鑲齒鋸片45°倒角加工工藝研究
2019-10-09 11:44:25趙育宏賈小平
中國新技術新產(chǎn)品 2019年1期
關鍵詞:工藝
趙育宏 賈小平

摘 要:鑲齒鋸片每隔一齒有倒45°角的齒。45°倒角要有一定的后角。為加工45°倒角,設計一臺專機與卡具,磨頭的砂輪軸線與水平鋸片成45°角,鋸片被安裝在能自動分齒的卡具上。
關鍵詞:鑲齒鋸片;45°倒角;加工工藝
中圖分類號:TG506? ? ? 文獻標志碼:A
0 引言
擠壓是基于鑄造與鍛造發(fā)展的一種無切削加工的新型金屬加工工藝。它具有鑄造工藝簡單、生產(chǎn)成本低等優(yōu)點,減少了鑄造澆筑沖擊與渦流的產(chǎn)生,使制件組織均勻細密。具有模鍛制件晶粒細小、力學性能好等特點。能耗低于普通模鍛。
1 結(jié)構(gòu)
1.1 工作過程
間接擠壓鑄造具有澆道短、截面大、保壓時間長等特點。該文模具采用一模兩腔布置,分型面采用曲面分裂,攪油桿部分設置在其中線位置上。
方案一:澆頭套設置在模具下,需要3個獨立液壓缸運行。定量合金液澆入18,橫梁下降帶動5向下合模,7通過6使液壓缸定位,預留二次擠壓高。液壓缸工作,液壓缸的17運動,合金液進入型腔,完成充型輔助液壓缸帶動大頭凸模向下。二次擠壓未凝固液態(tài)金屬。制件凝固后上下工作臺帶動上模上升開模,輔助液壓缸下降,大頭模型與5相對運動,凸模推出液鍛件,進行噴刷涂料循環(huán)操作。
方案二:模具運行需要2個獨立液壓缸完成。模具合模錢調(diào)整6與14高度,大頭凸模預留2次加壓高定位。將定量合金液澆入20與19的壓室,橫梁帶動13向下。通過14變形將合模力傳遞到3,彈簧壓板與9接觸,合金液由19充滿型腔,上工作臺橫梁繼續(xù)下降,由13推動7向下,二次擠壓未凝固金屬液。制件凝固后上工作臺橫梁向上,由12帶動上框模向上,凸模固定板上行。工作臺橫梁上升,10與11接觸,橫梁繼續(xù)向上,7相對上模向下,頂出液鍛件噴刷涂料,循環(huán)操作。圖1為復合擠壓模具結(jié)構(gòu)。
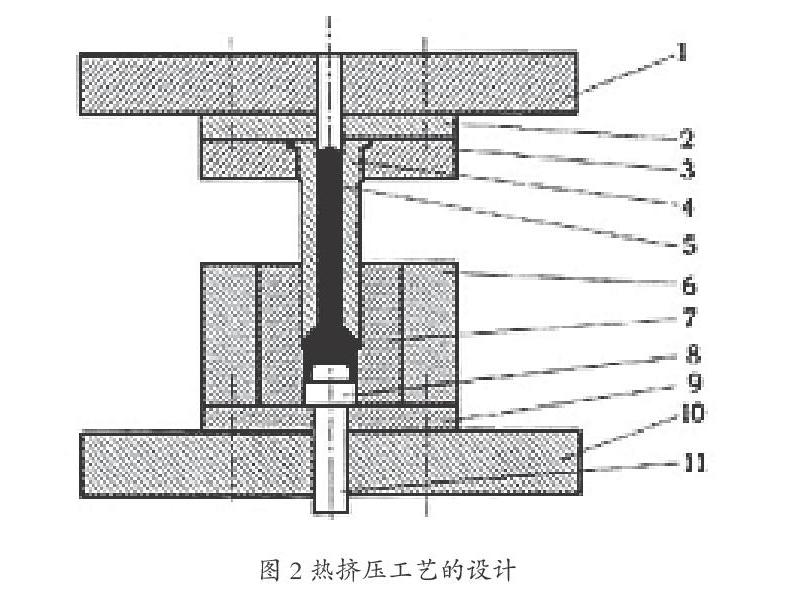
1.2 工藝的設計(圖2)
熱擠壓工藝的設計直接影響著制件的質(zhì)量、成本、效率等。采用2層組合凹模結(jié)構(gòu),凸模設計為空心狀。
將坯料放入凹模型腔,隨4下行,坯料,桿部擠成形。
隨擠壓變形力增大,金屬流動到頂件器,頭部成形。金屬反向流動,直到反擠成形。擠壓完成,上莫回程,工件在7中,壓力機下崗動作,過11頭部頂出7,完成脫模。要保證工件與預件器不抱死,11兼頭部正擠壓的凹模作用。
拉桿擠壓最大外圓直徑為φ90 mm,坯料用φ90 mm的棒料,高85 mm。
用斷面收縮ε表示驗證材料的許用變形程度。毛坯變形程度為ε=[(3.14×902/4)-(3.14×382/4)]/(3.14×902/4)=82.17 %.ε<ε許=97 %,滿足要求。
在復合擠壓中,凸模下行,擠壓力克服金屬變形阻力,金屬入凹模腔。拉桿頭先成形,金屬桿部受擠。凸模下行,桿部結(jié)束成形,擠壓力最大,復合壓力P復=P反,反擠壓力為P反=K×[8+1/(D/d-1)]2.δb(kN),其中P反為反擠壓壓力,K為校正系數(shù),d為反擠壓模凸模直徑,D 為反擠壓凹模直徑,δb為擠壓終溫度時材料極限強。
2A50在490 ℃強度極限δb=335MPa,校正系數(shù)0.4,d=38mm。D =90mm,反擠壓力P= 0.4×[8+1/(90/38-1)]×382×335=1790 kN。因此P反在液壓機公稱壓力范圍內(nèi)。
