塑鋼瓦片自動打包機研究
2019-10-17 11:50:10馬昌武黃愛芹段元旭
中國設備工程 2019年19期
馬昌武,黃愛芹,段元旭
(濱州學院 機電工程學院,山東 濱州 256603)
1 研究背景及意義
隨著瓦片需求量的增加,瓦片打包的問題也隨之出現。目前國內有多企業進行過瓦片打包的研制工作,例如,上億有限公司生產了一臺SY-125 半自動棧板打包機,在1992年西安航空發動機公司與臺灣喜鎂工業股有限司公聯合研制成SM—401 型自動打包機。但此類瓦片打包的機器普遍存在造價高、對打包帶要求高等問題,所以還需要不斷研究改進瓦片打包等一系列工作。
近幾年,對于國內外的瓦片打包機的發展情況來說,雖然打包技術上有所成熟、整體系統更加完善,但是成本過高、性價比低,而且不能適應國內小型加工企業的需求,所以,適合國內需求的瓦片打包機還需要一步步不斷改進。
2 設計方案
整臺機器由STM32 單片機控制核心系統,共分為計數、傳動和熱熔三個工作機構,通過電動熱熔法完成瓦片打包過程,這種設計讓瓦片打包更加方便快捷,適用性強。瓦片的計數機構由紅外線發射管、紅外線接收傳感器、紅外線感應計數器等組成,傳動機構由傳送帶、擋板、近距離感應器、步進絲桿以及電動推桿等組成,熱熔機構由加熱片、溫度控制器等組成。加工完成后的瓦片落到傳動系統上,此過程紅外線傳感器對瓦片進行計數,瓦片送到指定打包地點后,通過電動熱熔法(對于不同的打包帶可調節溫度旋鈕將熱熔溫度調節到對應打包帶的熔點)自動完成打包帶的聚帶、黏合、切斷、出帶過程。這種全新的瓦片打包機捆扎瓦片整齊美觀,大大提高了它的實用性。
3 打包機的整體設計
3.1 機器整體結構圖

圖1 整體結構圖
3.2 計數機構設計
瓦片計數機構主要包括紅外線發射管、紅外線接收傳感器、紅外線感應計數器2。當瓦片進入紅外線感應區域后,紅外線發射管發出的紅外線由于瓦片遮擋反射到紅外線接收傳感器上,通過集成線路內的微電腦處理后的信號發給紅外線感應計數器,瓦片每通過紅外線感應區域一次紅外線感應計數器數值就會加1,完成計數的瓦片將會依次落到載物臺上等待下一打包流程。
3.3 傳動機構設計
瓦片傳動機構主要包括傳送帶1、擋板、近距離感應器10、載物臺、步進絲桿7 以及電動推桿3 等,可以實現瓦片在二維空間內任意移動。將步進絲桿通過鉚釘固定在打包機底部,通過步進式電機進行驅動其前后運動;把行程為300MM 的電動推桿通過方形底座與步進絲桿相連接,電動推桿上方有自制的載物臺和擋板,可以承載瓦片,保證瓦片可以穩定運輸。
紅外線感應計數器隨著瓦片經過示數不斷增加,同時L298 模塊控制電動推桿隨之上升或下降來調節接收瓦片的高度,當示數達到一定值以后,紅外線感應計數器通過信號反饋給繼電器從而控制傳送帶停止輸送工作,當步進電機檢測到傳送帶停止工作后緊接著帶動載物臺上的瓦片平穩向前運動,在將要到達輸送終點處會有一個近距離感應器,在一定范圍內當感應到有物體時,感應器會將信號傳送給步進電機的驅動模塊使絲桿停止運動,同時也可以保證瓦片運輸的安全問題。當絲桿停止運動后步進驅動模塊通過集成電路處理后的信號發送給L298 驅動,L298 驅動模塊控制推桿電機下降,將瓦片準確地放置在打包架上等待打包。
3.4 熱熔機構設計
機械手4 抓取打包帶,雙曲柄滑塊11 在減速電機8 的作用下帶動機械手左右運動,當打包帶第一次從瓦片下方經過后,硅橡膠加熱板6 立刻伸出但此時加熱程序并未啟動;在多個舵機5 的相互配合下,機械手繼續向上、向左進行繞繩,當經過硅橡膠加熱板的上方時雙曲柄滑塊停止運動,此時小擋板(與加熱片相互平行)向外伸出,硅橡膠加熱板開始工作稍微熱熔兩打包帶的上下表面,隨后馬上回到原始位置,下方的舵機控制施力塊向上一頂,兩打包帶相互融合在一起;雙曲柄滑塊帶動機械手回到初始位置,打包帶旁邊的切割刀通過上下剪切力將打包帶剪短,最后將打包完成的瓦片運送到指定位置。
熱熔機構中的硅橡膠加熱板可外接數顯溫控器,根據打包帶種類的不同可在短時間內實現0~90℃的調節,大大提高了打包帶的利用效果。
3.5 控制系統
在電路控制方面,首先根據控制系統所需要的主控芯片STM32(ARM Cortex-M3),完成外圍電路的設計、ISP 模塊的設計、電源模塊的設計,繪制出整體電路圖和PCB 板圖,刻成電路板,將相應的電子元件焊接在上面,形成整個控制系統電路板,連接好電路,進行程序調試;利用MSCOMM32 組件設計人機交互界面時,用Port-Helper 設計上下位的串口通信,利用MFC 完成界面外觀及各種組件功能的設計。
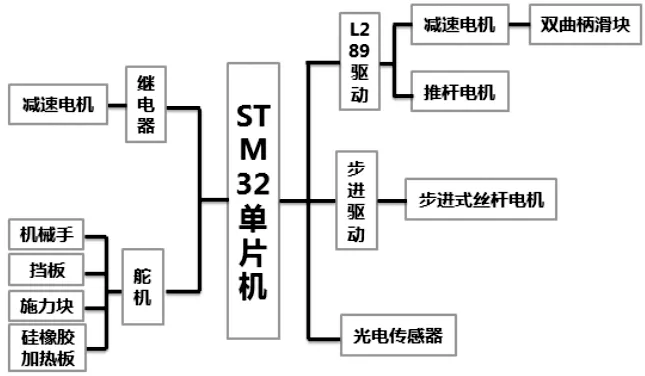
圖2 控制系統圖
4 結語
中國市場出現很多關于瓦片打包的機器,雖然可以實現其基本功能,但是普遍存在體積過大、造價高、適用范圍小等問題。本產品的優勢在于體積小、性價比高,使用溫度可調的熱熔方式固定打包帶,增大產品適應范圍,此方法簡單、快捷、捆扎連續可靠,可用于小型企業。該產品不僅可以縮短打包時間,提高工作效率,節約成本和完善現有裝置的不足之處,還能適應國家的經濟發展,提高工作效率,預計將會有廣闊的市場前景。
猜你喜歡
遼河(2025年7期)2025-07-25 00:00:00
揚子江詩刊(2021年4期)2021-11-11 15:58:35
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
浙江大學學報(理學版)(2020年1期)2020-03-12 05:54:30
揚子江(2019年1期)2019-03-08 02:52:34
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
測繪科學與工程(2014年6期)2014-02-27 07:06:23