2050精整縱切機組圓盤剪剪刃更換裝置及過程優化
2019-10-18 08:24:58劉睿平景群平賈海亮
重型機械 2019年5期
劉睿平,唐 越,景群平,賈海亮,楊 偉
(1.中國重型機械研究院股份公司,陜西 西安 710032;2.寶山鋼鐵股份公司熱軋廠,上海 寶山 201900)
0 前言
圓盤剪(又稱切邊剪)是大部分熱軋精整工序和冷軋工序的重要設備之一,目的是保證交貨鋼卷或鋼板的寬度精度控制,同時也能切除前工序的帶鋼邊部缺陷。關于圓盤剪和碎邊剪的剪刃更換,由于不同廠商設計的圓盤剪的結構不同,剪刃更換方法也不同。比如國外主流廠家西馬克、喬格等,國內的如西重所等,一般直接更換圓盤剪的刀片本身。而達涅利設計的圓盤剪,剪刃更換時需要將固定圓盤剪刀片的刀盤一起拆除并更換。從剪刃更換效率的角度來講,達涅利的設計使得更換過程較為復雜,安裝精度存在偏差的可能性較大。達涅利公司對剪刃更換的過程也沒有提出本質性的后續改進方案。
1 存在問題
寶鋼2050縱切線圓盤剪設計覆蓋產品板厚1.2 mm至12.7 mm,屈服強度最高1 000 MPa,機組速度最高150 m/min,切邊余量(單邊)最小8 mm。投產以來,圓盤剪的剪刃更換問題始終制約著生產線的穩定生產和產能發揮。一片圓盤剪的更換過程約需115 min。而一般四片刀片同時更換時,總體時間約為5 h。更換過程中的主要問題有:
(1)刀盤的離線解體和組裝應該完全作為外部時間,不應占用刀盤更換的內部時間,但是目前無法實現。主要因為備用刀盤還不具備與在機刀盤互換的條件。備用刀盤配件不全,備用刀盤與在機定位環不配套,備用刀盤上機后的剪刃間隙無法保證等;
