X80M鋼級螺旋埋弧焊管焊縫沖擊韌性控制措施
2019-10-17 07:06:46孫志剛谷海龍馮偉華王海生鄒志忠
焊管 2019年9期
關(guān)鍵詞:焊縫
孫志剛,谷海龍,馮偉華,王海生,鄒志忠
(1.渤海裝備華油鋼管公司,河北 青縣 062658;2.渤海裝備鋼管設(shè)計研究院,河北 青縣 062658)
世界能源需求的日益增長,加快了石油天然氣的管道運輸,促進了國內(nèi)外石油天然氣管道向高鋼級、大直徑、長距離發(fā)展。在我國建成的西氣東輸二線管道工程中已經(jīng)大量使用X80 管線鋼[1],在 “十三五” 期間規(guī)劃建設(shè)的西四線、新疆煤制氣外輸管道、中亞D 線等工程也將采用X80 鋼級埋弧焊管,可以看出,到目前為止,X80 鋼級已成為我國天然氣輸送管道主要用鋼。
1 焊縫沖擊性能控制的重要性
X80 管線鋼的化學成分設(shè)計一般采取以低碳(或超低碳)-錳-鈮系為基礎(chǔ),再適量添加其他合金元素的方法[2],通過控軋控冷技術(shù)實現(xiàn)以針狀鐵素體為主的組織控制。由于母材組織的細晶化,使得在強度提高的同時仍具有較高的韌性,以保證所要求的止裂韌性。但是這種高強度管線鋼在埋弧焊焊接過程中有個突出問題就是焊縫韌性的下降[3],在管道的運行歷史中,因焊縫韌性不足而導(dǎo)致的斷裂事故時有發(fā)生,只要存在裂紋源,裂紋的擴展總是沿著韌性最差的部位進行,從這一點考慮,總希望焊接接頭的最薄弱部位也要具有足夠的韌性儲備[4]。因此,提高焊縫的韌性水平是管道安全可靠運行的保證,必須有針對性地提出行之有效的焊縫韌化措施。
焊縫金屬組織一般是混合組織,在連續(xù)冷卻過程中,先后發(fā)生高溫轉(zhuǎn)變、中溫轉(zhuǎn)變及低溫轉(zhuǎn)變,不同的轉(zhuǎn)變溫度將形成不同的組織類型和晶粒尺寸,對韌性會帶來不同的影響,焊縫合金含量、含氧量、冷卻速度及焊縫強度水平等都對焊縫的韌性造成一定的影響,另外夾雜物的性質(zhì)、尺寸及分布等也會影響焊縫韌性。但是焊絲中的脫氧元素要有一定的量,以防止焊接電流、電壓變化時引起焊劑熔化量改變而帶來的脫氧效果不穩(wěn)定[5],控制難度較大,同時受螺旋埋弧焊管制造過程限制,焊接熱循環(huán)控制無有效手段,焊縫中夾雜物控制較難實現(xiàn),研究焊縫合金成分及冷卻速度控制對焊接沖擊韌性的影響相對容易實現(xiàn)。
