓二階段電壓:375V~372V
高壓二送進(jìn)速度:1.8~1.9
高壓二位移:5.8~6.5
加速一階段送進(jìn)速度:0.6~0.62
加速二階段送進(jìn)速度:0.63~0.64
頂鍛量:11.5~15(脈動(dòng)閃光焊接工藝參數(shù)曲線全過程見圖3、脈動(dòng)閃光焊接工藝參數(shù)曲線穩(wěn)定階段見圖4)。
4.3?通過對(duì)高壓階段電壓的降低和位移的增加,保證了預(yù)熱階段能獲得充足的熱量,再對(duì)加速階段連續(xù)激烈的閃光保護(hù),足夠大的頂鍛量,保證了氧化物的被擠出,從而獲得好的接頭。
5. 正火工藝的規(guī)范
5.1?淬火鋼軌焊接后接頭的強(qiáng)韌性大大降低,失去了原有的高強(qiáng)韌性,必須重新進(jìn)行熱處理提高硬度和強(qiáng)韌性。通過查閱相關(guān)資料和有關(guān)文章,PD 275Kg/m 軌是軌頭淬火軌,焊后軌頭帽形淬火層消失;硬度下降;焊縫區(qū)晶粒粗化;焊縫強(qiáng)度b σ只有軌頭母材強(qiáng)度b σ的75%;軌頭韌性只有母材的26%~43%。焊接接頭采用中頻感應(yīng)加熱(軌頭900℃)和噴霧冷卻(平均冷卻速度4.4~10℃/s ),熱處理后的強(qiáng)度、韌性如表4(熱處理與未熱處理對(duì)比見表4)。
5.2?由此可見,規(guī)范的正火工藝,對(duì)于熱處理鋼軌焊接接頭的質(zhì)量起到很大的作用,所有控制好火焰正火的標(biāo)準(zhǔn),有利于焊頭的質(zhì)量。
5.3?正火工序使用設(shè)備為火焰加熱器,測(cè)量設(shè)備為光電測(cè)溫儀、紅外測(cè)溫儀和秒表。
(1)鋼軌焊接接頭溫度低于500℃時(shí)方可正火。
(2)安裝調(diào)試正火設(shè)備,調(diào)整加熱器,使火孔至鋼軌表面的間隙為24mm~26mm。
(3)調(diào)節(jié)乙炔瓶輸出壓力為0.14~0.15MPa,調(diào)節(jié)氧氣瓶輸出壓力為0.5~0.6 MPa,調(diào)整氧氣乙炔流量(結(jié)合環(huán)境因素綜合考慮)直至火焰正常。
(4)正火過程中鋼軌焊頭應(yīng)位于火頭中央,擺火動(dòng)作均勻,擺動(dòng)幅度為60mm,頻率為60~70次/分,用光電測(cè)溫儀測(cè)量軌頭表面中心線溫度應(yīng)為920±10℃,軌底溫度應(yīng)為860±10℃。嚴(yán)格執(zhí)行型式試驗(yàn)確定的鋼軌正火工藝(結(jié)合型式試驗(yàn)和環(huán)境因素綜合考慮)。
(5)經(jīng)過工藝的不斷優(yōu)化和對(duì)正火工藝的規(guī)范,我們注重對(duì)焊軌機(jī)的日常保養(yǎng),從焊頭的除銹拋光,鋼軌干燥,端面的垂直度,冷卻系統(tǒng)的溫度,液壓系統(tǒng)的油溫和壓力等,操作人員的嚴(yán)格要求等,所有的細(xì)節(jié),連續(xù)落錘15根,斷口良好,順利通過落錘試驗(yàn),結(jié)果如下(落錘結(jié)果統(tǒng)計(jì)見表5)。
6. 結(jié)論
(1)由于熱處理鋼軌的特性,在工藝參數(shù)調(diào)整的時(shí)候,要適量增加留在鋼軌上的溫度,增大溫度場(chǎng)的寬度和深度,保證有足夠的熱量,通過優(yōu)化穩(wěn)定燒化階段的參數(shù),起到良好的保護(hù)作用,減少灰斑缺陷,提高接頭的質(zhì)量。
(2)堅(jiān)持規(guī)范好正火工藝,按照標(biāo)準(zhǔn)進(jìn)行,切實(shí)達(dá)到細(xì)化晶粒,提高接頭韌性的效果。
(3)注重焊軌設(shè)備的機(jī)械性和穩(wěn)定性,做好試驗(yàn)的每個(gè)步驟,強(qiáng)化過程管理。
參考文獻(xiàn)
[1]?U75V鋼軌閃光焊工藝研究。丁韋,宋宏圖,駱德陽,劉艷紅。《熱加工工藝》2010年第39卷 第09期.
[2]?熱處理鋼軌若干問題的探討。周清躍,王樹青,張銀化,周鎮(zhèn)國,中國鐵道科學(xué),第26卷,第一期 2015年1月.
[3]?接觸焊焊接鋼軌產(chǎn)生灰斑的分析研究。張寶昌,鐵道工務(wù),1993(1).
[4]?TB/T1632.2-2014《第二部分閃光焊接》.
