PLC控制機(jī)械手系統(tǒng)設(shè)計(jì)
2019-10-09 11:44:25虞小明
中國(guó)新技術(shù)新產(chǎn)品 2019年1期
虞小明
摘 要:該文利用日本三菱企業(yè)的FX2N系列PLC來操控機(jī)械手的基本運(yùn)轉(zhuǎn)。這一設(shè)備機(jī)械包括滾珠絲杠、滑輪和機(jī)械抓手等構(gòu)件;電氣系統(tǒng)由交流設(shè)備、變頻器、操作系統(tǒng)等部分構(gòu)成。可以利用PLC系統(tǒng)搭配相關(guān)硬件工具,控制機(jī)械手完成各種動(dòng)作。
關(guān)鍵詞:PLC技術(shù);機(jī)械手;程序設(shè)計(jì)
中圖分類號(hào):TP241? ? ? 文獻(xiàn)標(biāo)志碼:A
1 PLC的運(yùn)行原理
1.1 輸入取樣
在輸入取樣時(shí),PLC通過掃描方式逐一讀入輸入的狀態(tài)及數(shù)據(jù)信息,并將之保存在I/O映象區(qū)內(nèi)的相關(guān)單元中。輸入采樣完成后,轉(zhuǎn)入客戶程序執(zhí)行過程與輸出刷新過程。該過程就算輸入狀態(tài)和數(shù)據(jù)有所變化,I/O映象區(qū)內(nèi)的基本單元狀態(tài)、數(shù)據(jù)也不會(huì)發(fā)生改變。所以,若輸入的是脈沖信號(hào),那么其寬度必須超過一個(gè)掃描周期,方可保證在任何條件下,該輸入都可以被讀入。
1.2 客戶程序執(zhí)行過程
在客戶程序執(zhí)行過程中,PLC始終按照從上到下的順序逐一掃描客戶程序。在掃描各個(gè)梯形圖時(shí),會(huì)先掃描梯形圖左側(cè)由各觸點(diǎn)組成的控制電路,并堅(jiān)持由左向右、由上向下的順序求解由觸點(diǎn)形成的控制電路,接著按照邏輯運(yùn)算結(jié)果,刷新該邏輯線圈在結(jié)構(gòu)RAM存儲(chǔ)區(qū)內(nèi)相關(guān)點(diǎn)的狀態(tài);或是刷新該輸出線圈在I/O中相關(guān)點(diǎn)的狀態(tài);抑或是確定是否執(zhí)行該梯形圖所要求的特殊功能指令。