航空發(fā)動(dòng)機(jī)精密零件去毛刺技術(shù)研究
2019-10-09 14:47:15張晶韓彬杜靜
中國新技術(shù)新產(chǎn)品 2019年13期
張晶 韓彬 杜靜
摘? 要:航空發(fā)動(dòng)機(jī)精密零件毛刺去除程度影響發(fā)動(dòng)機(jī)的工作性能,相貫孔毛刺去除方法長期困擾生產(chǎn)。簡述了磨粒流、電化學(xué)、磁力等工藝方法去除難加工材料相貫孔毛刺的加工機(jī)理和研究過程,系統(tǒng)分析和驗(yàn)證了采用上述工藝方法去除航空發(fā)動(dòng)機(jī)精密零件相貫孔毛刺的關(guān)鍵和特點(diǎn),為高質(zhì)量、高效率的去除復(fù)雜結(jié)構(gòu)精密零件毛刺提供了多種方法。
關(guān)鍵詞:航空發(fā)動(dòng)機(jī);精密零件;去毛刺;相貫孔
中圖分類號(hào):TG176? ? ? ? ? 文獻(xiàn)標(biāo)志碼:A
0 引言
航空發(fā)動(dòng)機(jī)是飛機(jī)的心臟,素有“皇冠上的明珠”的美譽(yù),發(fā)動(dòng)機(jī)零件以其結(jié)構(gòu)復(fù)雜,材料難加工,加工精度高,工作環(huán)境惡劣而著稱。噴嘴活門類零件作為發(fā)動(dòng)機(jī)的性能構(gòu)件,其加工精度、去毛刺程度直接影響噴油流量和方向,影響燃料燃燒效果,甚至影響發(fā)動(dòng)機(jī)的推力。
近年來,隨著機(jī)械工業(yè)的發(fā)展,高精度數(shù)控機(jī)床已廣泛應(yīng)用于發(fā)動(dòng)機(jī)活門噴嘴零件的制造中,零件的尺寸精度得到了有效的控制,而材料的發(fā)展使零件的加工難度不斷增加,產(chǎn)生的毛刺硬度較高,不易去除,內(nèi)腔去毛刺成了長期困擾生產(chǎn)的技術(shù)難題。
1 去毛刺技術(shù)研究現(xiàn)狀
目前,航空發(fā)動(dòng)機(jī)零件去毛刺技術(shù)已得到較大的發(fā)展,對(duì)于車、加工零件表面的可見邊緣毛刺,可在數(shù)控加工程序末端增加R0.2左右的倒圓程序去除,對(duì)于銑加工及孔加工零件表面的可見邊緣毛刺,可通過編制數(shù)控加工程序及設(shè)計(jì)專用倒圓倒角刀去除,而航空發(fā)動(dòng)機(jī)噴嘴活門類零件有較多相貫孔結(jié)構(gòu),且孔直徑較小,工具難以深入,采用常規(guī)手工去毛刺的方法很難去除。而零件此處多為流道,毛刺如不去除將影響流通性,進(jìn)而影響組件的性能。
2 相貫孔去毛刺技術(shù)研究
2.1 磨粒流去毛刺技術(shù)研究
