基于低能耗的銑削參數優化
2019-10-16 08:18:04羅金剛
中國工程機械學報 2019年5期
關鍵詞:優化
鄧 偉,羅 毅,羅金剛
(貴陽學院 機械工程學院,貴州 貴陽 550005)
能源問題一直是國際關注的重點問題,相關研究報告顯示全球近1/3的能耗來源于制造業[1].中國工業領域的能源消耗約占中國能源消耗總量的71%,其中制造業的能源消耗約占整個工業領域能源消耗的81%[2].機床作為制造業中的主要加工設備,機加工過程的切削參數選擇不僅影響到加工成本、質量及加工效率,還會影響到機加工過程的能量消耗.
針對銑削過程中的能耗及參數優化問題,國內外學者做了大量的研究.Rodrigues等[3]提出考慮切削速度和刀具切削角度影響的機床比能耗模型,并分析了切削速度和刀具角度對能耗以及粗糙度的影響規律.Bhushan[4]主要針對特定的加工鋁合金SiC顆粒復合材料的過程,以最低能耗和刀具最大壽命為優化目標,并在數控機床上進行了實驗驗證.Mativenga等[5]以能耗最小目標對切削三要素進行優化,揭示了如何通過減小能源密度和能源成本來降低碳排放,并利用最小能耗準則,顯著地降低了機加工過程中成本、能耗和碳排放.Hanafi等[6]以最低功耗和最優表面質量為優化目標,基于灰色關聯和田口優化方法進行了切削參數優化,得出了切削速度和切削深度是最具影響力的因素.張楚鋒等[7]以能耗和成本作為優化目標函數,采用回歸分析法獲取銑削力參數,最后利用遺傳算法對參數模型進行優化求解.李愛平等[8]以平面端銑削粗、精加工過程為研究對象,構建銑床粗、精加工總能耗模型及總生產率模型,并采用遺傳算法進行參數優化,結果顯示優化后的參數使得粗、精加工總能耗下降了15.04%.
切削加工中,在許用范圍內選用較大的切削參數,能顯著地提高切削效率,減少切削時間,但較大的切削參數也意味著較高的切削功率.若切削參數值取用較小,則切削功率降低,此時所需切削時間較長.上述兩種情況都可能會造成實際切削能耗的增大.本文以銑削加工為研究對象,以實際加工條件作為約束,建立了以能耗和銑削時間為目標的多目標優化模型,采用粒子群算法對多目標優化模型求解,得到了在一定條件下的全局最優銑削參數.
1 多目標優化問題
1.1 多目標優化問題描述
多目標優化問題又稱多屬性、多準則、多指標優化問題.由于多個待優化目標間存在無法比較和沖突的現象,優化其中的一個目標可能導致其他目標變差,即無法使得所有的目標函數同時達到最大(或最小),這使得多目標優化問題的解并不唯一,而是一組對于各優化目標的性能指標都比較滿意的Pareto最優解的集合.多目標優化的核心就是協調各目標函數之間的關系,找出使各目標函數能盡量達到比較大(或比較小)的最優解集.
若某問題有m個待優化目標,每個目標有n個優化變量,則該多目標優化問題可表述為
(1)
式中:f(x)=[f1(x),f2(x),…,fm(x)]為m個目標函數集合;gi(x)≤0為約束條件;x=(x1,x2,…,xn)為n個優化變量的集合.
1.2 前決策優化方法
根據決策方式的不同,多目標優化方法主要分為前決策法和后決策法.前決策法是在優化搜索之前給出決策信息,加權法是其中最具代表性的方法之一.通過對子目標賦予不同的權重值,將多目標優化問題轉化為單目標問題求解,但在權重的選取上,由于多帶有主觀偏好,權重的選取將會直接影響到后面的優化結果.前決策法表述如下:
(2)
式中:wi為第i個目標的權重.
2 銑削過程多目標優化模型的建立
2.1 銑削約束條件
實際加工中,銑削參數的選取往往受到銑削條件的約束,主要包括銑削功率約束、銑削力約束及銑削參數約束.
銑削功率約束指銑削過程中的銑削功率不能超過機床主軸的額定功率,即
(3)
式中:Fc為實際銑削力;vc為銑削速度,m/min;ηp為銑床效率;Pmax為主軸額定功率,kW.
銑削力約束指在銑削過程中所產生的力不能超過主軸的所允許的最大銑削力,否則會導致工藝系統的破壞,降低工件質量,即
(4)
式中:ηc為安全系數;Fc,max為最大銑削力.
銑削參數約束指在銑削加工中的主軸轉速n(r/min)、進給速度vf(mm/min)、銑削寬度ae(mm)及銑削深度ap(mm)不超過銑床的許用范圍,即
(5)
式中:d為刀具直徑,mm.
2.2 多目標函數構建
2.2.1銑削時間函數
工件銑削過程的總時間T主要包括:待機時間tf、空走刀時間tair和實際銑削時間tc,實際銑削時間tc和銑削過程總時間T計算如下:
式中:V為工件待銑削部分材料的體積,mm3.
2.2.2銑削能耗模型
根據機床在機加工過程中的工作狀態,可將機加工過程的能耗分為固定能耗Ef、空載能耗Eair和實際切削能耗Ec.在銑削過程中,機床的照明系統、冷卻風扇、潤滑系統等處于工作狀態,機床的加工狀態對這部分能耗幾乎沒有影響,其功率的大小只與本身的特性有關,決定這部分能耗大小的只有這部分功能單元的工作時間.文獻[9]表明,空載功率和主軸轉速滿足一定的比例關系,即
(8)
式中:系數A,B,C可根據實測數據擬合得到.