即,在客戶程序執(zhí)行過程,僅I/O里的輸入狀態(tài)與數(shù)據(jù)不發(fā)生改變,而其余輸出點(diǎn)及軟系統(tǒng)在I/O映象區(qū)中與結(jié)構(gòu)RAM存儲(chǔ)區(qū)里的狀態(tài)及數(shù)據(jù)均有發(fā)生變化的可能性,同時(shí)排在頂部的梯形圖,其程序執(zhí)行結(jié)果將對(duì)排在底部的凡是用到這類線圈和數(shù)據(jù)的梯形圖有作用。
1.3 輸出刷新過程
當(dāng)完成掃描客戶步驟后,PLC將進(jìn)到輸出刷新環(huán)節(jié)。這一過程,CPU按照I/O映象區(qū)中相關(guān)狀態(tài)及數(shù)據(jù)刷新所有的輸出鎖存電路,接著經(jīng)過輸出電路驅(qū)動(dòng)相應(yīng)的外設(shè)。此時(shí),才算PLC真正輸出。而且,一些條梯形圖的排列次序不一樣,執(zhí)行結(jié)果也存在差異。此外,掃描客戶程序的最后運(yùn)行和繼電器控制設(shè)備的硬邏輯并行運(yùn)行的結(jié)果有所差異。
一般,PLC控制器的掃描步驟包括自檢測(cè)、通信等,即一個(gè)掃描周期就是自檢測(cè)、通信、輸入采集、客戶流程實(shí)施、輸出刷新等全部時(shí)間的總合。PLC系統(tǒng)源自繼電控制器,但其不像繼電器一樣,經(jīng)線路的物理過程實(shí)現(xiàn)控制,而是依靠運(yùn)行保存在PLC中的程序,實(shí)現(xiàn)輸入/輸出數(shù)據(jù)變換控制。
2 機(jī)械手的運(yùn)行流程
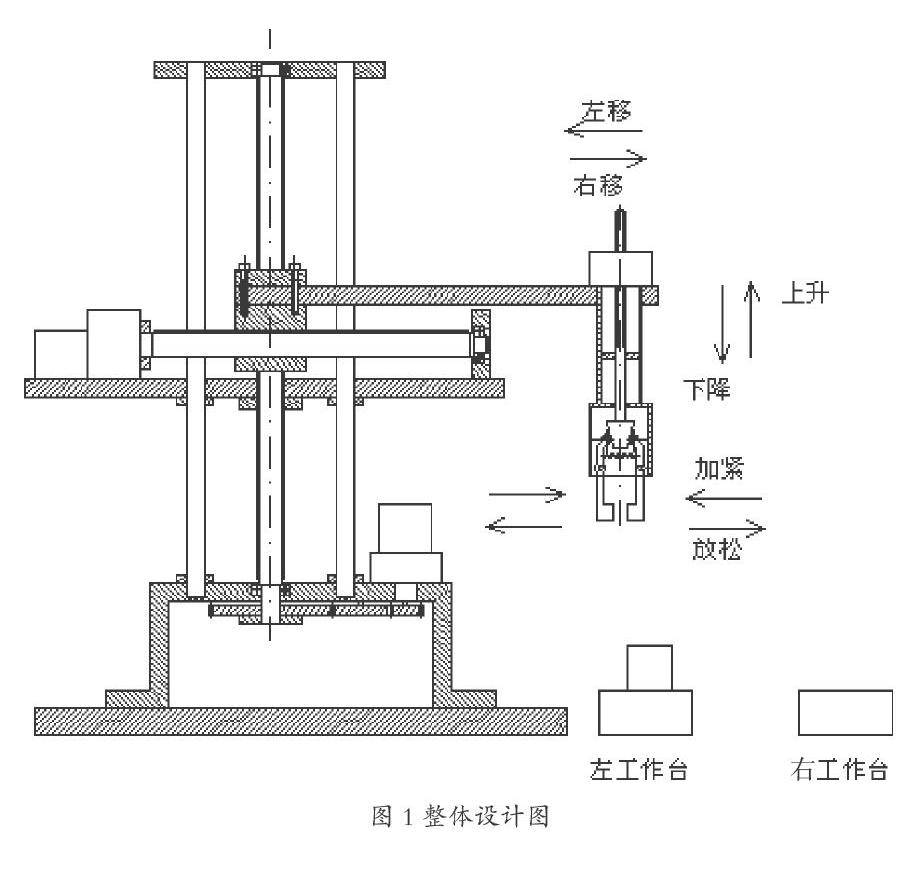
機(jī)械手的最初位置是在原點(diǎn),按下啟動(dòng)開關(guān)后,機(jī)械手會(huì)降低→夾緊部件→升高→右移→然后降低→放松部件→再升高→左移,以完成一個(gè)運(yùn)行周期。機(jī)械手的降低、升高、右移、左移等運(yùn)行變換,是由相關(guān)限位開關(guān)來操控的,而夾緊、放松運(yùn)行的變換是通過時(shí)間來操控的。