熱軋圓盤剪剪刃鈍化及壽命延長技術研究
2019-10-18 08:24:58景群平張亞震劉睿平
重型機械 2019年5期
唐 越,景群平,張亞震,李 偉,劉睿平
(1.寶山鋼鐵股份公司熱軋廠,上海 寶山 201900;2.中國重型機械研究院股份公司,陜西 西安 710032;3.燕山大學冷軋帶鋼設備與技術國家工程研究中心,河北 秦皇島 066004;4.遼寧忠旺集團有限公司設備部,遼寧 遼陽 111003)
0 前言
為了去除邊部減薄的影響,熱軋成品往往需要剪邊處理。圓盤剪作為熱軋產品用于剪邊的主要設備[1-4],對剪邊質量的控制、剪邊的順利進行起著舉足輕重的影響。熱軋帶鋼圓盤剪剪切過程中,剪刃的鈍化則是影響剪切質量的重要因素之一。在剪刃鈍化后,輕則導致剪切困難、能耗增加,重則導致剪切粘邊、毛刺甚至無法剪切,必須更換剪刃[5-8],不但造成產品降級而且影響生產效率,給企業(yè)造成較大的經濟損失。本文研究減輕熱軋帶鋼圓盤剪剪刃的鈍化速率、延長圓盤剪的使用壽命。
1 熱軋帶鋼圓盤剪剪刃鈍化模型
在熱軋帶鋼的剪邊過程中,對于圓盤剪而言,剪切力的大小與刀片的鈍化是互相影響、互相作用的。一方面,刀片鈍化越嚴重、剪切力越大;另一方面,剪切力越大、刀片的鈍化速率也越快。
1.1 不考慮圓盤剪剪刃鈍化的剪切力計算模型
對于熱軋帶鋼圓盤剪剪切過程中的剪切力,在不考慮圓盤剪剪刃鈍化的前提下,根據文獻[9]可以用式(1)來表示
(1)
式中,P為不考慮圓盤剪剪刃鈍化的總剪切力,kN;P1為純剪切力,kN;P2為帶鋼被剪切掉部分的彎曲力,kN;h為帶鋼厚度,mm;σb為帶鋼強度,MPa;α為圓盤剪上下刀片剪切角的一半;δ為圓盤剪刀片厚度,mm;Z1為計算P2的中間系數,與邊絲寬度和厚度有關。
1.2 圓盤剪剪刃鈍化狀態(tài)下的剪切力計算模型
圓盤剪刀片在工作期間剪刃逐漸鈍化,如圖1所示,R為圓盤剪刀片半徑,s0為剪刃原始狀態(tài)下的斜邊長度,st0為s0所對應的橫向長度,sr0為s0所對應的縱向長度,s為剪刃發(fā)生鈍化后的斜邊長度,st為s所對應的橫向長度,sr為s所對應的縱向長度。
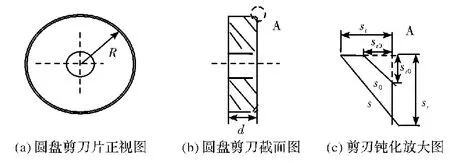
圖1 圓盤剪剪刃鈍化狀態(tài)示意圖
這樣,圓盤剪剪刃鈍化狀態(tài)就可用s的大小來表示,即s越大,則該刀片剪刃鈍化行為越嚴重,所需的剪切力也就越大。考慮圓盤剪剪刃鈍化現象下的剪切力可用式(2)來表示。
(2)
1.3 圓盤剪剪刃鈍化計算模型
圓盤剪剪刃鈍化是一個積累的過程,與剪切帶鋼的厚度、強度、公里數有必然的聯系。除此以外,圓盤剪的間隙量與重疊量等工藝參數的設定直接影響到剪刃與被剪帶鋼的接觸狀態(tài),如圖2所示。間隙量與重疊量的設定值也會影響圓盤剪剪刃的鈍化,且間隙量主要影響剪刃的橫向磨損量,重疊量主要影響剪刃的縱向磨損量。
