基于錘擊處理的牽引電機定子加工工藝優化
2019-10-12 09:29:48成艷琪鮑泉王梓林粟詩雨文思靜
時代農機 2019年6期
成艷琪,鮑泉,王梓林,粟詩雨,文思靜
(中車株洲電機有限公司,湖南 株洲 412001)
1 引言
在電力機車朝高速、重載的方向不斷發展的大趨勢下,作為電力機車核心動力的牽引電機其裝配精度要求也越來越高,特別是定子和轉子之間的同軸度,直接決定牽引電機的性能[1]。定子止口作為牽引電機電子與端蓋合裝時的定位基準,其加工精度直接影響整個電機定轉子的裝配精度。在牽引電機定子的加工制造過程中,一般會涉及較多的焊接,例如接線盒的焊接,定子鐵心與拉板之間的焊接等。焊接時,在高度集中的熱量瞬間輸入的情況下,焊接過程結束后,焊縫附近會產生較大的殘余應力,電機的定子將產生較大的變形,如果不進行去應力處理將影響后續定子加工的精度[2]。
對于大型零部件且焊接加工較多的情況下,去應力退火是較為簡單、常用的一種減小應力影響的方法,目前在鋼鐵焊接后,去應力退火的效果比較好的溫度大都在500~700℃之間[3],但是在500℃情況下,定子鐵心沖片的絕緣層會受到嚴重的破壞,因此對于定子鐵心不適用。錘擊法去應力處理是一種有效的去除焊殘余應力的方法,能有效減小焊接殘余應力,而且能夠材料被在錘擊后的表面形成壓應力區,因而可以改變零件的應力狀態[4]。本文以某型牽引電機定子加工為例,以對比試驗的方法,對錘擊處理對焊接后定子的車削加工精度的影響進行了研究,為牽引電機定子止口的公差帶設計及焊接后定子的加工提供了依據。
2 試驗方案制定與實施
2.1 方案制定
該型牽引電機的定子在制造過程中涉及的焊接加工較多,但是焊縫較長、焊接后殘余應力影響較大的焊縫主要是拉板與定子鐵心焊接后焊縫以及接線盒與機座焊接后的焊縫,目前的電機定子加工工藝方法是在定子的主體結構焊接完成之后直接進行定子止口的車削加工,如圖1(a)所示。在現有工藝方法下,由于焊接后殘余應力的存在,定子止口在加工后受焊接殘余應力的影響容易產生變形,導致加工后定子止口的尺寸穩定性較差,在最終定轉子合裝時定位基準的精度較低,直接影響電機的性能。為降低定子焊接后的應力,減小定子止口加工后的變形,本論文對現有牽引電機定子加工工藝進行改進,在焊接完成后迅速對焊縫進行錘擊處理,如圖 1(b)所示。

圖1 牽引電機定子加工工藝方案
2.2 試驗的實施
為研究錘擊處理對定子止口車削后尺寸穩定性及最終止口尺寸精度的影響,分別采用現有工藝和改進工藝加工牽引電機定子10臺。兩種工藝方案下除b方案引入錘擊去應力處理,在焊接結束后迅速對焊縫進行去應力處理外,其余加工方法、加工參數完全相同。牽引電機定子傳動端止口和非傳動端止口的位置分別如圖2、圖3所示。
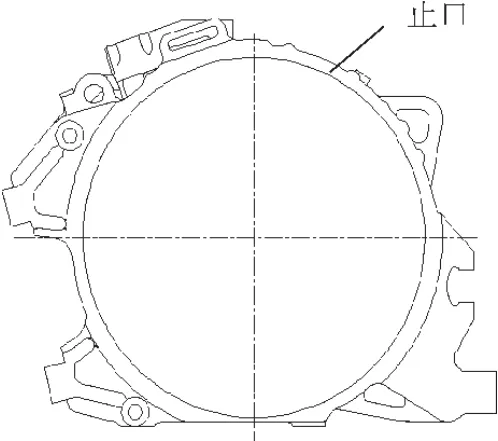
圖2 傳動端止口位置
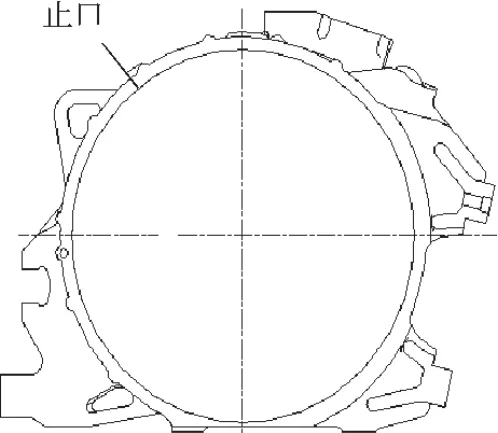
圖3 非傳動端止口位置
2.3 試驗結果
兩種工藝方案下電機定子傳動端止口直徑尺寸以及圓度的平均值分別如表1、表2所示,非傳動端止口的直徑尺寸以及圓度的平均值分別如表3、表4所示。