空載能耗為
(9)
銑削過程的能耗為
(10)
銑削力Fc為[10]
(11)
式中:af,Z分別為每齒進給量(mm/Z)和銑刀齒數;KFc為加工不同材料時的修正系數;ke,kf,kp,kd為各參數對銑削力的影響程度系數.
2.2.3多目標函數構建
時間與能耗的量綱不同,在構建多目標優化函數時,需先對其進行歸一化處理,再采用上文所提到的先決策法將銑削能耗和銑削時間賦予不同的權重轉化為單目標函數.時間與能耗均屬于成本型指標,多目標函數構建為
(12)
式中:λ1,λ2∈(0,1),且λ1+λ2=1,分別為時間與能耗加權系數;Tmin,Emin分別為單目標優化時的最優值.
3 粒子群優化算法
粒子群優化算法[11](Particle Swarm Optimization,PSO)基于種群中的個體對信息的共享機制,使整個群體在問題決策空間中產生從無規則到有規則的進化過程.在迭代過程中,群體里的每個粒子同時跟蹤自己的歷史最優值與群體歷史最優值來更新自己的位置和速度,當達到迭代終止條件時,群體最優值即為所求問題的最優解:
(13)
式中:xid為第i個粒子在D維空間的位置;vid為對應速度;pid為第i個粒子的最優值;gid為整個群體的歷史最優值;k為迭代次數;w為慣性權重;c1,c2為對自身和對環境的學習因子;rand1和rand2為[0,1]之間的隨機數;ε為速度約束因子.算法詳細步驟見文獻[12].
4 優化實例
待銑削工件材料為HT250,銑刀為4刃硬質合金刀具,刀具直徑d=20 mm,待加工特征為60 mm×60 mm的平面,加工余量取0.5 mm.銑床主軸最大轉速nmax=3 000 r/min,根據文獻[9]所述方法,測量得到機床的待機功率為518.73 W.測量并擬合得到銑床空載功率為
(14)
取目標函數的加權系數λ1=λ2=0.5,為了簡化優化過程,取ap=0.5 mm,待機時間tf=10 s,空走刀時間tair=10 s.初始化粒子群粒子數N=20,最大迭代次數K=50,速度約束因子ε=1,學習因子c1=c2=2,慣性權重w=0.8,取主軸轉速300 r/min≤n≤2 500 r/min,進給速度300 mm/min≤vf≤1 000 mm/min,銑削寬度8 mm≤ae≤16 mm.銑削力計算公式(11)中的相關參數選取如表1所示.

表1 銑削力參數[10]Tab.1 Milling force parameters
當以時間為優化目標時,根據優化結果,實測時間T=36.94 s,能耗為E=39 373.31 J.以能耗為優化目標時,根據優化結果,實測能耗E=35 776.07 J,時間為T=43.61 s.以時間和能耗同時作為優化目標,優化結果如表2所示.

表2 優化結果Tab.2 Optimization results
優化結果對比如表3所示.由表3可知:在該銑削過程中,若以銑削時間較少為目標,則能耗值相對較大.以能耗最低為目標,則銑削時間相對較長.當同時考慮時間和能耗時,結果介于兩者之間.當所考慮的目標重點不同時,所選擇的銑削參數也不相同,選擇較為合理的銑削參數對銑削過程中的節能優化有著重要的影響.
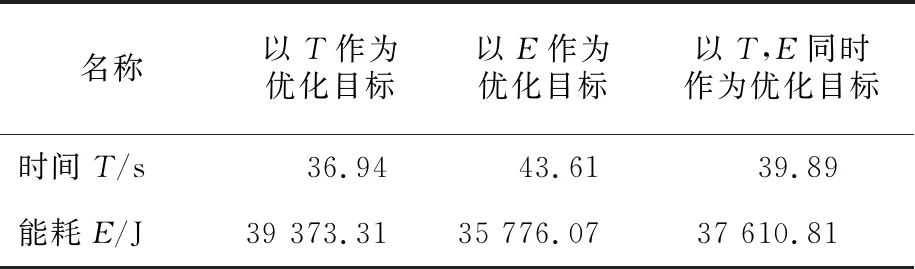
表3 優化結果對比Tab.3 Comparison of optimization results
5 結語
本文就如何使銑削時間和銑削過程中的能耗在約束條件下達到Pareto最優為目的,將銑削過程的能耗分為待機能耗、空載能耗和實際銑削能耗,建立了以銑削時間和銑削能耗為目標的多目標優化模型,以主軸轉速、進給量、銑削寬度為優化變量,并采用前決策法將多目標優化函數轉化為單目標函數,用PSO對該模型進行了求解,得到全局最優變量,為銑削加工的節能優化研究起到了一定的理論指導.但在實際機加工中,一個零件往往需要經過銑削、磨削、鉆削等多工步或多工序,在接下來的研究中,多工序或多工步的研究將會是重點,以便為工藝路線節能優化打好基礎.
猜你喜歡
房地產導刊(2022年5期)2022-06-01 06:20:14
能源工程(2022年1期)2022-03-29 01:06:28
建材發展導向(2021年12期)2021-07-22 08:06:48
建材發展導向(2021年7期)2021-07-16 07:07:52
中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:48
中學生數理化(高中版.高考數學)(2021年12期)2021-03-08 01:28:50
今日農業(2020年16期)2020-12-14 15:04:59
消費導刊(2018年8期)2018-05-25 13:20:08
家庭影院技術(2018年4期)2018-05-09 07:07:41
電子制作(2017年20期)2017-04-26 06:57:45