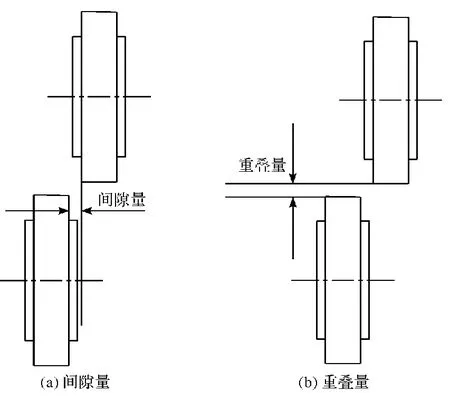
圖2 圓盤剪剪刃間隙
以第i組被剪切的帶鋼為例,建立圓盤剪剪刃鈍化的模型,如式(3)及式(4)所示。
(3)
(4)
在已知每次剪切帶鋼剪刃縱向磨損增量Δsti與剪刃縱向向磨損增量Δsri的前提下,根據勾股定理,則可求得第i組剪切后的剪刃斜邊長度si,如式(5)所示。
(5)
由式(2)至式(4)可以看出,在考慮圓盤剪剪刃鈍化下的剪切力與剪刃鈍化是互相影響的關系,也就是說,剪刃鈍化程度越嚴重,則所需剪切力越大,同時,剪切力越大,則越容易加劇剪刃的鈍化。
2 熱軋帶鋼圓盤剪剪刃鈍化影響因素分析
圓盤剪剪刃鈍化的影響因素有兩方面:被剪帶鋼屬性參數,包括帶鋼厚度、帶鋼強度以及帶鋼長度等;圓盤剪剪切工藝參數,包括間隙量與重疊量等。
2.1 被剪帶鋼屬性參數對剪刃鈍化的影響
在圓盤剪間隙量與重疊量保持不變的前提下,帶鋼厚度與帶鋼強度的大小對剪刃的影響可描述為:剪刃在當前帶鋼厚度與帶鋼強度參數下的單位磨損量;而帶鋼長度對剪刃的影響可描述為:隨著剪切公里數的逐漸增加,剪刃磨損在單位磨損量上的逐漸累積。因此,對于被剪帶鋼屬性參數對剪刃鈍化的影響而言,需分別分析不同帶鋼厚度隨著剪切公里數的逐漸增加對剪刃鈍化的影響,以及不同帶鋼強度隨著剪切公里數的逐漸增加對剪刃鈍化的影響。為此,本文選擇主要典型規(guī)格帶鋼進行研究,其基本參數如表1及表2所示。

表1 帶鋼強度280 MPa時不同厚度帶鋼的規(guī)格參數

表2 帶鋼厚度4 mm時不同帶鋼強度的規(guī)格參數
利用本文所述剪刃鈍化計算模型,設定圓盤剪間隙量為0.6 mm,重疊量為0.4 mm,分別計算在不同厚度與不同強度的典型規(guī)格帶鋼參數下的剪刃磨損量,以剪刃鈍化程度變量s為z坐標,帶鋼厚度(或帶鋼強度)為x坐標,剪切公里數為y坐標,計算結果如圖3與圖4所示。

圖3 帶鋼厚度與磨損量的關系圖4 帶鋼強度與磨損量的關系
由圖3及圖4可以看出,在帶鋼強度一定的前提下,隨著帶鋼厚度的增加,圓盤剪剪刃鈍化現象越為嚴重;同樣的,在帶鋼厚度一定的前提下,隨著帶鋼強度的增加,圓盤剪剪刃鈍化現象也越為嚴重;在帶鋼厚度與帶鋼強度一定的前提下,隨著剪切公里數的逐漸增加,圓盤剪剪刃鈍化程度逐漸增加,且增加的速率呈逐漸下降的規(guī)律。
2.2 圓盤剪剪切工藝參數對剪刃鈍化的影響
圓盤剪間隙量和重疊量對剪刃的壽命也是有決定性影響的。為研究圓盤剪工藝參數對剪刃鈍化的影響,特選擇典型規(guī)格帶鋼,設定相關參數如下:帶鋼厚度4 mm,帶鋼強度300 MPa,剪切公里數10 000 km。利用本文所述剪刃鈍化計算模型,計算帶鋼在不同重疊量與間隙量下的剪刃磨損量。以剪刃磨損量變量s為y坐標,圓盤剪設定的間隙量(或重疊量)為x坐標,計算結果如圖5與圖6所示。