為保證安全性,機(jī)械手右移完成后,一定要在右作業(yè)臺(tái)上無部件時(shí)才可降低,如果上次搬至右作業(yè)臺(tái)上的部件還沒有移走,機(jī)械手要自動(dòng)停止,等待,通過安裝一個(gè)光電開關(guān)來檢查“無部件”信號(hào),如圖1所示。
為達(dá)到生產(chǎn)需要,機(jī)械手具備手動(dòng)運(yùn)行與自動(dòng)運(yùn)行2種模式,而自動(dòng)運(yùn)行模式又分成單步、單周期與連續(xù)運(yùn)行模式。
(1)手動(dòng)運(yùn)行方式:通過按鈕來控制機(jī)械手的每個(gè)運(yùn)行動(dòng)作。比如,按下“降低”開關(guān),機(jī)械手降低;按下“升高”按鈕,機(jī)械手升高。手動(dòng)運(yùn)行能用來調(diào)整運(yùn)行位置與緊急暫停后使機(jī)械手回到原點(diǎn)。
(2)單步運(yùn)行方式:由原點(diǎn)開始,根據(jù)自動(dòng)運(yùn)行循環(huán)的工序,每按1次啟動(dòng)開關(guān),機(jī)械手運(yùn)行一次后自動(dòng)暫停。
(3)單周期運(yùn)行方式:按下啟動(dòng)開關(guān),機(jī)械手根據(jù)工序自動(dòng)完成一個(gè)周期的運(yùn)行,回到原點(diǎn)后暫停。
(4)連續(xù)運(yùn)行模式:按下開關(guān),機(jī)械手由原點(diǎn)出發(fā),根據(jù)工序自動(dòng)重復(fù)、連續(xù)運(yùn)行,在連續(xù)運(yùn)行模式下設(shè)計(jì)2種停車狀況:第一,正常停車。在該種狀態(tài)下停車,按下恢復(fù)按鈕,機(jī)械手運(yùn)行最后一個(gè)周期之后,回到原點(diǎn)自動(dòng)暫停。第二,緊急停車。在出現(xiàn)事故和緊急情況時(shí)停車。按緊急停車開關(guān),機(jī)械手暫停在當(dāng)下狀態(tài)。當(dāng)問題解決后,手動(dòng)復(fù)原到原點(diǎn)。
3 PLC控制結(jié)構(gòu)程序規(guī)劃