磨粒流去毛刺技術(shù)是20世紀(jì)70年代發(fā)展起來的一種效率高、適應(yīng)性強(qiáng)的去毛刺方法,原理是采用具有流動(dòng)狀態(tài)的黏性磨料,在壓力作用下往復(fù)運(yùn)動(dòng),擠壓磨削被加工表面,從而將零件內(nèi)表面、內(nèi)部相貫孔及其他無法觸及區(qū)域的毛刺去除以及拋光。采用磨粒流方法加工的表面均勻、完整,批量加工的零件一致性好,具有精確性、穩(wěn)定性和靈活性的特點(diǎn);而且由于磨粒流介質(zhì)的彈性,磨粒在產(chǎn)生磨削作用的同時(shí),還對(duì)加工表面產(chǎn)生擠壓作用,從而可以獲得較高的表面質(zhì)量,有利于提高零件的疲勞性能;同時(shí),采用磨粒流方法去毛刺通用性強(qiáng),不受零件尺寸、材料的限制。
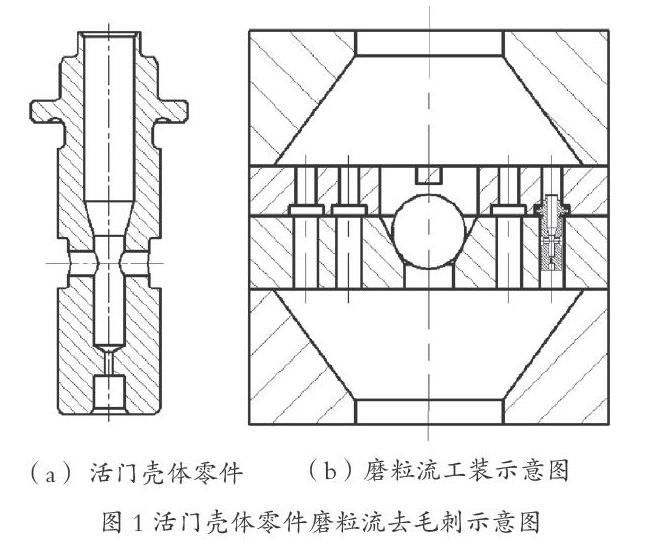
圖1(a)為某型號(hào)發(fā)動(dòng)機(jī)活門殼體零件,由于其內(nèi)腔長期采用手工打磨的方式去毛刺,毛刺去除不凈,且采用目視檢查,內(nèi)腔相貫孔處毛刺無法看清,殘留的毛刺直接影響活門性能的穩(wěn)定性。
磨粒流去除相貫孔毛刺的關(guān)鍵在于設(shè)計(jì)專用夾具,通過合理布局夾具結(jié)構(gòu),將一定數(shù)量零件安裝在夾具上,既能夠提高工作效率也可以保證加工的一致性。圖1(b)為該零件磨粒流去毛刺的工裝示意圖,每次可同時(shí)加工32個(gè)零件。由于設(shè)計(jì)圖要求零件孔的邊緣保持尖邊,如按常規(guī)方法設(shè)計(jì)夾具,使磨料雙向流過零件,則臺(tái)階孔轉(zhuǎn)接處及各孔邊緣將被倒圓。通過設(shè)計(jì)單向閥結(jié)構(gòu),控制了磨料流通路徑,使磨料僅能從上向下的方向流過零件,并根據(jù)零件尺寸與表面粗糙度的要求合理地配制了磨液和磨粒的比例,控制了磨削時(shí)間與循環(huán)次數(shù),達(dá)到了在去除相貫孔毛刺的同時(shí),保持零件孔邊緣尖邊的效果。
2.2 電化學(xué)去毛刺技術(shù)研究
電化學(xué)去毛刺加工是一種用于去除復(fù)雜殼體零件內(nèi)腔孔毛刺、倒圓、拋光的非傳統(tǒng)的工藝方法。基本原理是電極和零件之間有一定間隙(0.1 mm~0.2 mm), 通過電解液導(dǎo)電形成電流, 此時(shí)電極作為陰極, 零件作為陽極。根據(jù)陽極溶解原理, 使加工部位不斷溶解、損耗, 達(dá)到去毛刺加工的目的。
采用電化學(xué)去毛刺的表面粗糙度最高能夠達(dá)到Ra0.1um,普遍能夠達(dá)到原始表面粗糙度的25%;倒圓半徑R為0.03 mm~2.0 mm;加工孔徑最小為φ0.6 mm;加工效率比手工方法提高10倍以上。
采用電化學(xué)方法去毛刺的關(guān)鍵在于確定電極結(jié)構(gòu)和工藝參數(shù),首先根據(jù)零件結(jié)構(gòu)確定放電部位與放電間隙,然后根據(jù)工藝試驗(yàn)確定工藝參數(shù),即電壓和工作時(shí)間,最后固化參數(shù)。其主要工藝路線是配制電解液→加工電極→確定工藝參數(shù)→電化學(xué)去毛刺。
2.3 磁力拋光去毛刺技術(shù)研究