(2)一套刀盤重約350 kg,缺少專用的臺架和工具,對其進行解體和組裝較為困難,耗時較長。搬運和作業時易碰傷剪刃且有一定的安全風險;
(3)由于刀盤推力環油嘴位置被液壓螺母覆蓋,所以在刀盤拆卸和安裝時液壓螺母不能在機頭上,此時存在刀盤整體滑出的風險;
(4)刀片儲存時,換下來的刀片需要專用的格欄箱儲存。
2 設備組成及工作原理
本文設計一套合理的專用工裝臺架,使得離線組裝作業更為簡單、可靠、安全。新刀頭在生產線工作時換好并儲存,隨時更替拆下的舊刀頭,拆下的舊刀頭在新設計的裝置上進行更換剪刃,剪刃更換好后再儲存起來留備下次換刀使用,實現圓盤剪刀盤整體快速更換。
2.1 設備組成
圖1為針對寶鋼2050 mm精整縱切機組圓盤剪剪刃更換設計的換刀裝置,其中包括旋轉儲存臺架、刀盤轉鼓儲存臺架、上刀頭更換臺架、下刀頭更換臺架四部分設備組成,其中刀盤旋轉解體臺架由支撐臺架、旋轉臺架、鎖緊拉桿、手輪、安全銷等組成,用于存放拆卸的舊刀頭以及對上下不同刀頭可旋轉至不同更換位置;刀盤轉鼓儲存臺架由支撐臺架、軸、手輪、安全銷、楔形套、蓋板組成,用于臨時存放需要更換的新刀頭組件。使用吊具將新刀頭組件吊出,安裝至圓盤剪上,同時將圓盤剪上另一臺刀頭組件卸下,吊具吊至儲存臺架的空位,安裝蓋板,將刀頭組件固定;上刀頭組件更換臺架由臺架、支撐快、活動墊塊、拉桿、壓緊法蘭及吊環螺釘組成,用于上刀頭組件的剪刃更換;下刀頭組件更換臺架由臺架、支撐塊、墊塊、拉桿、壓緊法蘭及吊環螺釘組成,用于下刀頭組件的剪刃更換。
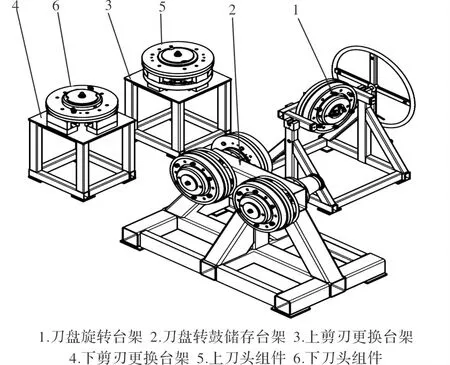