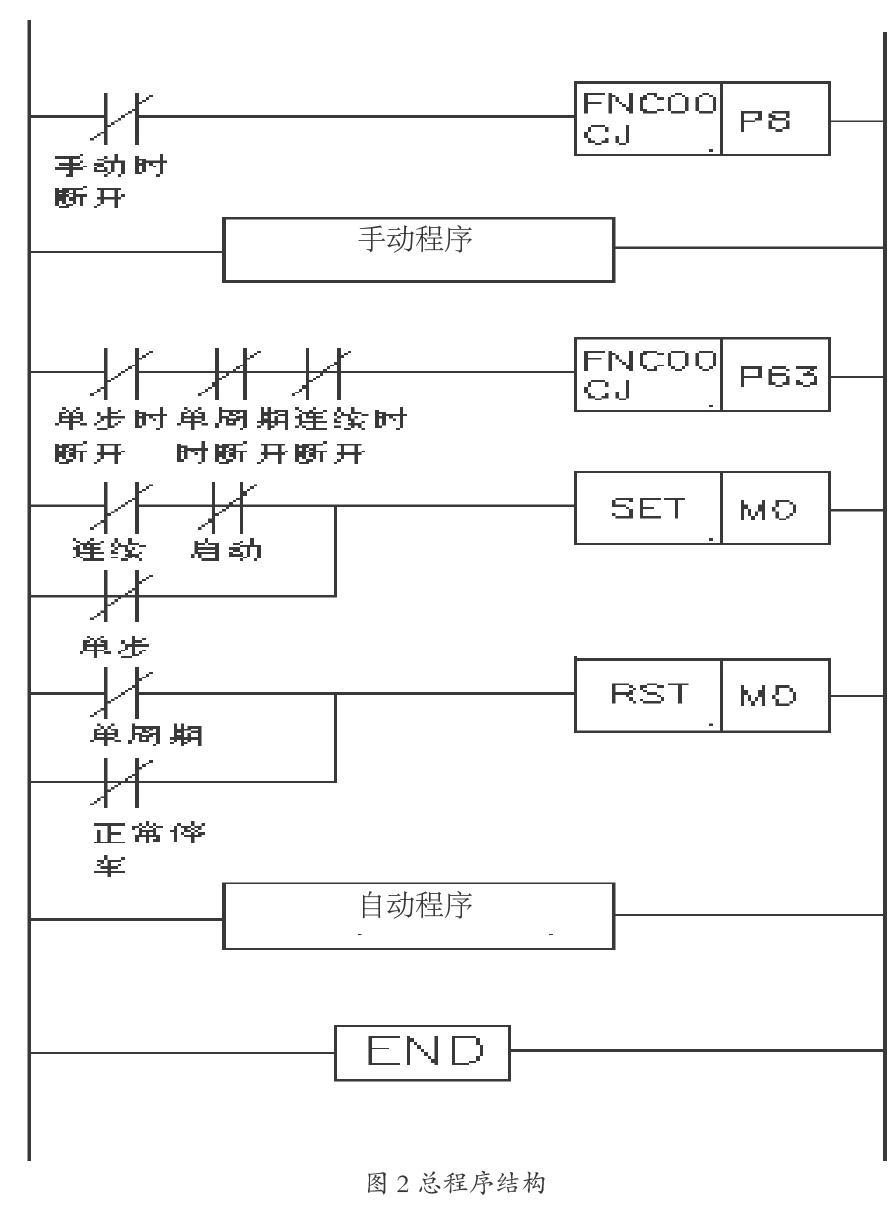
為了便于編程,將手動(dòng)與自動(dòng)程序分別編出單獨(dú)的程序段,通過跳轉(zhuǎn)指令來進(jìn)行選擇,控制結(jié)構(gòu)程序圖,如圖2所示。選用手動(dòng)模式時(shí),X3接同,跳過智能程序,運(yùn)行手動(dòng)程序;選取自動(dòng)運(yùn)行模式時(shí),X3斷開,運(yùn)行自動(dòng)程序。
3.1 手動(dòng)程序
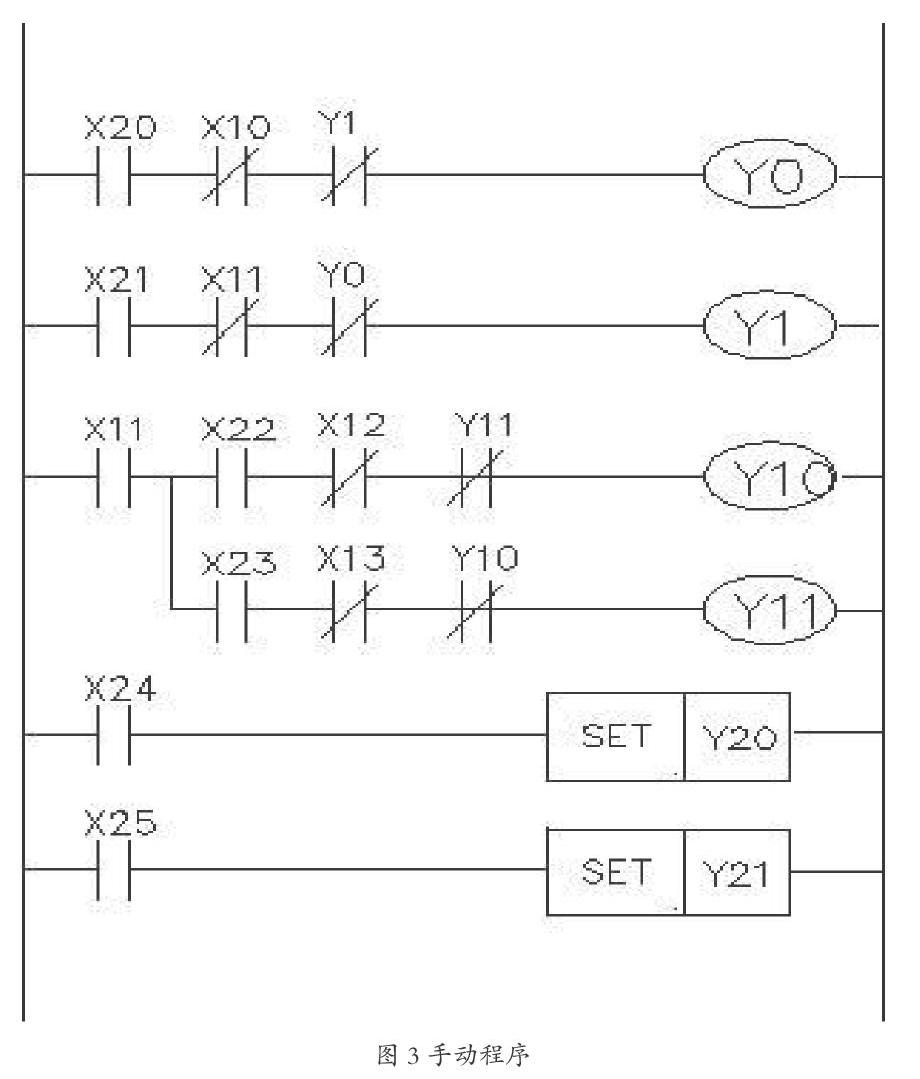
該程序無須按照工序來動(dòng)作,因此能根據(jù)一般繼電器程序來規(guī)劃。手動(dòng)程序的梯形圖如圖3所示,手動(dòng)按鈕X20-X25分別操控降低、升高、右移、左移、夾緊與放松各項(xiàng)動(dòng)作。為確保系統(tǒng)安全運(yùn)行,設(shè)計(jì)了相關(guān)的連鎖。其中在左移、右移線路中添加X11作上限連鎖,這是因?yàn)闄C(jī)械手只有處在上限位置時(shí),才能左移、右移。
3.1 自動(dòng)操作
(1)連續(xù)與單周期運(yùn)行。當(dāng)機(jī)械手處于原點(diǎn)時(shí),程序處在初始狀態(tài)S0,執(zhí)行降低動(dòng)作。當(dāng)降低至下限位按鈕時(shí),X10連接,又連接下個(gè)狀態(tài)S21,開始執(zhí)行下個(gè)動(dòng)作。當(dāng)完成最后一個(gè)動(dòng)作時(shí),即左移至原點(diǎn)觸碰左限位按鈕時(shí),X13連接,如果單周期運(yùn)行,那么M0斷開,回至初始狀態(tài),若連續(xù)運(yùn)行,那么M0接通,狀態(tài)變?yōu)镾20,又開始下個(gè)周期的運(yùn)行。
在運(yùn)行過程中,若按正常停車開關(guān),那么X1接通,M0恢復(fù),機(jī)械手的運(yùn)行完成一個(gè)周期后,回至初始狀態(tài)。若按緊急停車開關(guān),那么X2連接,狀態(tài)S0~S33都復(fù)位,機(jī)械手運(yùn)行停止。再次啟動(dòng)時(shí),先通過手動(dòng)操作把機(jī)械手移到原點(diǎn),才可繼續(xù)進(jìn)行自動(dòng)操作。
