一種智能收割控制系統的設計與應用
2019-10-12 09:29:50林家平章二平
時代農機 2019年6期
林家平,章二平
(廣西柳工農業機械股份有限公司,廣西 柳州 545007)
甘蔗收割機是一種代替人工收割甘蔗的機器,在國內產糖地區廣西、廣東兩省應用非常廣泛。由于甘蔗收割動作復雜,所以控制功能比較多,目前存在駕駛員操作困難,工作強度大,不利于長期作業,影響機器收割效率。本文針對收割機操作繁雜問題設計了智能收割控制系統,該系統是一種控制收割機按設定參數工作的控制系統。通過預先設定發動機轉速、行走速度、割刀轉速、通道轉速和除雜風機轉速,當按下智能收割按鍵后,控制收割機按設定參數進行收割。該系統采用參數化收割模式,具有操作簡便和智能化作業的效果,采用通道堵塞保護方式,具有保護割刀和提高收割效率的效果。目前研究內容主要集中在參數的設定值和通道堵塞保護方式兩個研究方向上。
1 系統結構組成
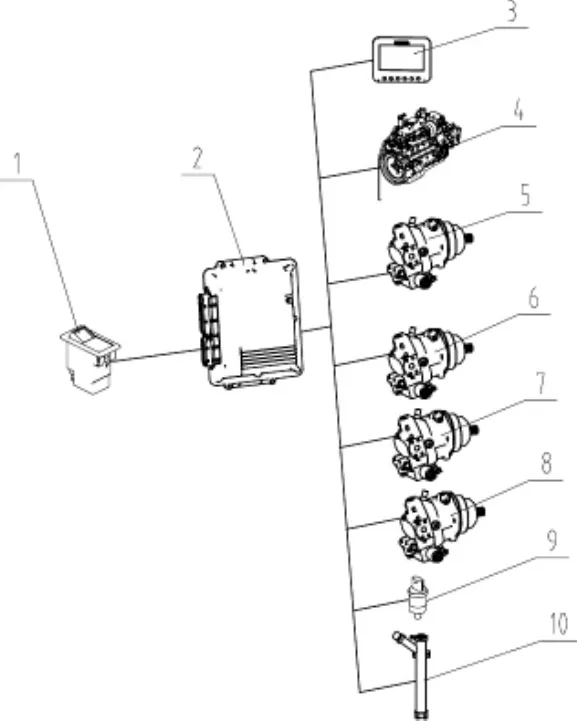
圖1 系統結構組成
智能收割系統包括智能收割按鍵1、控制器2、顯示器3、發動機4、行走電磁閥5、割刀電磁閥6、通道電磁閥7、除雜風機電磁閥8、壓力傳感器9、割臺高度顯示裝置10;其中智能收割開關1與控制器2電性連接,控制器2分別與顯示器3、發動機4、行走電磁閥5、割刀電磁閥6、通道電磁閥7、除雜風機電磁閥8、壓力傳感器9、割臺高度顯示裝置10電性連接。系統結構組成如圖1所示。
2 系統工作原理
該系統顯示器上的智能收割參數設置界面,可以設定發動機轉速、行走電磁閥電流、割刀電磁閥電流、通道電磁閥電流、除雜風機電磁閥電流等參數,控制器輸出設定參數到發動機、行走電磁閥、割刀電磁閥、通道電磁閥、除雜風機電磁閥,當按下智能收割按鍵后,控制收割機按設定參數進行智能收割;當通道堵塞時,根據壓力傳感器和發動機轉速反饋信號,降低行走速度;并根據割臺顯示裝置反饋信號調節割臺高度。工作原理如圖2所示。