圖1 離線換刀裝置
2.2 工作原理
圓盤剪刀頭組件通過專用吊具,液壓螺母加壓實現刀頭拆卸,拆卸至旋轉臺架上,同時可將儲存臺架上新的刀頭組件吊裝至圓盤剪上,剩余所有更換剪刃步驟可離線進行。整個換刀過程流程如圖2所示。

圖2 剪刃更換流程
旋轉臺架的目的是根據上下、刀頭組件的不同結構,通過旋轉手輪使旋轉軸架轉至不同位置,便于吊裝至剪刃更換臺架,如圖3所示,轉動手輪,將旋轉臺架錐體轉至水平狀態,插入定位銷使手輪不能轉動;松開卡板上的螺栓,移出卡板,轉動2個鎖緊銷手柄,使2個扇形擋板呈縮回狀態,方便刀頭組件套到錐體上;用吊具將刀頭組件套到旋轉臺架錐體上,轉動2個鎖緊銷手柄,使2個扇形擋板呈打開狀態,使刀頭組件固定在錐體上使其不會掉落。裝上卡板,并將卡板上的螺栓固定好;對于上刀頭組件,將刀頭組件旋轉至刀頭組件在下,旋轉架在上的位置,用旋轉架上的吊環螺釘將旋轉架與上刀頭組件一起吊到上刀頭組裝臺架上更換刀片;對于下刀頭組件,將刀頭組件旋轉至刀頭組件在上,旋轉架在下的位置,用下刀頭組件上的吊環螺釘將下刀頭組件吊到下刀頭組裝臺架上更換刀片。
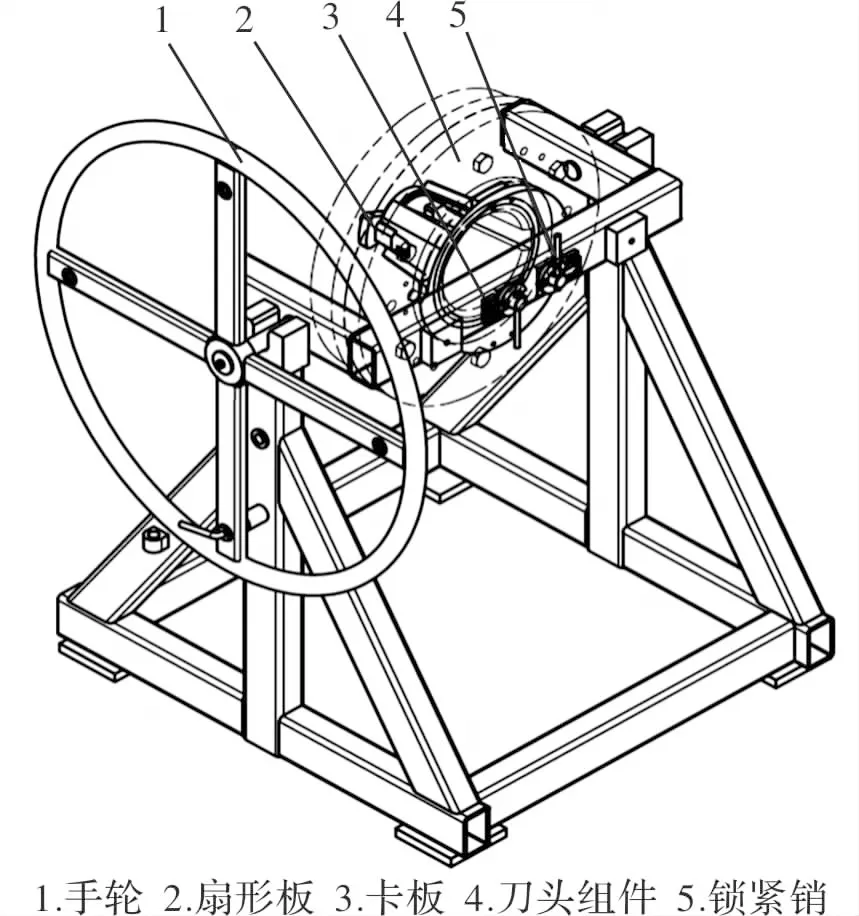
圖3 旋轉臺架基本組成
旋轉臺架旋轉位置固定好后,用專用吊具吊至上剪刃更換臺架或者下剪刃更換臺架上。更換上刀頭組件時旋轉臺架上將刀頭組件旋轉至刀頭組件在下,旋轉架在上的位置,用旋轉架上的吊環螺釘將旋轉架與上刀頭組件一起吊到上刀頭組裝臺架上,旋轉鎖緊銷手柄,將扇形擋板轉至縮回狀態,此時旋轉架和刀頭組件分離,用懸臂吊將旋轉架吊走;松開上刀頭組件的固定螺栓,使膠環與上轉鼓分