2 合金成分與焊縫沖擊性能關(guān)系
焊縫的形成是一個局部冶金的過程,因而它與管線鋼母材同樣存在合金化問題,不過由于焊縫金屬的化學成分不僅與焊接材料有關(guān),還在很大程度上受到母材稀釋和焊接工藝等多方面因素的影響,這就使焊縫金屬化學成分的控制更為復(fù)雜。合金元素以多種方式影響著焊縫的韌性,細化焊縫晶粒的元素和促進針狀鐵素體形成的元素使焊縫金屬韌化,固溶強化元素和沉淀強化元素使焊縫金屬韌性降低。管體母材的成分一般由鋼廠確定,調(diào)整難度大,所以改善焊縫化學成分比較行之有效的方法就是改變焊接材料化學成分,又因為焊劑中化學元素燒損嚴重,且焊劑提高沖擊韌性的有效方法是提高堿度,提高堿度的方法會帶來焊縫工藝性能變差的不良后果,不太適用于X80 鋼級厚壁螺旋埋弧焊管生產(chǎn),焊絲作為熔敷金屬的主要來源,對于焊接接頭的力學性能有著至關(guān)重要的作用,其在焊接過程中與焊劑所發(fā)生的一系列物理和化學反應(yīng)將直接影響焊縫中合金元素的過渡,進而控制焊接接頭熔敷金屬組織,影響焊接接頭的力學性能[6],所以從焊絲合金成分控制方面入手相對較為容易。
2.1 Ni對焊縫沖擊性能的影響
Ni 是鋼材及焊縫中不可或缺的有益元素,Ni 可使鋼材CCT 曲線 (過冷奧氏體連續(xù)冷卻轉(zhuǎn)變曲線)右移,可以促進針狀鐵素體的形成,使焊縫韌性提高[7]。目前部分鋼廠在生產(chǎn)X80 鋼級卷板時不添加Ni,普通焊絲中Ni 的含量也是微乎其微,針對這一問題,需要在焊絲中添加Ni來提高焊縫韌性。試驗選用3 種不同Ni 含量的焊絲 (編號分別為 1#、2#、3#)進行焊接,并對焊縫進行了沖擊韌性試驗。其化學成分及沖擊韌性試驗結(jié)果見表1。從表1 可以看出,隨著焊絲中Ni 含量的增加,焊縫中Ni 含量隨之增加,焊縫的沖擊韌性也明顯提高。
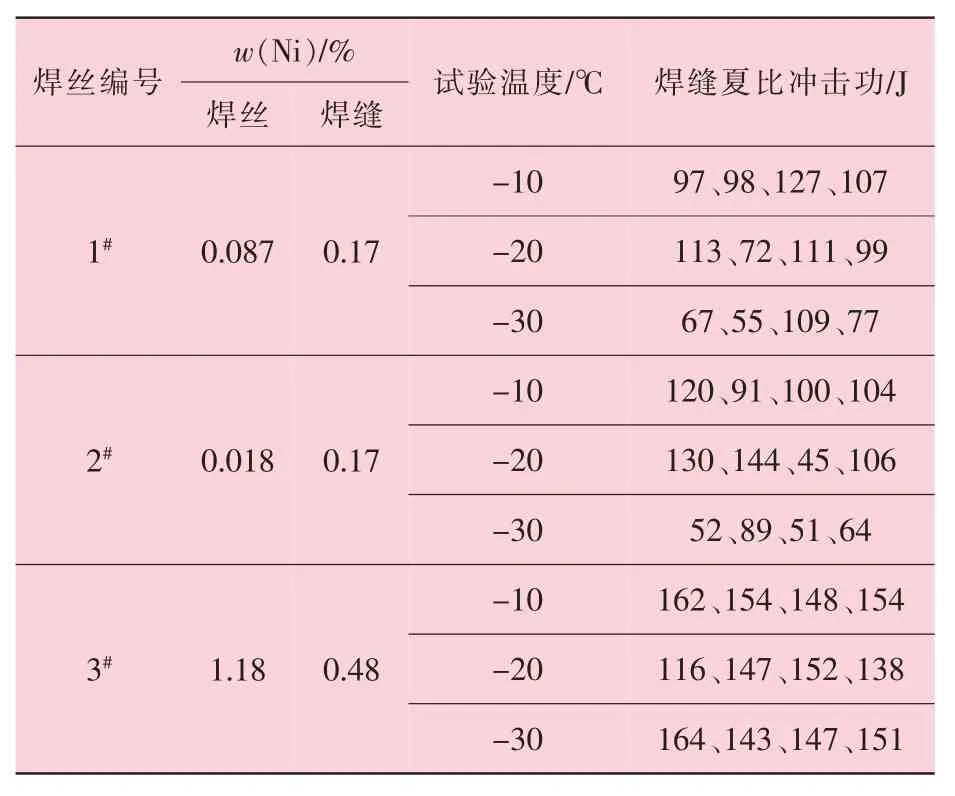