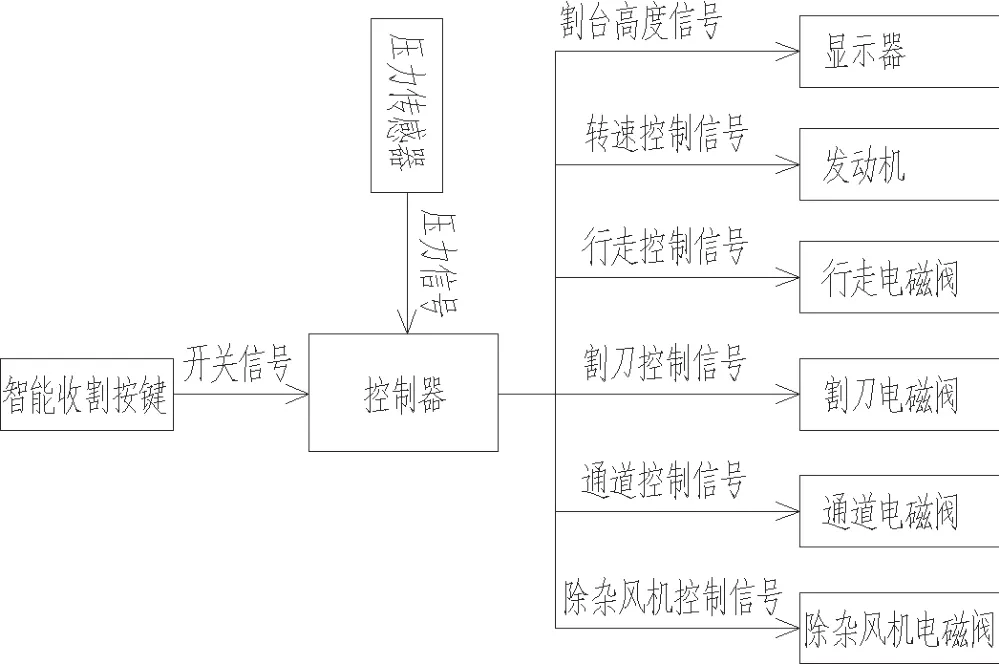
圖2 系統工作原理
該系統中的控制器內置通道防堵塞程序,當通道堵塞時,控制器根據發動機和壓力傳感器反饋的信號,降低行走速度和調節割臺高度。通道防堵塞過程:①只要滿足割刀壓力高、通道壓力高、發動機轉速掉速中任一條件,則降低行走速度;②行走速度降低后,只要滿足割刀壓力高、通道壓力高、割刀轉速低中任一條件,則升高割刀;③當同時滿足割刀壓力正常、割刀轉速正常時,割刀高度恢復設定值;④當同時滿足割刀壓力正常、通道壓力正常、割刀轉速正常、發動機轉速正常時,行走速度恢復設定值;⑤只要滿足割刀壓力高報警、通道壓力高報警、割刀轉速低報警中任一條件時,收割機停止前進;⑥當同時滿足割刀壓力正常、通道壓力正常、割刀轉速正常、發動機轉速正常、行駛手柄回中位時,收割機恢復行駛功能[1]。
3 系統電路結構和工作流程
3.1 系統電路結構
該系統電路由電源電路、中央處理器、A/D輸入電路、PWM輸出電路、CAN總線電路構成。結構如圖3所示。
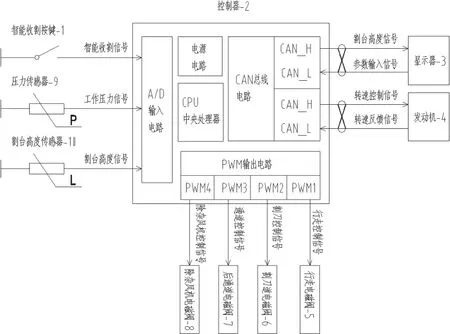
圖3 系統電路結構
3.1.1 電源電路
電源電路是控制器的供電模塊,把整車電源DC24V轉化為+5V、+3.3V,其中+5V為內部組成電路的電源,+3.3V為電源模塊的基準電壓,通過反饋電壓Vf與基準電壓Vcc的比較保證電源穩定輸出。電路如圖4所示。
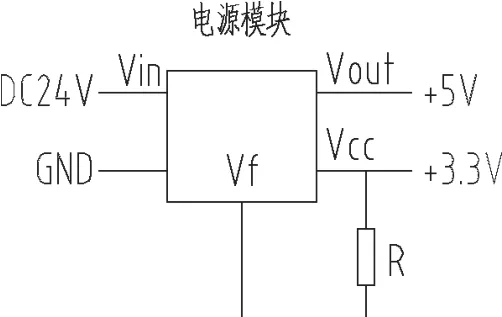
圖4 電源電路
3.1.2 中央處理器
中央處理器(CPU=Central Processing Unit)為控制器的數據運算和存儲模塊,是控制器核心元件。控制器根據輸入參數要求,通過CPU邏輯運算轉化為相應的輸出信號,控制機器的行走速度、通道轉速、割刀高度、除雜風機轉速,實現智能收割控投制。