離,在上刀頭組件鋼襯環上安裝吊環螺釘,將刀頭組件吊起,在刀頭組件和上膠環之間放置尼龍支撐塊,使刀頭組件固定,如圖4所示安裝上刀頭組件解體/組裝臺架上的拉桿,在拉桿上安裝壓緊法蘭、墊片、螺母,擰緊螺母,使壓緊法蘭將上轉鼓向下壓,轉鼓與鋼襯環、剪刃分離;將鋼襯環與舊剪刃吊走,同時安裝新剪刃及鋼襯環,將膠環托起,并安裝固定螺栓,如圖5所示,將上刀頭組件解體/組裝臺架上的拉桿拆掉,將旋轉架吊到組裝好的上刀頭組件上,旋轉鎖緊銷手柄將擋板轉至打開狀態,用懸臂吊將旋轉架與上刀頭組件一起吊走,并放置到旋轉臺架上,轉動旋轉臺架手輪將旋轉臺架旋轉90°,用定位銷固定,在刀頭組件上安裝吊具,將扇形擋板轉至縮回狀態,用吊具將刀頭組件吊至儲存臺架,新的上刀頭組件剪刃更換完成。
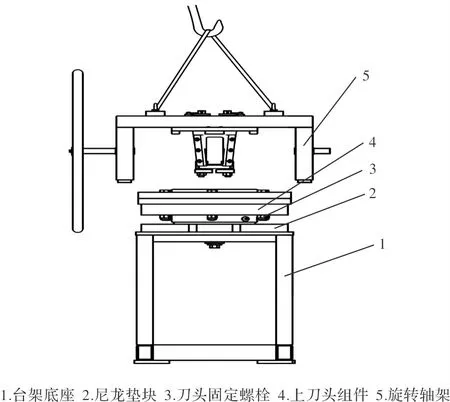
圖4 上刀頭組件放置

圖5 上刀頭組件剪刃更換
更換下剪刃時應將旋轉臺架上將下刀頭組件旋轉至刀頭組件在上,旋轉架在下的位置,使用定位銷將手輪固定,用吊繩鉤住安裝在刀頭組件上的兩個吊環, 轉動鎖緊銷手柄,使扇形卡板處于縮回狀態;將下刀頭組件吊起,放至下刀頭組件組裝臺架上,松開刀頭組件螺母,使螺栓落在墊塊上;安裝壓緊法蘭,擰緊螺母,使壓緊法蘭將下轉鼓向下壓,轉鼓與鋼襯環、剪刃分離;將鋼襯環吊走,舊剪刃吊走,如圖6所示,將支撐塊從墊塊中取出,將新更換的剪刃與襯環,對中放置在刀頭上;安裝刀頭組件的螺栓,擰緊螺母,使刀頭與襯環、剪刃固定好;拆掉螺母和壓緊法蘭,如圖7所示。