(2)單步運(yùn)行:當(dāng)自動(dòng)操作程序采用步進(jìn)指令規(guī)劃時(shí),單步運(yùn)行程序在禁止步進(jìn)狀態(tài)下運(yùn)行,線圈電源斷開時(shí),能夠進(jìn)行狀態(tài)轉(zhuǎn)移。
在單步操作狀態(tài)下,利用啟動(dòng)按鈕X0作為單步運(yùn)行信號(hào),X4連通。不按啟動(dòng)開關(guān)時(shí),X0斷開,其常閉接點(diǎn)閉合,M8040連通,狀態(tài)轉(zhuǎn)移被禁止。
當(dāng)完成這一步后,按下啟動(dòng)開關(guān),X0連通,其常閉接點(diǎn)會(huì)斷開M8040,狀態(tài)轉(zhuǎn)移至下一步。由此,機(jī)械手的控制系統(tǒng)分段設(shè)計(jì)結(jié)束。按照?qǐng)D1所示的基本結(jié)構(gòu)圖,將手動(dòng)操作程序梯形圖與自動(dòng)程序梯形圖嵌入,就獲得整個(gè)程序的梯形圖
4 結(jié)語
綜上所述,隨著我國(guó)科技的發(fā)展,人類對(duì)機(jī)械手使用的安全性、穩(wěn)定性及準(zhǔn)確性有了新的認(rèn)識(shí),而且還對(duì)其提出了很高的要求。利用PLC對(duì)機(jī)械手進(jìn)行控制已成為一種必然趨勢(shì)。
參考文獻(xiàn)
[1]宣自洋,陳書宏,常凱.基于PLC控制的變速器搬運(yùn)機(jī)械手系統(tǒng)設(shè)計(jì)[J].制造業(yè)自動(dòng)化,2015,37(4):6-8.
[2]王德志.基于PLC控制機(jī)械手系統(tǒng)設(shè)計(jì)的開發(fā)[J].科技風(fēng),2015(1):73.
[3]王旭.基于PLC控制的機(jī)械手系統(tǒng)設(shè)計(jì)[J].機(jī)電信息,2012(18):138-139.