(1)A/D輸入電路。A/D輸入電路由開關量信號模塊和模擬量信號模塊組成。開關量信號模塊功能是通過設計外圍電容充電檢測電路,把輸入信號轉化為0(0V)或1(24V),這樣中央處理器CPU就能夠識別和運算相關信號。如:當電路中的開關閉合時,充電電容開始充電,當兩端電壓到達24V時,則CPU判斷輸入信號為1;反之,當電路中的開關斷開時,充電電容開始放電,當兩端電壓到達0V時,則CPU判斷輸入信號為0。如果電路中的輸入信號不穩定,一般使用延時計數方法采集信號以濾除干擾。電路如圖5所示。
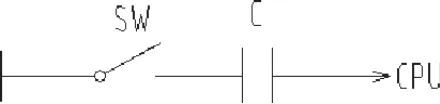
圖5 開關量輸入電路
開關信號電路工作流程如圖6所示。
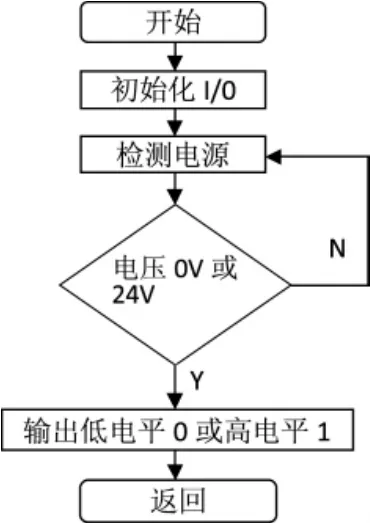
圖6 開關信號工作流程
模擬量信號模塊功能是通過設計+3.3V電壓檢測電路,把輸入的物理量轉化為相應的電信號,這樣中央處理器CPU就能夠識別和運算相關信號。如:割臺高度傳感器是電阻性信號,當接入3.3V電壓檢測電路時,不同的電阻信號轉化對應的電壓信號,CPU根據輸入電量的變化再轉化為高度顯示。電路如圖7所示。模擬信號電路工作流程如圖8所示。
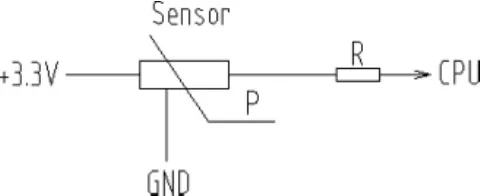
圖7 模擬量輸入電路
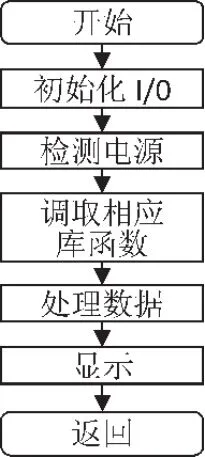
圖8 模擬信號工作流程
(2)PWM輸出電路。PWM輸出電路主要由諧振電路、電壓比較器和功率管構成。CPU控制諧振電路的占空比,占空比為脈沖正周期時間與脈沖整個周期的比例;當占空比大時,輸出電壓高,當占空比小時,輸出電壓小。功率管為開關元件,作用是控制輸出信號的通斷狀態。電壓比較器的作用根據反饋電壓Vf與基準電壓Vss比較結果調節占空比,當Vf>Vss時,降低占空比;當 Vf<Vss時,提高占空比;保證電源的穩定輸出。電路如圖9所示。