將旋轉臺架的旋轉架轉至底部,用懸臂吊將下刀頭組件吊至旋轉臺架上,旋轉鎖緊銷手柄,使扇形擋板處于打開狀態,并裝上卡板,擰緊螺釘,將刀頭組件與旋轉架固定;將旋轉架旋轉90°,在刀頭組件上安裝吊具,旋轉鎖緊銷手柄,使扇形擋板處于縮回狀態,用吊具將刀頭組件吊至儲存臺架,新的下刀頭組件剪刃更換完成。

圖6 下刀頭組件放置方式
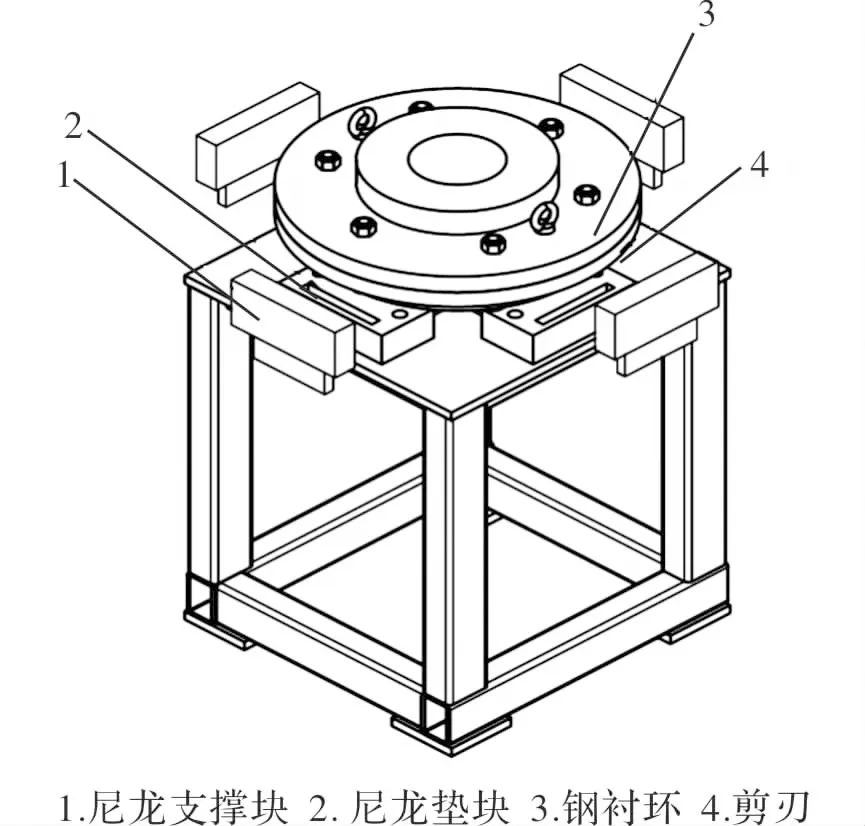
圖7 下刀頭組件剪刃更換
3 應力仿真校核
3.1 旋轉軸架強度校核
由于旋轉臺架轉動過程中,旋轉軸架的銷軸與U型槽游動連接,其在旋轉方向上受轉動扭矩,同時也受到刀頭組件和鋼結構施加的彎矩和剪切力,如圖8所示,因此有必要對銷軸強度進行仿真校核。
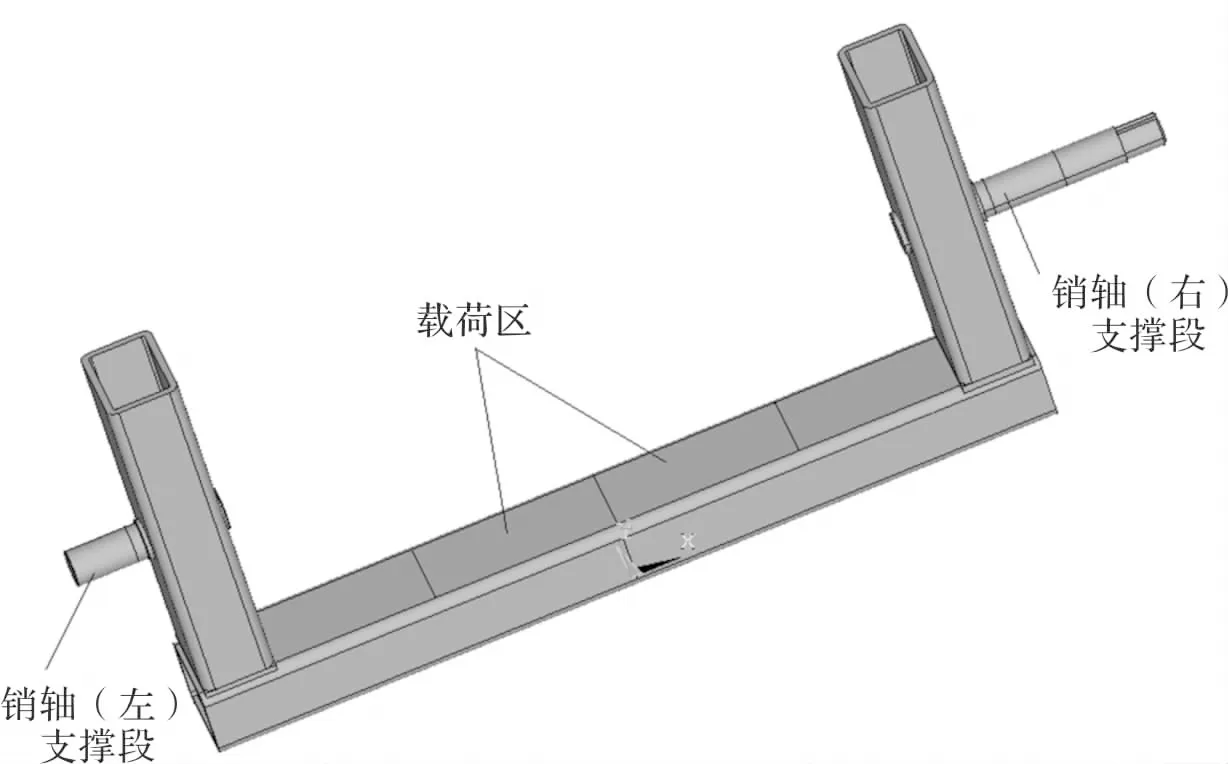
圖8 旋轉臺架銷軸模型
根據實際情況,刀頭組件重約340 kg,旋轉軸架剛結構重約65 kg,材料選用Q235,彈性模量E=210 000 MPa,泊松比μ=0.3。
旋轉臺架銷軸被焊接在U型框架兩側,主結構、載荷及支撐對稱,兩支撐中心相距920 mm, 支撐座寬度70 mm,銷軸直徑35 mm。
分析計算時支撐段處設置接觸面單元,接觸對下方固定約束;載荷區施加向下(負Z向)均布力,合力F1=3.6 kN,計算結果如表1所示(取正負極值或絕對值最大值)。

表1 數據計算結果
有限元分析模型如圖9、圖10所示。
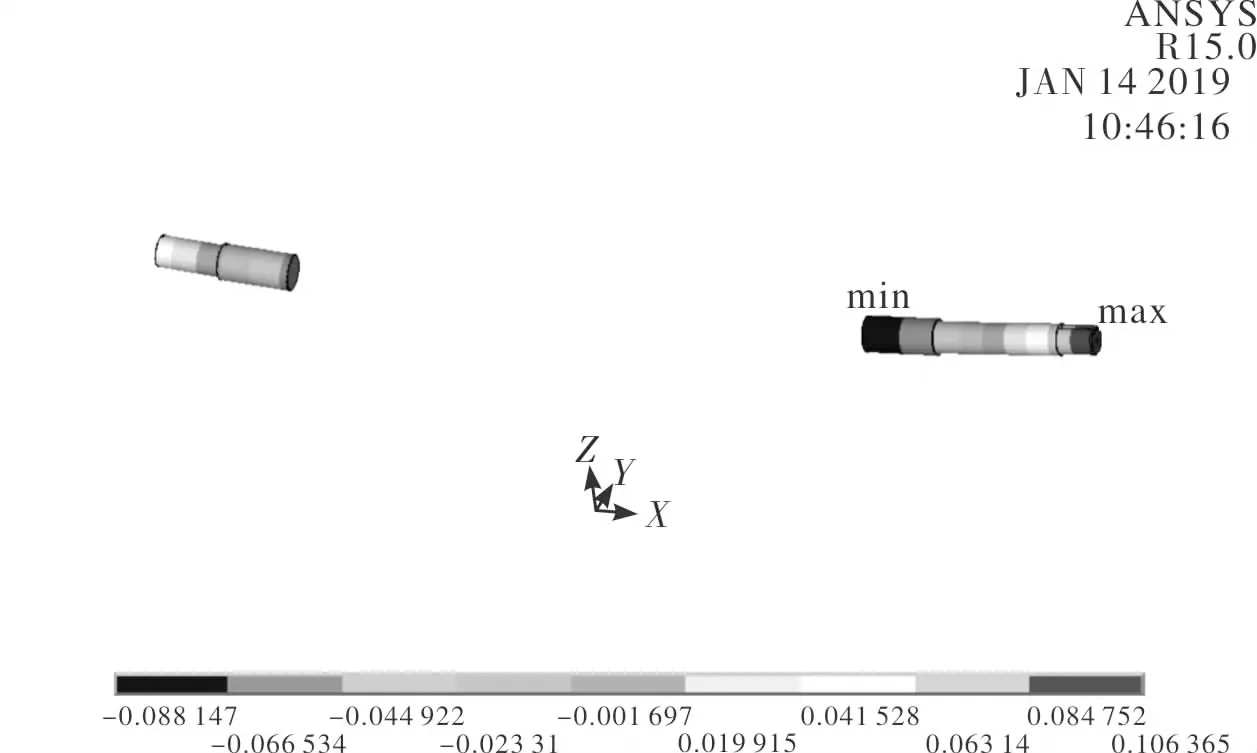
圖9 旋轉臺架銷軸撓度Uz
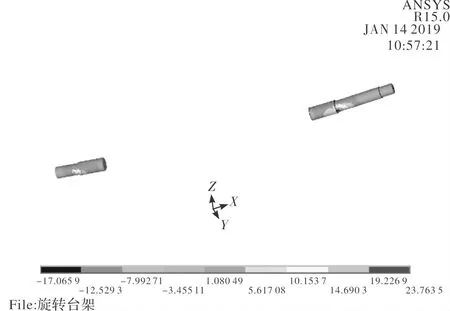
圖10 旋轉臺架銷軸主應力σ1