表1 不同Ni 含量時焊縫沖擊韌性對比
通過對沖擊韌性試樣進行掃描電鏡斷口分析,Ni 含量低的焊縫存在部分解理斷裂,而Ni含量高的焊縫絕大部分為韌窩斷裂 (如圖1 所示)。試驗結(jié)果表明,在焊絲中的Ni 可以向焊縫中過渡奧氏體化合金元素Ni,可以增加過冷奧氏體的穩(wěn)定性,促使焊縫粒狀貝氏體組織的轉(zhuǎn)變溫度下降,從而細化其中的 M-A 組元[8]。但同時也要注意,部分文獻指出,當w(Ni)超過4%時,柱狀晶和原奧氏體晶粒都發(fā)生粗化[9],反而不利于焊縫韌性。

圖1 焊縫沖擊韌性試樣斷口形貌
2.2 N對焊縫沖擊性能的影響
對于低合金鋼來說,N 是有害元素之一,它會使鋼的塑性和沖擊韌性降低,且與P 一樣可引起鋼的冷脆,同時N 還會與鋼中的Ti 和Al 等元素形成氮化物夾雜[10],降低焊縫韌性。同時當焊縫金屬中含有一定比例的Ti 時 (通常認為Ti/N=2~3時最佳,且w(Ti)=0.01%~0.02%,w(N)<0.01%才能保證其沖擊韌性),能夠和N 形成高熔點化合物TiN,一方面降低了固溶N 的含量,另一方面TiN 的析出有利于細化組織,提高韌性; 但是當N 含量增加時,Ti 含量的不足使得N 或固溶在基體中,或與V 形成細小共格沉淀相,使焊縫過于強化而降低韌性[11]。
焊縫金屬中N 主要來源于母材、焊絲、焊劑以及焊接過程中空氣的侵入 (焊接線能量越大影響越明顯)等幾個方面。因埋弧焊空氣侵入不可避免,所以要重點關(guān)注母材和焊材中N 的含量。圖2 為焊縫沖擊性能不合格斷口宏觀形貌,從圖2可以看出,斷口無明顯塑性變形且相對平齊,無纖維區(qū)及剪切唇,顯示脆性斷裂特征,整個斷面上未見肉眼可見夾雜物或明顯的放射中心,斷口顏色相對光亮,可以觀察到發(fā)亮的小刻面。
經(jīng)調(diào)查,出現(xiàn)焊縫沖擊性能不合格的各企業(yè)所用卷板廠家、焊劑、試驗溫度均不同,但是焊絲卻為同一廠家提供的同一牌號的焊絲,焊絲及焊縫化學成分見表2。由表2 可見,該焊絲中w(N)=0.043 1%,焊縫中 w(N)=0.011 7%,且焊縫中Ti/N 為1.23。