表1 傳動端止口直徑尺寸變化(圖紙要求790+0.08+0.03mm)

表2 傳動端止口圓度尺寸變化/mm(圖紙要求0.08以內)

表3 非傳動端止口直徑尺寸變化(尺寸要求790+0.08+0.03mm)
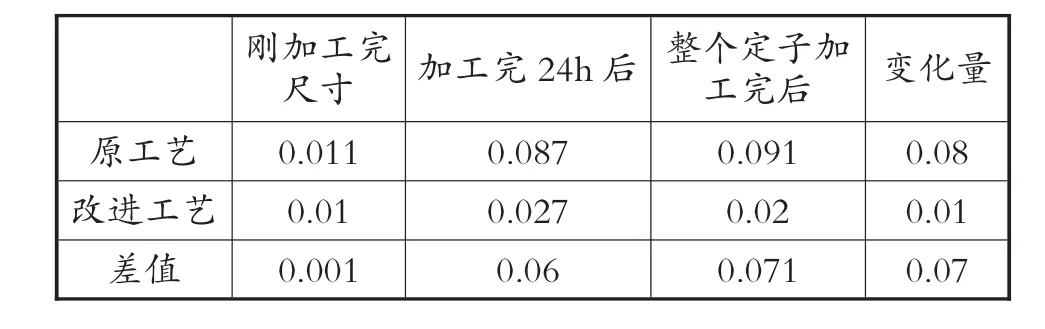
表4 非傳動端止口圓度尺寸變化/mm(圖紙要求0.08以內)
從表1-表4中可以看出,a、b兩種定子加工工藝方案下,電機定子止口在剛加工完后,兩種工藝下尺寸非常接近,這是因為兩種工藝下除b方案增加錘擊處理外,其余加工參數完全一致,剛加工完止口的精度主要由加工參數及機床的精度決定,兩種工藝下加工參數及所用機床均相同,所以兩種工藝方法下剛加工完的尺寸精度基本相同。定子止口在加工完成24h后的直徑尺寸以及圓度大小與整個定子加工完成后止口的尺寸非常接近,最大差值不超過0.01mm。表明定子止口加工24h后,在定子加工過程中產生的殘余應力已經基本得到釋放,尺寸變化不超過0.01mm在電機定子止口允許誤差范圍之類,可以認為定子止口的直徑大小以及圓度基本上已經不再發生變化。
表1-表4中差值為各時間段兩種工藝下止口尺寸相減所得,所以差值的大小直接反映了改進工藝相對原工藝對止口尺寸的影響。兩種工藝下傳動端止口在定子加工完成后直徑的差值為0.045mm,圓度的差值為0.053mm,兩種工藝下非傳動端止口在定子加工完成后直徑的差值為0.035mm,圓度的差值為0.071mm。可以看出,在改進工藝后,圓度也大大降低,傳動端止口、非傳動端止口的加工精度明顯提高。
變化量值的大小反映了止口加工完成后尺寸精度的穩定性。改進工藝后,傳動端止口的直徑變化量由原工藝下的0.058mm下降為0.02mm,圓度由0.069mm下降為0.013mm;非傳動端止口的直徑變化量由原工藝下的0.049mm下降為0.14mm,圓度由0.08mm下降為0.01mm。在改進工藝后,兩端止口尺寸的變化量相對于原工藝有非常明顯的降低。因此在改進工藝下,傳動端止口、非傳動端止口在定子加工完成后的尺寸穩定性明顯提高,有利于定子加工制造過程中止口尺寸的控制。
3 結論
本論文在牽引電機現有定子加工工藝基礎上進行優化,對焊接后的焊縫進行了錘擊去應力處理,測量了兩種工藝下定子兩端止口的直徑以及圓度的變化量,結果表明:
(1)定子止口在加工完成24h后,在加工過程中產生的應力已經基本得到釋放,定子止口的直徑大小以及圓度基本上已經不再發生變化。
(2)在焊接結束后對焊縫進行錘擊去應力處理能夠有效的降低焊接殘余應力,減小定子止口由焊接引起的殘余變形,定子兩端止口加工精度大大提高。
(3)對焊縫進行處理后,止口加工后的尺寸穩定性明顯提高,有利于電機制造過程中尺寸的控制。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
設備管理與維修(2015年12期)2015-04-09 06:57:24
