矢量位置控制變頻器換刀系統分析
2019-10-17 11:50:10王雷
中國設備工程 2019年19期
王雷
(利勃海爾(中國)有限公司,上海 200120)
加工中心的刀庫換刀系統是加工中心的一個主要特點,而加工中心在實際運轉過程中刀庫系統的故障率是比較高的,根據資料統計,加工中心的故障中,刀庫換刀系統的問題占了60%,因此真正領會編程設計人員的思路,深入分析刀庫系統的選刀換刀過程,熟悉信號與數據的傳遞路徑,是高效快速準確的解決問題的關鍵,也是擺在維修人員面前的一個迫切的問題。MAZAK FF-660 臥式高速加工中心采用FANUC 18IM 數控系統并且以內置FANUC PMC RB6 作為邏輯控制工具,它通過 接受面板控制信號實現機床控制、機床外部開關量檢測、輸出信號控制、伺服使能、報警處理,數據處理,數據通訊等功能實現刀庫選刀與換刀的控制。下面將對此問題進行具體的闡述。
1 刀庫換刀系統硬軟件及執行過程
MAZAK FF-660 加工中心刀庫換刀系統包括的主要硬件有FANUC PMC、矢量位置控制變頻器、刀庫、滑座(又稱中間套)、ATC 換刀臂以及刀庫電機,軟件隨機還刀選刀程序。
1.1 硬件結構
FANUC 數控系統采用FANUC 18I-M 數控系統,它能通過CNC、PMC、MMC 機床外部信號之間的數據通訊實現加工程序與PMC 程序之間的互動、調用與配合,實現選刀、還刀、刀具交換以及信號的交換傳遞。
FANUC PMC 是采用FANUC PMC RB6 型控制器,主要作用是對刀庫換刀動作順序編程,并進行數據的傳輸。最大編程步數達到32000,I/O 點最多分別可以使用1024 個,內部繼電器可使用容量為3200BYTE,計數器200BYTE,計時器300BYTE,保持繼電器50BYTE,數據表8000BYTE,子程序2000 個,它的功能十分強大,可以實現數據的讀、寫、傳遞、搜索、比較、邏輯運算和賦值等。
矢量位置控制變頻器是日本安川電機生產的一種簡易位置控制裝置,與普通的變頻器不同的是,它既有普通變頻器的速度控制又有位置控制,通過速度環控制刀庫轉速,通過位置環控制刀庫位置,而不是在PMC 中進行位置環編程來控制刀庫位置,這就提高了換刀的速度。它能接收FANUC PMC發出來的控制字,也可以同時向PMC 發送狀態字,從而實現了與FANUC PMC 之間的通訊。它能比較PMC 發出的位置指令信號(控制字),和刀庫電機的絕對位置編碼器反饋的當前位置信號,當二者相等時,發出COIN 信號和當前位置信號(狀態字)給PMC,告訴PMC 刀庫已經按照位置指令旋轉到了指定的位置,從而通過控制刀庫旋轉電機的角度,來間接控制刀庫的位置,從控制方式的角度來說是一種半閉環絕對位置控制系統。
刀庫按照刀庫結構分鏈式刀庫和盤式刀庫,刀庫按其容量可分為16、24、32 把刀三種,在同一種刀庫結構類型下,可以通過設定PMC 參數來定義刀庫的最大容量,例如,在MAZAK FF-660 中可以通過設定K1.0、K1.1 和K1.2 三個參數來定義不同的刀庫容量,它們的狀態組合如表1 所示。
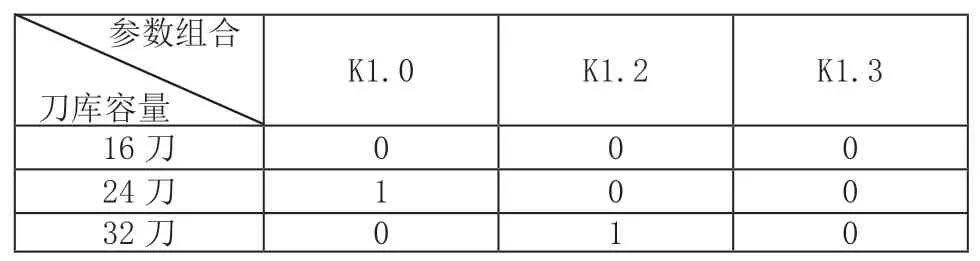
表1
