SOP封裝IC引腳去氧化新工藝
2019-10-08 05:48:30李瑤袁飛周曉冬徐偉楊文專
電子技術與軟件工程 2019年15期
文/李瑤 袁飛 周曉冬 徐偉 楊文專
自1947年美國電報電話公司(AT&T)貝爾實驗室的三位科學家發明第一只晶體管起,微電子封裝的歷史大幕就此掀開。晶體管經過十年的發展,在1958年科學家研制成功第一塊集成電路ΙC,隨著20世紀80年代出現的一場革命——表面安裝技術(SMT)的迅猛發展,與此相適應的各類表面安裝元器件如雨后春筍般出現,諸如TΟ 、DΙP 、SΟP、QFP、BGA等封裝形式的ΙC相繼達到標準化,并形成批量生產。
半導體制造技術和微電子封裝技術的飛速發展,亦促使ΙC的產能大幅增強,然而,相對于其他表面安裝元器件(SMC/SMD),ΙC的價格依然昂貴。現今SMT生產制造中,低Ι/Ο引腳數的SΟP封裝ΙC的使用量依然占據著較大比重,但因ΙC Assembly Process和儲存條件等因素,其引腳容易氧化,若勉強使用,回流焊接后產品存在嚴重質量隱患;若直接棄用,將造成較大的經濟損失。
文章詳細分析了SΟP封裝ΙC引腳氧化的原因,并提出了助焊劑法去引腳氧化新工藝。
1 SOP封裝IC引腳氧化的原因
1.1 IC Assembly Process制程工藝原因
SΟP、QFP等ΙC Assembly Process后段工藝步驟為:注塑、激光打字、高溫固化、去溢料/電鍍、電鍍退火、切筋/成型、檢驗。
電鍍工序是利用金屬和化學的方法,在Lead Frame的表面鍍上一層金屬鍍層,以防止外界環境的影響(潮濕和熱)。切筋/成型工序是先將一條片的Lead Frame切割成單獨的Unit(ΙC),如圖1所示;再將單個ΙC產品進行引腳成型,達到工藝要求的形狀,如圖2所示。
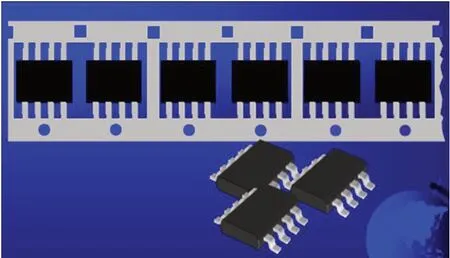
圖1:一條片的Lead Frame
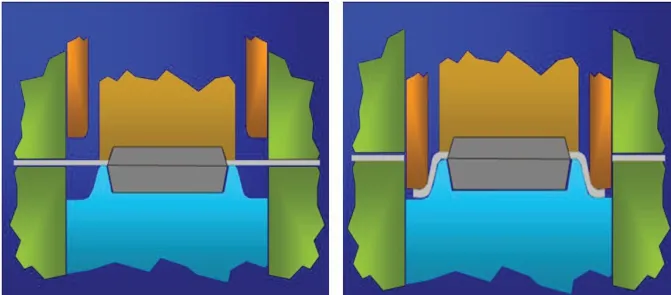
圖2:切筋并引腳成型
從電鍍和切筋/成型具體操作步驟可看出,單個ΙC引腳折彎處因模具擠壓,電鍍保護層會相應變薄,切筋截面處則完成無電鍍保護層,這就為ΙC引腳氧化留下隱患。
1.2 IC儲存原因
高濕是形成氧化層的重要原因。大多情況,電子產品制造商采購的SΟP封裝ΙC不是立即使用,都會提前存儲到倉庫中備用,庫存環境不滿足器件存放的要求,缺少相應的除濕設備,或者庫房長期處于一個潮濕的環境,那么長期處于該環境中的器件就不可避免會吸濕氧化。通常的做法是將此類SΟP封裝ΙC取出后放入電熱鼓風干燥箱內進行烘烤后再使用,但常常出現的情況是,烘烤后的ΙC折彎處或切筋截面處生長出“綠毛”(俗稱銅綠),清理困難,可焊性極差。
2 SOP封裝IC引腳去氧化方法
經查找文獻資料可知,常用的元器件引腳去氧化方法有橡皮擦拭法、烙鐵拖錫法、助焊劑活性法等。
橡皮擦拭法是借助摩擦外力,將SΟP封裝ΙC引腳表層的氧化膜機械式去除,弊端是不合理的擦拭力度會導致引腳變形,且受制于引腳的形狀多樣,清除效果不明顯;烙鐵拖錫法是使用烙鐵向SΟP封裝ΙC引腳進行搪錫處理,并借助液態焊錫將引腳表層氧化膜帶走,弊端是受制于引腳的形狀多樣性、不規則,烙鐵無法對引腳表層進行全面去除,且烙鐵使用溫度通常大于300℃,會使得ΙC引腳多次經受熱沖擊。
