德瑪吉在線測量技術研究
2019-10-09 14:47:15盛永剛張曉婷張啟帆
中國新技術新產品 2019年13期
盛永剛 張曉婷 張啟帆
摘 要:該文以德瑪吉五坐標加工中心為載體,開發設備新功能,拓展設備加工能力。通過掌握基于零件典型特征的在線測量技術,使其應用在產品銑加工過程中,實現將零件實際狀態與理論編程相結合的加工方式,簡化工藝過程中的編程難度,便于工程技術人員理解與掌握,為產品質量和效率地提升提供了一個新的思路。
關鍵詞:德瑪吉五坐標;在線測量;機床
中圖分類號:TG506? ? ? ? ? 文獻標志碼:A
0 引言
隨著新設備的不斷引入,各種新功能日益增加,以新設備為載體,實現各種新功能的科學利用有助于更好地完成產品的加工作業。現如今需要積極做好新工藝的開發利用,對傳統的工藝進行優化與改進,借助新的測量技術,拓展設備的加工能力,進而提升制造車間的技術能力已經成為一種現行有效的改善方法。該文以德瑪吉五坐標為載體,為產品質量和效率地提升提供了一個新的思路。
1 在線測量技術應用難點分析
航空產品屬于高精尖產品,不論是材質還是加工精度,都與普通工業制品不同,航空產品的制作、零部件的加工與制造都離不開在線測量技術。在線測量已廣泛應用于航空產品的加工過程中,通過應用在線測量代替手工測量,可大大減少操作者承接工序加工時的勞動強度和加工風險。
同時,如何將測量值巧妙植入測量程序,是體現在線測量應用價值的關鍵。
2 技術方案制訂與實施
2.1 技術方案的制定
在線測量模塊應用可將技術方案分為以下3個部分:
(1)德瑪吉五坐標加工中心測量設備狀態分析。
(2)德瑪吉五坐標基于零件典型特征的測量程序模板及解析。
(3)在德瑪吉五坐標中,將測量值巧妙植入測量程序。
2.2 在線測量模塊狀態分析
測量系統廠家:雷尼紹。
測量程序系統:西門子840D。
模塊功能:工件找正、工序中的零件測量。
2.3 德瑪吉五坐標基于零件典型特征的測量程序模板及解析
2.3.1 邊沿測量:CYCLE978
測量程序:CYCLE978(0,,,1,額定值,DFA,TSA,測量軸,測量方向,測量次數,"",,0,1.01,1.01,-1.01,,,,,1,1),其中額定值為基準值,DFA為測量路徑,TSA為置信區域,測量軸選項輸入1、2、3時分別對應X軸、Y軸、Z軸,測量方向選項輸入1、2時分別對應正方向和負方向。這樣,通過一個CYCLE978指令即可完成邊沿測量。
2.3.2 槽測量:CYCLE977
測量程序:CYCLE977(3,,,1,W,,,DFA,TSA,0,1,1,,測量軸,測量次數,"",,0,1.01,1.01,-1.01,,,,,1,1),其中W為目標寬度值,DFA、TSA、測量軸選項、測量次數定義與邊沿測量相同。這樣,通過一個CYCLE977指令即可完成槽測量。
2.3.3 隔斷測量:CYCLE977
測量程序:CYCLE977(4,,,1,W,,,DFA,TSA,0,DZ,1,,測量軸,測量次數,"",,0,1.01,-1.01,,,,,,1,0),其中DZ為到達測量高度的進給行程,其余參數含義與槽測量相同。
2.3.4 孔測量:CYCLE977
測量程序:CYCLE977(1,,,1,孔徑目標值,,,DFA,TSA,0,1,1,,,1,"",,0,1.01,1.01,-1.01,,,,,1,1)。