滑座(又稱中間套)是刀庫與ATC 換刀臂之間傳遞刀具的部件,它有一個能伸縮的刀套,通過伸縮實現刀具在其上的裝載和卸載,整個功能由四個動作組合而成,即滑座運動到刀庫側伸縮進行取刀和送刀,滑座運動到ATC 換刀臂側伸縮進行取刀和送刀。這樣就實現了刀具在刀庫與ATC 換刀臂之間的傳遞。
ATC 換刀臂是實現主軸與滑座之間刀具交換的部件,主要由伸縮、旋轉等動作組合而實現刀具的交換,其中刀臂的伸縮由汽缸帶動,機械手的旋轉由變頻器控制,在有刀和無刀時的旋轉速度是不一樣的,這使得換刀動作更加安全、可靠、高效。
刀庫電機:X3000 型飼服電機,帶絕對式光電編碼器。
1.2 隨機還刀選刀程序的執行過程
1.2.1 隨機還刀選刀程序構成
目前加工中心的換刀程序一般都采用隨機還刀選刀程序,只有當它的正常運轉出現問題,而又不能短時間內解決時,才臨時使用固定地址還刀選刀程序。它們之間的切換可以通過改變PMC 參數K8.7 的0 和1 狀態來實現。
為更好地理解隨機還刀選刀程序,首先要說明一下數據表,數據表是在PMC 非易失性存儲器中開辟的一段存儲空間,用來保存大量數據,如刀庫自動轉盤中的刀具號等,數據表中的數據可通過數據搜尋(DSCHB)或數據檢索與傳送(XMOVB)等功能指令來簡單的實現讀寫和檢索。便于PMC 順序程序的尋址和讀寫,即使斷電的情況下也不會丟失其中的內容。
隨機還刀選刀程序的特點是每次主程序執行時都要調用幾個子程序,在子程序中又調用子程序。這幾個子程序分別是P147 自動換刀子程序、P221 搜索數據表子程序、P222 讀數據表子程序、P223 寫數據表子程序、P100 刀庫子程序。
P147 的作用是執行還刀時刀庫刀套號的搜索、選刀時刀庫刀套號的搜索、刀庫的選刀定位、新舊刀號的交換、舊刀號寫入數據表、新刀號從數據表中讀出等功能。
P221 作用是還刀時搜索刀庫中空刀套位置,選刀時搜索新刀號在刀庫中的位置,它的執行是通過搜索數據表完成的。
P222 的作用是將新刀號從數據表中讀出。
P223 的作用是把還回刀庫的舊刀刀號寫入數據表中相應的位置。
P100 的作用是刀庫的旋轉定位,以及讀取新刀刀號。
在調用子程序過程中反復用到以下幾個PMC 功能指令:
(1)DSCHB(二進制數據檢索指令)指令。

它的作用是在數據表中搜索參數規定的檢索數據地址內的數據,如果搜索到該數據,則將該其所在的地址送入檢索結果輸出地址中。
DSCHB 指令在P221 數據搜索子程序中的一個作用是還刀,還刀時搜索0 號刀(空刀)所在的數據表中的地址,即搜索空刀套。如果搜索指令輸出為0 則找到該地址,將該地址傳入刀庫刀套命令,刀庫按照此命令旋轉,將空刀套轉到還刀位置等待滑座還刀。
DSCHB 指令在P221 數據搜索子程序中另一個作用是選刀,選刀時在數據表中搜索指令規定的刀號,如果搜索指令輸出為0 則找到存儲該刀號的地址,將該地址傳入刀庫刀套命令,該刀套號就是刀庫即將旋轉的位置,PMC 將改刀套號傳給變頻器,變頻器旋轉,同時變頻器得到刀庫旋轉電機編碼器反饋回的位置數據,變頻器比較這兩個數據,當兩個數據相等時,發出COIN 信號給PMC 的X0.0 輸入,PMC 得到該輸入信號后,比較先前發出的刀庫位置指令與變頻器的反饋

回的是否一致,如果一致,進入下一個動作。
(2)XMOVB(二進制變址數據傳送指令)指令。
它的作用主要是按照表內號地址中的數據,在數據表中找到相應的地址,并且將I/O 數據存儲地址中的信息寫入該地址中,或者將該地址中的信息讀出到I/O 數據存儲地址中。