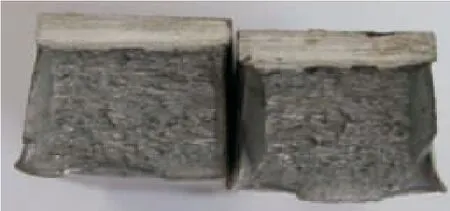
圖2 焊縫沖擊性能不合格斷口宏觀形貌
為了進一步研究N 含量對焊縫性能的影響機理,對焊縫組織進行了金相分析及掃描電鏡分析,分析結(jié)果如圖 3 所示。從圖 3 (a)可以看出,鐵素體尺寸略大,且多邊形鐵素體的比例較大; 從圖 3 (b)可以看出,存在解理臺階及河流花樣,表現(xiàn)為典型的穿晶解理斷裂特征。
通過以上分析可以得出,造成焊縫沖擊性能不合格的主要原因是焊絲中N 含量過高,將焊絲全部更換后未再出現(xiàn)焊縫沖擊不合格。可見,焊縫中N 含量過高,Ti/N 比例不合適是造成焊縫沖擊不合的主要原因。
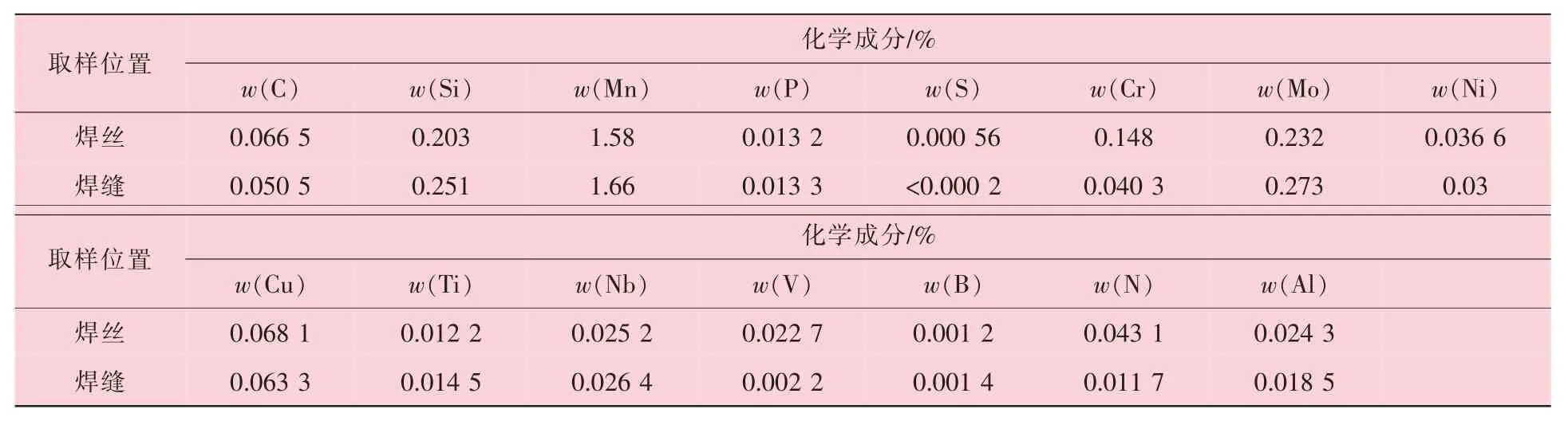
表2 焊絲及焊縫化學成分對比

圖3 焊縫沖擊性能不合格顯微組織照片
3 冷卻速度與焊縫沖擊性能關(guān)系
如前所述,為了得到高韌性的焊縫金屬,必須獲得細小晶粒的焊縫組織,為此就要抑制晶界鐵素體和魏氏組織狀的側(cè)板條鐵素體,增加針狀鐵素體的比例[12]。當化學成分相同時,由于焊接熱輸入、板厚、預(yù)熱及道間溫度等條件的不同,使焊縫的冷卻速度發(fā)生變化,最終也導(dǎo)致微觀組織和力學性能的變化[13]。對于螺旋埋弧焊管制造過程來說,預(yù)熱和后熱較難實現(xiàn),道間溫度與鋼管規(guī)格關(guān)系密切,可調(diào)范圍受限,相對較容易實現(xiàn)的是控制焊接熱輸入。
焊接熱輸入集中反映了焊接電流、電壓和焊接速度的綜合影響,焊接熱輸入是影響焊接熱循環(huán)的重要因素,當母材、焊材及焊接方法一定時,接頭顯微組織與力學性能主要取決于熱輸入[14]。在其他條件相同的情況下,沖擊韌性隨線能量增加而顯著下降,且大線能量下試樣沖擊韌性具有明顯分散性[15]。焊接熱輸入的降低與焊接速度有密不可分的關(guān)系,隨著焊接速度的提升,焊接熱輸入隨之降低。以 X80 鋼級 Φ1 219 mm×22 mm 鋼管為例,焊接速度由1.30 m/min 提升至1.50 m/min,外焊焊接熱輸入可由32 kJ/cm 降低至30 kJ/cm,焊縫沖擊韌性可由142 J 提升至156 J,焊接速度與熱輸入的關(guān)系如圖4 所示,焊接速度與焊縫沖擊功的關(guān)系如圖5 所示。從圖4 和圖5 可以看出,提升焊接速度是降低焊接熱輸入也就是提高焊縫韌性的有效手段。