跟據第四強度校核理論,該旋轉軸架銷軸最大等效應力為28.2 MPa,小于Q235的許用應力[σ]=160 MPa,校核結果符合第四強度的強度條件。
3.2 儲存臺架支撐軸強度校核
儲存臺架用于存放刀頭組件的軸,靜置情況下需要承受兩側刀頭組件所受的彎矩帶來的壓應力,因此需對軸的直徑大小是否合適進行校核,以設計的直徑Ф40 mm進行校核,分析計算時支撐段處設置接觸面單元,接觸對下方固定約束;兩端載荷段施加向下(負Y向)均布力,合力為F=3.4 kN ,如圖11所示。材料40#鋼,彈性模量E=210 000 MPa,泊松比μ=0.3,貯存臺架軸結構對稱,兩支撐中心相距192 mm, 支撐段寬度8 mm。

圖11 軸受力模型
計算結果如表2所示(取正負極值或絕對值最大值)

表2 數據計算結果
有限元分析模型如圖12、圖13所示。

圖12 貯存臺架軸撓度Uy
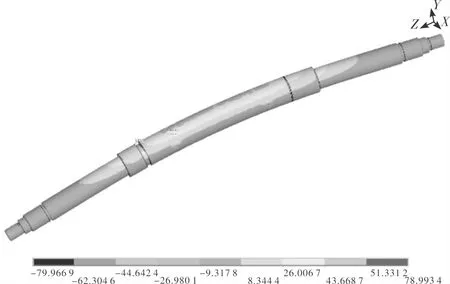
圖13 貯存臺架軸工況1主應力σ1
跟據第四強度校核理論,該軸最大等效應力為106.2 MPa,小于調質40#鋼的許用應力[σ]=190 MPa。校核結果符合第四強度的強度條件,軸直徑Ф40 mm滿足工裝需要。
3.3 旋轉軸架手輪直徑校核
在轉動旋轉臺架時,由于受到軸架及刀頭組件重力產生的扭矩,而操作工人轉動出力大小一定,因此有必要計算并校核手輪直徑大小,方便操作。
如圖14、圖15所示,在實際操作中,存在無刀頭(工況1)和有刀頭(工況2)旋轉的兩種工況。分別測量旋轉軸架中心軸線至兩種工況下軸架的重心位置距離z1=96.187 mm,z2=28.703 mm。