2 模具結(jié)構(gòu)分析
該工藝采用一次擠壓成形,凹模設計為2層組合結(jié)構(gòu)。該模型具結(jié)構(gòu)簡單,使用方便。可擠壓不同頭部形狀與桿部直徑的零件。
凸模為空心結(jié)構(gòu), 其單位擠壓力高, 易變形, 采用3CrNiW8V 材料,凹模用單層預緊結(jié)構(gòu),材料選40Cr,熱處理硬度42~46HRC。
設計合理的入模角度便于金屬流動,從而降低擠壓力。凹凸模與制件應由一定出模斜度,工作中潤滑劑要噴灑均勻,避免擠壓中拉桿頭部偏移。反擠中保證坯料與模具的清潔度,減少成層氣泡。
2.1 磨水平后角α0偏移量
鋸片與磨頭所處位置中,首先要確定磨頭中心與鋸片中心的偏移量,獲得所要求的后角。首先看一般鋸片水平后角α0的磨削法。
保證α0的數(shù)值要確定AB的大小,在直角三角形ABD中,
AB=OAsinθ=Rsinθ (1)
其中R為鋸片半徑。AC⊥OA,因OB⊥AB,將θ代入(1),得
AB=Rsiα0? ? ? ? ? ? (2)
為磨削水平后角α0偏移量計算公式
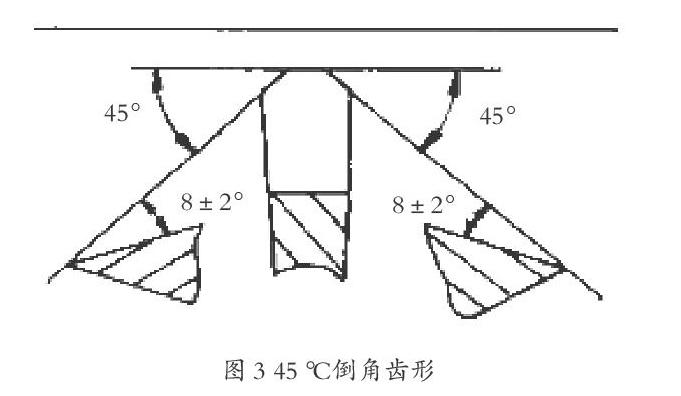
2.2 磨45°偏移量
磨頭與鋸片成45°角下,偏移量為多少保證α0角數(shù)值,要推導α0與αn的關系,α0過(2)計算偏移量。
取一塊長方體,作ABOE平面與EDCO成45°角,∠OBC=90°-φ,將ABOE平面作φ倒角切削平面。過OB作與ABOE成αn角的平面BOFI,為φ倒角后刀面,αn為φ倒角后角,過OE垂直BOFI平面相交OG直線,因EO與GO垂直于BO,故GO與EO角EOG為ABOE與BOFI間的二面角,∠EOG=αn
過OE作⊥CDEO ,BOFI與OH相交,因EO與HO垂直于CO,因此EO與HO角HOE為BOFI與CDEO的夾角,BOFI相對于水平面后角α0。
直角△HGE中
∠EHG=90°-φ,GE=HEsin(90°-φ)=HEcosφ? ? (3)
直角△HEO中,HE=OEtgαn? ? ? ? ? (4)
直角△GEO中,GE=OEtgα0? ? ? ? ? ? (5)
(4)(5)代入(3)得
tgαn=cosΦtgα0 .α0=arctg(tgαn/cosφ) ? (6)
用式(2)計算片移構(gòu)量
2.3 計算實例
鋸片外徑φ1320·αn=8°±2°,φ=45°。求偏移量e
解:α0=arctg(tgαn/cosφ)=arctg(tg8°/cos45°)=11.24°
e=Rsinα0=(1320/2)×sin11.24°=128.66 mm
用此式算α0,再算偏移量,達到45°倒角后角要求,此公式正確。
3 結(jié)語
利用擠壓鑄造工藝,其制件組織與性能接近模鍛件,減少了鑄件中的不足問題。雙重擠壓鑄造有機結(jié)合直接間接擠壓工藝,方案一運行穩(wěn)定性較好。采用桿部反擠頭部正擠復合工藝鋁合金拉桿,最大限度地利用318t油壓機設備能力,模具結(jié)構(gòu)簡單。擠壓力小,產(chǎn)品導電率及強度達到需求標準,采用本工藝生產(chǎn)效率大大提高。
參考文獻
[1]陳娟娟,唐全波,趙建華,等.鋁合金連桿的雙重擠壓鑄造模具設計[J].熱加工工藝,2011,40(3):207-209.
[2]黃英杰.鋁合金拉桿復合擠壓工藝及模具設計[J].制造技術與機床,2009(7):18-19.
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52