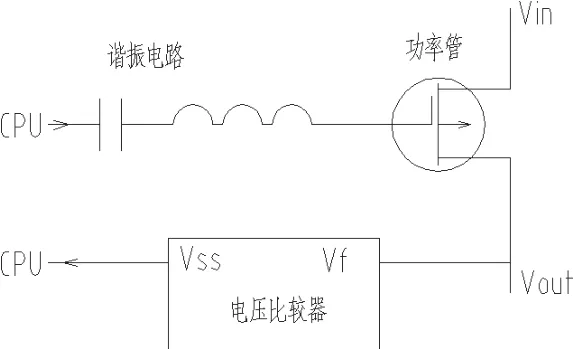
圖9 PWM輸出電路
PWM電路工作流程如圖10所示。
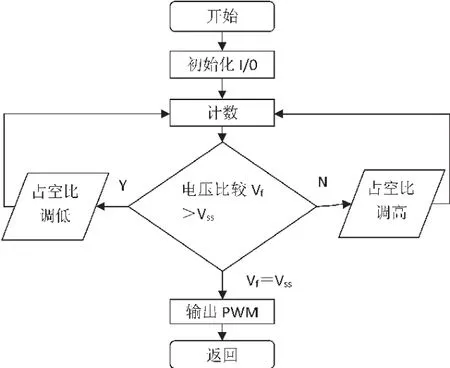
圖10 PWM電路工作流程
(3)CAN總線電路。CAN總線電路由CAN通訊模塊構成,主要作用是數據通信的物理接口。CAN通信線路由CAN_H和CAN_L組成,CAN_H的信號為2.5V-3.5V,CAN_L的信號為1.5V-2.5V;一般使帶屏蔽層的平線雙絞線進行連接,并在首尾安裝終端匹配電阻(120Ω);CAN總線通信按J1939協議進行數據的收發。電路如圖11所示。
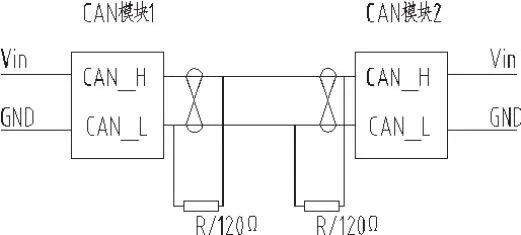
圖11 電路圖
CAN總線電路接收數據工作流程如圖12所示。
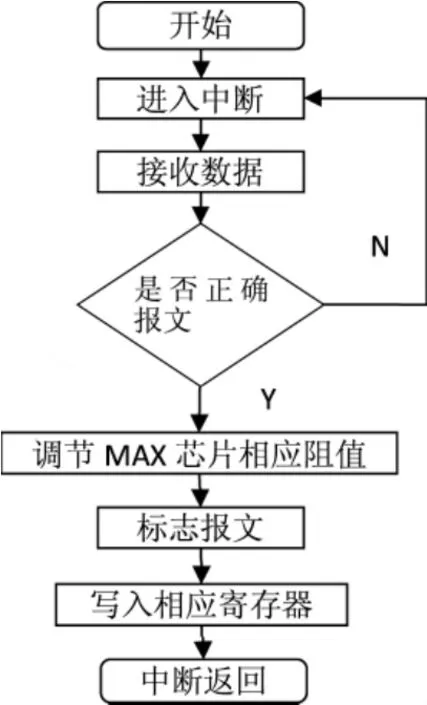
圖12 CAN接收數據流程
CAN總線電路發送數據工作流程如圖13所示。
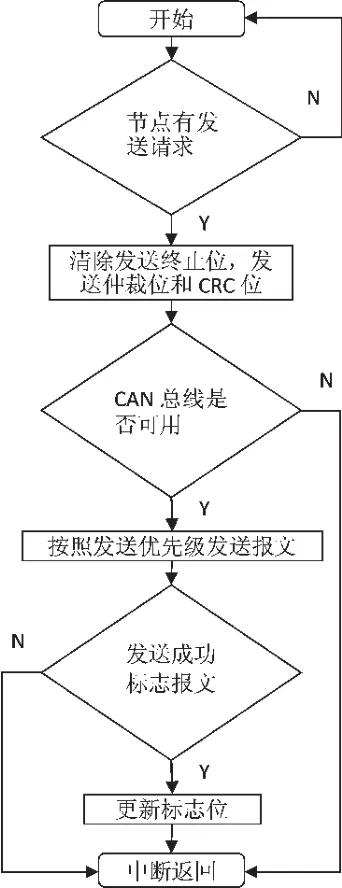
圖13 CAN發送數據流程
4 系統的應用
該智能收割系統已在廣西柳工生產的小型甘蔗收割機上成功運用,實現了一鍵智能收割作業的操作,并驗證了防止通道堵塞的保護功能。
4.1 控制系統布置
控制系統布置如圖14所示。
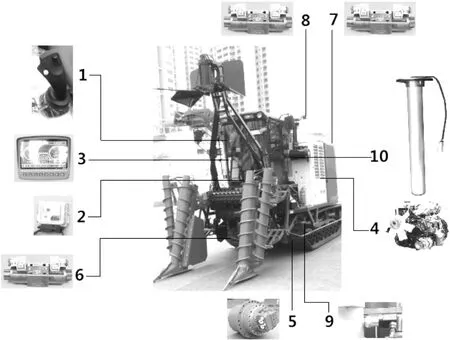
圖14 控制系統布置圖
4.2 顯示器主界面
顯示器是人機交互界面,駕駛員可以通過讀取顯示值了解機器的工作狀態是否符合當前的工況要求,并進行收割參數設置。界面如圖15所示。
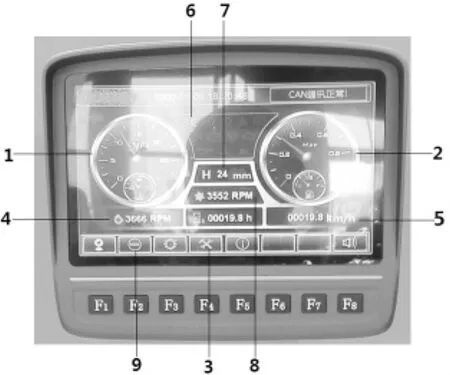