按實際情況刀頭組件重約340 kg,旋轉軸架重約65 kg,根據手冊查得一個工人轉動輸出力范圍5~30 kg,按15 kg計算,并假設手輪半徑為R。
工況1:R×1.5 N=6.5 N×0.0 096 m,R=0.416 m;即在工況1的情況下,手輪直徑應大于832 mm,即可滿足出力條件。
工況2:R×1.5 N=40.5 N×0.0 028m,R=0.075 m,即在工況2條件下,手輪直徑大于150 mm,即可滿足出力 條件。
由工況1校核的手輪直徑遠大于工況2校核的手輪直徑,考慮工人輸出扭矩不變的情況下,若采用工況1直徑,在工況2條件下操作則更為省力。為使工人出力同時滿足無刀頭和有刀頭情況,同時為避免直徑過大對設備產生干涉,經計算得出手輪直徑d=850 mm時,使得操作工轉動輸出力較合適。

圖14 無刀頭組件工況重心位置
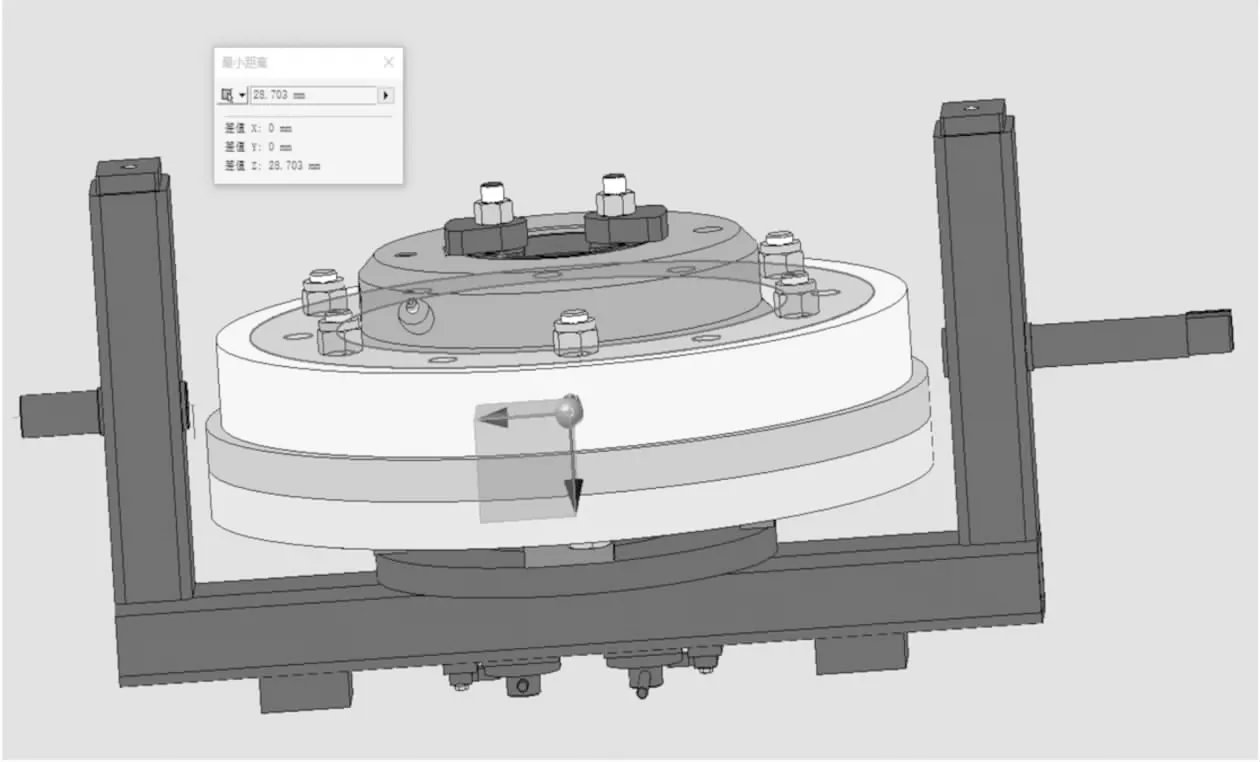
圖15 有刀頭組件工況重心位置
4 結束語
本文對寶鋼2050 mm精整縱切機組圓盤剪剪刃更換裝置進行優化改造,制定了合理的剪刃更換方案,對操作方法做出必要說明,對設備結構強度以及可行性做出分析,使得剪刃可以離線更換。目前該套設備已在寶鋼2050精整縱切機組生產線上投入實驗,使用后效果明顯,用專用吊裝裝置順利拆卸刀頭,同時可以直接存放刀具,更換新刀具,其時間間隔能夠有效利用,極大節省人力及時間。拆刀換刀時間縮短近15 min,離線更換四片剪刃也僅需200 min,說明對圓盤剪換刀裝置的設計優化是成功的,為同類型產品生產線的設計應用提供豐富的經驗。