測量結果存儲位置:_OVR [4]/ 孔的直徑實際值,_OVR [5]/ 孔在橫坐標上的中心實際值,_OVR [6]/ 孔在縱坐標上的中心實際值。
2.4 應用在線測量功能實現實際加工中的工程化應用
2.4.1 德瑪吉五坐標在線測量工程化應用一般步驟
2.4.1.1應用在線測量技術設定零件實際坐標系Z0位置
G54 Z0設定:手動移動測頭至端面附近,通過CYCLE978 補償目標:“G54零偏”,將Z值自動補償至加工坐標系中。
測量指令:
"CYCLE978(100,1,,1,2,15,7,3,2,1," ",,0,1.01,1.01,-1.01,0.34,1,0,,1,1)”
2.4.1.2應用在線測量技術得到零件實際坐標系X0、Y0位置
G54 X0、Y0設定:測頭位于工作臺中心位置,即處于零件的上方,利于測頭按理論基準面直徑進行移動,完成對稱4點的測量,得到零件中心實際的坐標系(X、Y), 通過CYCLE977 補償目標:“G54零偏”,將X、Y值自動補償至加工坐標系中。
測量指令:
"CYC LE977(101,1,,1,416.025,,,10,13,0,1,1,,,1," ",,0,1.01,1.01,-1.01,0.34,1,0,,1,1)) "
2.4.1.3 角向找正
加工坐標系設定后,手動將測頭移動到角向孔上方大致中心位置,在新建立的坐標系下測量角向孔,得到角向孔中心位置,通過 CYCLE977 補償目標:“僅測量”。
測量指令:
"CYCLE977(2,,,1,11,,,11,13,0,12,1,,,1,"",,0,1.01,1.01,-1.01,,,,,1,1)"角向孔與零件回轉中心的位置關系可歸納為4種,因此角向找正程序編制時需考慮不同位置關系下的三角函數,才能保證測量結果帶入加工程序的準確性。
2.4.2 德瑪吉五坐標在線測量工程化應用實例
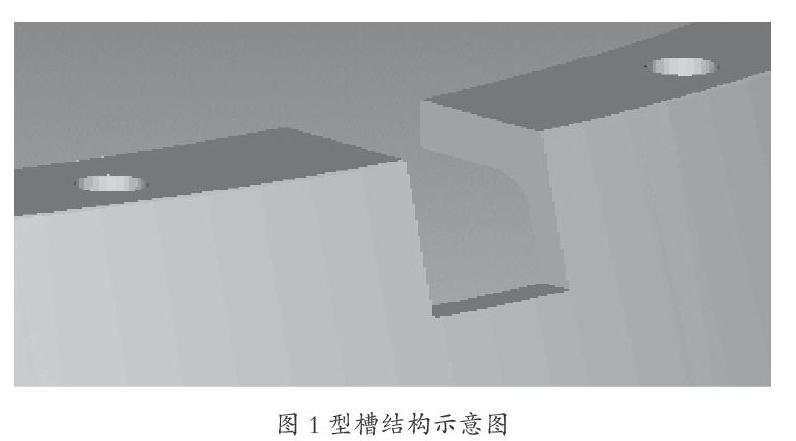
圖1所示型槽沿圓周17處均布,槽深公差0.025 mm,由于型槽兩側端面平面度整體趨勢不一致,執行定值加工時17個槽深難以保證均在公差帶內,傳統加工方式為每槽單獨加工,通過打表測量,工序加工效率低、難度大。
測量程序如下:
N17 CYCLE978(0,,,1,2,10,10,3,2,1,"",,0,1.01,1.01,-1.01,,,,,1,1)
N18 STOPRE
N19 R[R2]=_OVR[4]
N20 G0 Z10
將測量基面坐標值通過R參數值入加工程序,即可完成全部型槽深度的自動化加工過程。
加工程序如下:
XOY-167
Z=-23.0125+R[R2]
3 結語
該文以德瑪吉五坐標加工中心為載體,通過開發機床新功能,掌握了基于零件典型特征的在線測量技術,拓展了設備的加工能力,將其應用在產品銑加工過程中,實現了零件的快速找正、刀長的自動補償,降低了人工測量的誤差,提升了在線測量的機械化程度,從而提升了加工過程的自動化程度,實現產品加工質量和效率的大幅提升。在線測量通過對傳統工業進行優化升級,提升了在線測量的精度與準確度,為零部件的批量制作、零部件的高精度加工打下了良好的基礎。
參考文獻
[1]楊全利.測量技術在高校學生機械加工實訓中的應用[J].南方農機,2019(4):56.
[2]唐濤,楊嘉.在線檢測技術在發動機零部件加工中的應用[J].汽車工藝與材料,2019(1):79.