磁力拋光去毛刺技術(shù)是在非導(dǎo)磁性容器內(nèi)放入一定比例的磁性磨料和微小零件的混合物。當(dāng)外部磁場(非導(dǎo)磁性容器)旋轉(zhuǎn)時(shí),磁性磨料隨著外部磁場的旋轉(zhuǎn)而旋轉(zhuǎn),由于磁性磨料和零件的磁導(dǎo)率不同,微小零件和磁性磨料將產(chǎn)生相對(duì)運(yùn)動(dòng),在一定磁場力作用下,磁性磨料會(huì)沿著磁力線方向形成“磁刷”,在零件表面產(chǎn)生一定的碰撞、滾壓和刻劃,從而實(shí)現(xiàn)對(duì)零件的拋光和去毛刺。
分別針對(duì)某型號(hào)發(fā)動(dòng)機(jī)噴口零件和卡圈零件進(jìn)行了磁力拋光去毛刺工藝試驗(yàn)。噴口零件尺寸較小,內(nèi)部為發(fā)動(dòng)機(jī)油路,精度要求高,主要作用是將通過內(nèi)孔的燃油以一定的角度和流量噴出,燃燒后為發(fā)動(dòng)機(jī)持續(xù)運(yùn)轉(zhuǎn)提供動(dòng)力,若殘留毛刺,則會(huì)影響燃油流量和噴油方向;卡圈零件外圓直徑φ4.8 mm,內(nèi)孔直徑φ1.6 mm,經(jīng)線切割形成開口,在發(fā)動(dòng)機(jī)活門組件中起流量調(diào)節(jié)作用,若殘留毛刺,則會(huì)影響裝配質(zhì)量與活門流量。由于上述2種零件尺寸較小,常規(guī)方法無法去除毛刺,因此采用磁力拋光去毛刺設(shè)備進(jìn)行試驗(yàn)。所用磁性磨料為尺寸φ0.5mm×5mm的磨粒,拋光過程中形成了沿容器圓周方向的磁場,拋光時(shí)間為10分鐘,拋光后采用超景深顯微鏡觀察零件,能夠明顯發(fā)現(xiàn)噴口零件內(nèi)孔及卡圈零件開口處毛刺被去除干凈。
3 結(jié)論
1)磨粒流去毛刺技術(shù)已經(jīng)廣泛應(yīng)用于航空、航天、電子、汽車及模具等制造業(yè)中關(guān)鍵零件的去毛刺、拋光及倒圓等。對(duì)于以相貫孔為代表的航空發(fā)動(dòng)機(jī)燃油系統(tǒng),可以針對(duì)磨粒流磨料的流動(dòng)性特點(diǎn)設(shè)計(jì)專用工裝,控制磨料進(jìn)出方向及流量,實(shí)現(xiàn)既能去除孔邊毛刺,又能保持尖邊的功能。
2)電化學(xué)去毛刺技術(shù)的發(fā)展為今后去除復(fù)雜結(jié)構(gòu)零件毛刺提供了又一有效快捷的途徑,采用電化學(xué)方法可以去除深、小相貫孔處毛刺,可以去除電火花加工的方、圓孔內(nèi)氧化色及孔口毛刺。
3)磁力拋光去毛刺技術(shù)能夠有效去除精密零件孔口毛刺,對(duì)于手工拋光無法達(dá)到的表面,通過選用合適的磁場強(qiáng)度和工作時(shí)間,在磁性磨料的作用下,能夠高效率地去除毛刺;對(duì)于與磨粒尺寸相近的微小零件,可以采用粉狀磁性磨料,達(dá)到表面拋光和去除氧化色的效果。
參考文獻(xiàn)
[1]陳曦,劉軍.磨粒流技術(shù)在航天零件相貫孔去毛刺中的應(yīng)用[J].金屬加工(冷),2014(16):30-33.
[2]呂興國,韓冰,陳燕.基于磁力研磨法對(duì)微型槽的精密研磨研究[J].航空制造技術(shù),2016(14):93-96.