圖15 顯示器主界面
4.2.1 參數設置界面
參數設置界面是機器收割工作參數的輸入窗口,共2個頁面。
頁面1是電磁閥電流設置界面,包括除雜風機轉速、割刀電磁閥電流、通道電磁閥電流、行走電磁閥電流等參數。界面如表1所示。
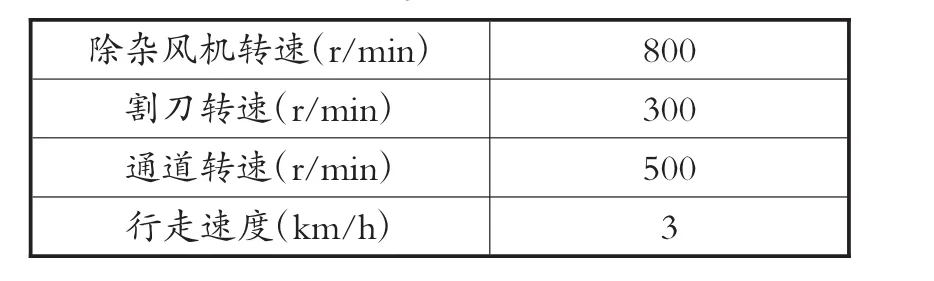
表1 參數設置表
頁面2是壓力報警值、割臺自動調整量、發動機轉速等參數設置界面。界面如表2所示。
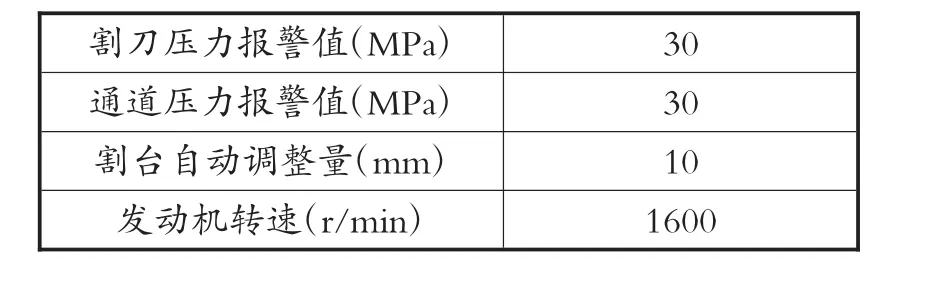
表2 參數設置表
5 結 論
目前智能收割控制系統在實際應用中,一般出現設定發動機轉速過高,造成油耗大;設定行駛速度過快,造成通道堵塞;設定除雜風機轉速低,收割含渣率高等問題。為了彌補這個缺陷,通過反復試驗進行參數的改進,實現發動機油耗低、收割通道通暢、收割干凈的效果。通道堵塞保護控制方式,目前通過降低行走速度和提高割臺高度方式實現;其存在的問題是通道堵塞故障的判斷是否準確。在后續工作中將對出現的問題繼續進行研究。
猜你喜歡
當代陜西(2020年13期)2020-08-24 08:22:02
民用飛機設計與研究(2019年2期)2019-08-05 01:33:40
文苑(2018年23期)2018-12-14 01:06:06
文苑(2018年19期)2018-11-09 01:30:14
文苑(2018年17期)2018-11-09 01:29:26
文苑(2018年21期)2018-11-09 01:22:32
制造技術與機床(2017年5期)2018-01-19 02:49:17
濰坊學院學報(2016年2期)2016-12-01 13:00:11
新聞傳播(2015年11期)2015-07-18 11:15:04
汽車與新動力(2015年1期)2015-02-27 12:11:01