XMOVB 指令在P223 寫數據表子程序中的作用是還刀時,將還回刀庫的刀具代碼寫入數據表中的相應的地址中去,即記憶刀具在刀庫中的位置。
XMOVB 指令在P222 讀數據表子程序中的作用是取刀時,從該刀具代碼所在的數據表地址中取出該刀具代碼,即從已經到達取刀位置的刀庫刀套中將刀具代碼讀出來。
除了上面的兩種功能指令外,還有ADDB(二進制加法運算指令)指令、SUBB(二進制減法運算指令)指令、MOVN(傳送任意數目的字節指令)指令、NUMEB(定義二進制常數指令)指令和COMPB(二進制數值大小判別指令)指令等一些我們熟知的指令。
1.2.2 數據表地址內數據置0
隨機還刀選刀的主要特點是向刀庫還回舊刀具時,必須尋找刀庫的空刀套,即在數據表中搜索被預先設置為零的地址。數據表中的地址D1-D32(以32 把刀刀庫為例)是與刀庫上面的刀套號一一對應的,而這些地址內的數據又與刀庫刀套里面刀具號一一對應,這樣只要通過軟件找到數據表中數據為零的地址,就找到了刀庫中沒有刀的空刀套,再通過硬件使刀庫旋轉找到對應的刀套位置,把舊刀放入該空刀套內,這樣將舊刀還回刀庫的過程就完成了。
通常情況下,數據表中地址內數據置0 的過程是自動完成的,即當滑座從刀庫中取新刀后,程序自動將該刀號對應的數據表地址內的數據置為0。當然如果在刀庫實際使用的刀具數量小于刀庫最大容量時,也可以人為將空余不用的數據表D1-D32 中的地址設置為零,如果這樣設置后,這些空閑的刀套就有可能被用到,但是如果從機械磨損的角度來看,還是留下來做備用刀套比較合適。而且這樣設置還將導致整個換刀程序的延長,因為有可能增加了一個刀庫搜索的步驟。圖2 是程序調用分支結構圖。

圖1
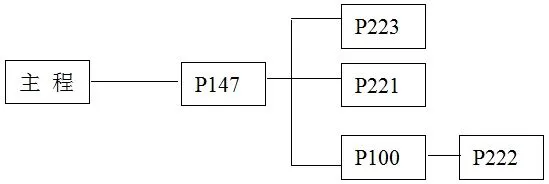
圖2
2 結語
以FANUC PMC 為控制核心的MAZAK 加工中心刀庫自動換刀系統由兩套程序構成,分別為隨機還刀選刀程序和固定地址還刀選刀程序,本文僅介紹了固定地址換刀程序。這兩套程序在系統中的位置是并列的,即當其中的一套程序因為某種故障原因不能正常運行時,為了保證生產的進行,可以通過更改系統參數來應急啟動另外一套程序。在正常情況下一般都采用隨機還刀選刀程序,這是因為它比固定地址還刀選刀程序少了一個工作步驟,節省了加工時間,使效率得到提高。
在熟悉了兩種換刀程序的過程和信號流程后,我們在維修刀庫系統時就可以有目標的檢查硬件軟件,根據外部的各種信息來深入的探索故障發生的內因,這樣就做到了有的放矢,可以提高工作效率。
猜你喜歡
科普童話·神秘大偵探(2023年1期)2023-05-30 12:48:10
防爆電機(2020年3期)2020-11-06 09:07:42
人大建設(2019年12期)2019-05-21 02:55:44
測控技術(2018年5期)2018-12-09 09:04:50
測控技術(2018年5期)2018-12-09 09:04:26
電子測試(2018年18期)2018-11-14 02:30:34
瞭望東方周刊(2017年42期)2017-12-05 18:49:38
電子制作(2017年7期)2017-06-05 09:36:13
環球時報(2017-03-30)2017-03-30 06:44:45
中國衛生(2015年3期)2015-11-19 02:53:32