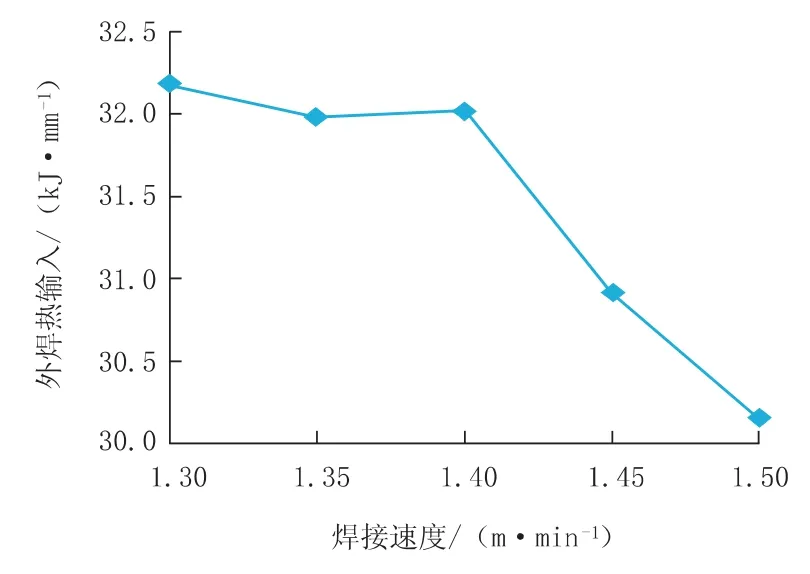
圖4 焊接速度與外焊熱輸入的關(guān)系
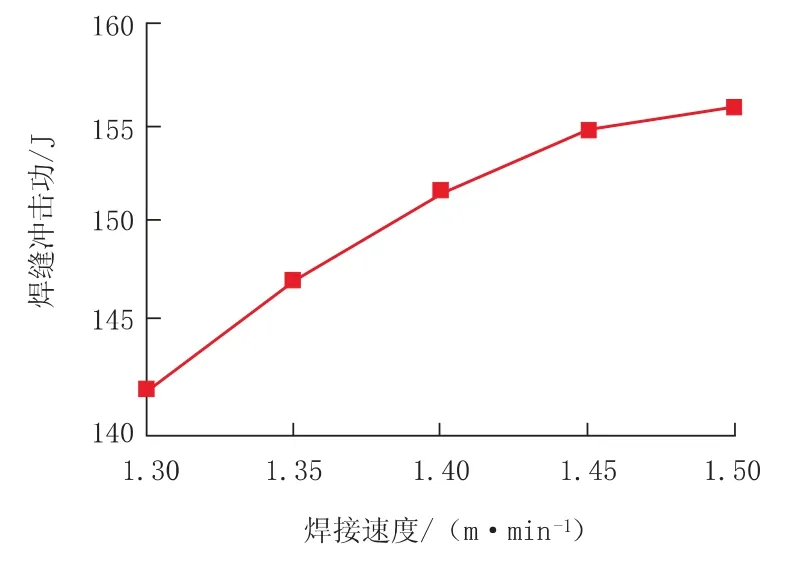
圖5 焊接速度與焊縫沖擊功的關(guān)系
對不同焊接熱輸入下的焊縫金相組織進行觀察,可以看出,隨著焊接速度的提升,焊接熱輸入下降,柱狀晶尺寸也發(fā)生了明顯變化,1.30 m/min 焊接速度下的柱狀晶寬度約為10 μm,而1.50 m/min 焊接速度下的柱狀晶尺寸約為7 μm。不同熱輸入下焊縫金相組織照片如圖6 所示,從6 可以看出,雖然沒有晶界鐵素體的出現(xiàn),都是針狀鐵素體,但是隨著焊接熱輸入的降低,t8/5時間減少,組織逐漸細化,在 1.50 m/min 焊接速度下的焊縫組織中得到很好的體現(xiàn)。所以可以得出:隨著焊接速度的提升,焊接熱輸入降低,焊縫組織逐漸細化,焊縫沖擊韌性逐漸提高。

圖6 不同熱輸入下焊縫金相組織照片
4 結(jié) 論
(1)合金成分控制。在合理范圍內(nèi)增加細化焊縫晶粒和促進形成針狀鐵素體的元素,控制固溶強化和沉淀強化的元素,可有效改善焊縫韌性。
(2)冷卻速度控制。冷卻速度過慢,將在高溫下生成粗大的鐵素體,不能得到均勻的針狀鐵素體,所以合理控制冷卻速度,也是提高焊縫韌性的有效措施。
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術(shù)與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業(yè)技術(shù)學院學報(2017年4期)2017-05-25 13:26:35
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(shù)(2014年4期)2014-10-13 08:30:07