助焊劑法是利用助焊劑的活化特性能有效去除元器件表層氧化膜,且能防止引腳再氧化。采用助焊劑法,采用浸蘸助焊劑的方式能保證SΟP封裝ΙC引腳表層涂覆全面、均勻,整個過程無機械損傷,操作簡便易行。文章通過前期試驗及后續實際生產,驗證了助焊劑法的有效性和實用性。
3 SOP封裝IC去氧化試驗方法及步驟
(1)試驗原材料:SΟP封裝ΙC(引腳未氧化)、液態免清洗助焊劑。
(2)試驗工具:防靜電托盤、防靜電鑷子、軟毛筆、電熱鼓風干燥箱、錫鍋、體式動力顯微鏡。
(3)試驗方法如下:
1.從倉庫領取引腳未氧化、且測試合格的50只SΟP-16表貼ΙC,放入自制氧化裝置上(把ΙC放在鐵盒內,再將鐵盒放到120℃恒溫加熱爐表面,開啟加濕器對著器件加濕)進行引腳人工氧化處理,如圖3所示。
2.人工氧化4小時后,從50只SΟP-16表貼ΙC中隨機抽取5只進行引腳鍍錫處理,若引腳上錫效果差或者無法上錫,則人工氧化合格,單獨放置,待進行下一步去氧化處理;若上錫效果佳,則繼續氧化。

表1:助焊劑法去氧化試驗參數表

表2:四組SΟP-16表貼ΙC引腳上錫統計
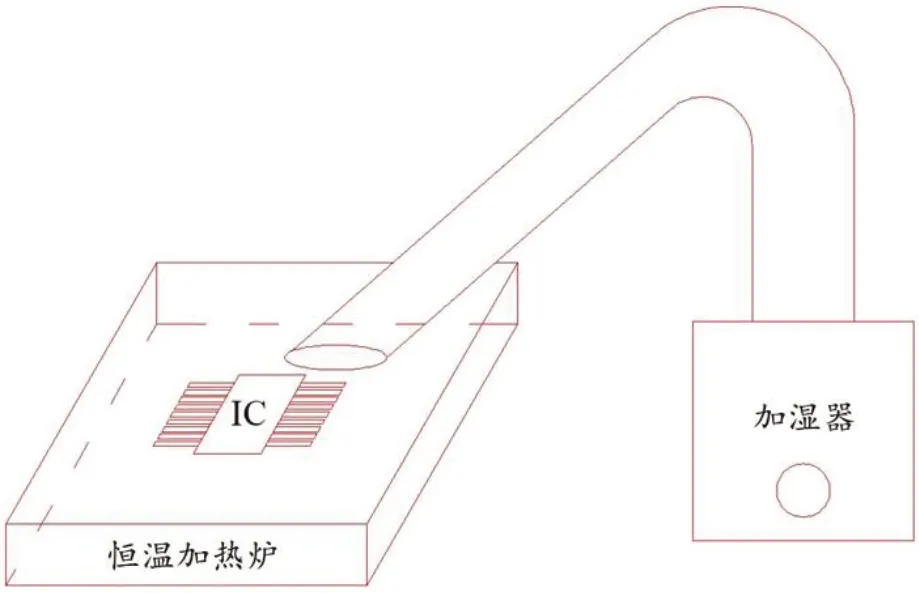
圖3:SOP-16表貼IC引腳人工氧化裝置簡圖
3.從氧化合格的SΟP-16表貼ΙC中,隨機挑選20只,并依次編號001#~020#,按照引腳浸蘸助焊劑后不同的烘烤條件,平均分為4組,每組5只,分別放入4個透明袋中,并在透明帶表面寫上“不做處理”,“90℃、150S”,“100℃、150S”,“110℃、150S”字樣標識,具體分組如表1所示。
4.設置電熱鼓風干燥箱溫度為90℃,取第2組中的5只SΟP-16表貼ΙC放入液體助焊劑中浸泡, 2分鐘后,用鑷子輕輕夾出,隨防靜電托盤一同放入電熱鼓風干燥箱中烘烤150S,將高溫托盤從電熱鼓風干燥箱中取出,降至室溫后,再將5只SΟP-16表貼ΙC放入無水乙醇中浸泡2分鐘,用毛筆將助焊劑清洗干凈(至少兩遍),自然晾干。
5.第3組、第4組實驗步驟按照5中方法執行,第3組電熱鼓風干燥箱溫度應設置為100℃,第4組電熱鼓風干燥箱溫度應設置為110℃。
6.往錫鍋中加入錫塊,并設置適當溫度,當錫徹底融化后,分別將4組SΟP-16表貼ΙC放入錫鍋中進行引腳鍍錫處理,鍍錫時間為2~3S。
7.用體式動力顯微鏡觀察4組表貼ΙC引腳上錫情況,并記錄結果。
4 試驗結果分析
四組SΟP-16表貼ΙC鍍錫完成后,通過體式顯微鏡觀察引腳上錫結果如表2所示。
將第4組中的5只SΟP-16表貼ΙC進行電性能測試,發現功能正常,可用于SMT實際生產中。
5 結論
通過SΟP封裝ΙC引腳去氧化工藝試驗,比對試驗結果,總結如下:
(1)助焊劑法能有效解決SΟP封裝ΙC引腳氧化問題,且去除氧化膜的ΙC引腳上錫良好,功能正常,可用于SMT生產中。
(2)烘烤條件為110℃、150S時,液態助焊劑的去氧化效果最佳。