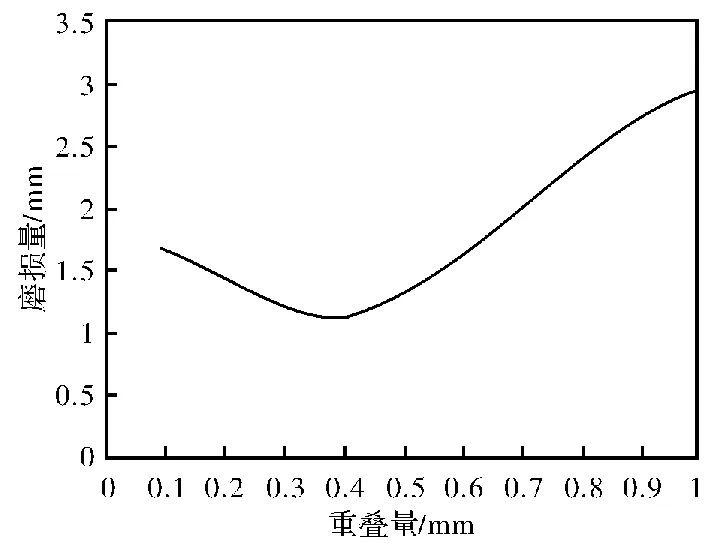
圖5 重疊量與磨損量的關系
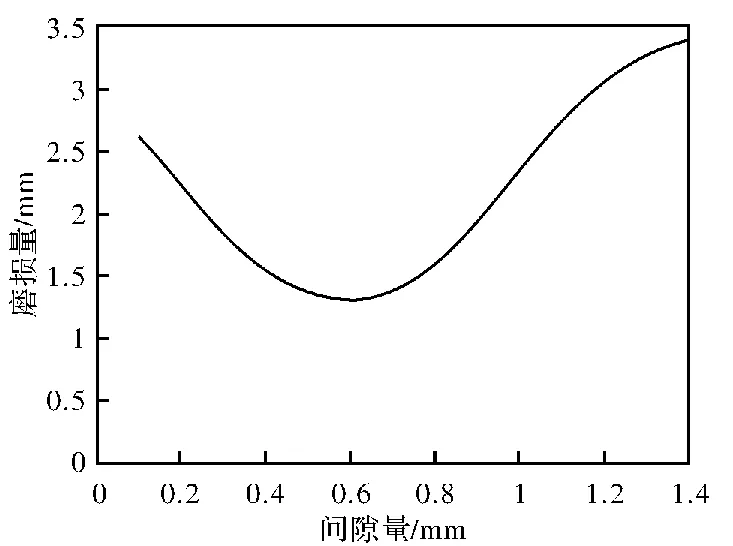
圖6 間隙量與磨損量的關系
由圖5及圖6可以看出,在圓盤剪剪切一定的公里數下,圓盤剪間隙量設定過大和過小時都會造成剪刃磨損量的增加,且鈍化速率隨偏離最佳值越大而增大,偏離較大時,鈍化速率會逐漸趨于平緩;重疊量在設定過大時造成剪刃磨損量增加的現象更為明顯,且鈍化速率隨偏離最佳值增大而增大,而重疊量在設定偏小時對剪刃鈍化的影響相對偏小一點。圓盤剪工藝參數設定不合理勢必會加快刀刃鈍化和磨損,減少剪刃的使用壽命。
圓盤剪的間隙量應根據剪切帶鋼的厚度和強度設定,帶鋼越厚或強度越高,所設定的間隙量應適當增加。但是,如果設定的間隙量過大,不僅造成剪切力建立困難,加大剪切力矩,還使得剪刃與帶鋼間的摩擦力和接觸應力增加[12-14],從而加速剪刃鈍化;設定的間隙量過小時,則被剪切的帶鋼受到剪刃間擠壓產生較大的軸向力會加劇磨損,同時小的間隙量會導致剪刃與材料之間存在較大的接觸應力以及劇烈摩擦,使剪切層增加,而剪切層的增加意味著剪刃與材料直接接觸,增加摩擦,因此間隙量過小也會加大剪刃磨損[15-16]。圓盤剪的重疊量根據帶鋼的厚度有正負之分,主要跟剪切速度和剪切力有關,在其他參數一定的情況下,與剪切力是負相關的關系。但是重疊量并非越大越好,過大的重疊量會增大帶鋼剪切時咬入難度和剪刃與帶鋼接觸面積,從而加劇磨損[17],另外會因摩擦而結瘤,影響剪切質量,發(fā)生崩刃,反而不利于剪刃壽命的延長;重疊量太小時,會造成剪切力太大,剪切力越大,剪刃磨損越嚴重。
3 熱軋帶鋼圓盤剪壽命延長技術的研究
由分析可知各個因素對剪刃的鈍化有不同程度的影響。剪刃的磨損越小,壽命就越長。生產過程中,剪切帶鋼的厚度,強度,長度是不能改變的,若要實現減弱剪刃鈍化現象、延長刀片壽命的目的,就需從圓盤剪的間隙量和重疊量等工藝參數入手,提出相應的優(yōu)化措施。
3.1 優(yōu)化圓盤剪間隙量
圓盤剪的間隙量通常根據帶鋼厚度和材料強度綜合選取。被剪切帶鋼的厚度在3 mm以上時,可按δ=(0.14~0.22)h來計算[18-19],h為帶鋼厚度。對于強度小于450 MPa的低強度鋼,可按小的值選;對于強度不小于450 MPa的高強度鋼[4],可按大的值選,假如剪刃出現輕微的鈍化,應適當將間隙量調小。
3.2 優(yōu)化圓盤剪剪刃重疊量
圓盤剪的重疊量通常根據帶鋼的厚度選取。圓盤剪重疊量如圖7所示。重疊量的選取可按θ=(0.07~0.15)h來計算,h為帶鋼厚度,當帶鋼厚度在4 mm以下時,采取正的重疊量,θ根據帶鋼厚度調整,最大調整在1.4 mm左右;當帶鋼厚度在4 mm以上時,采取負的重疊量,隨著帶鋼厚度的增加,θ呈線性減小[20],當剪刃發(fā)生輕微鈍化時,可以適當的將θ調小。
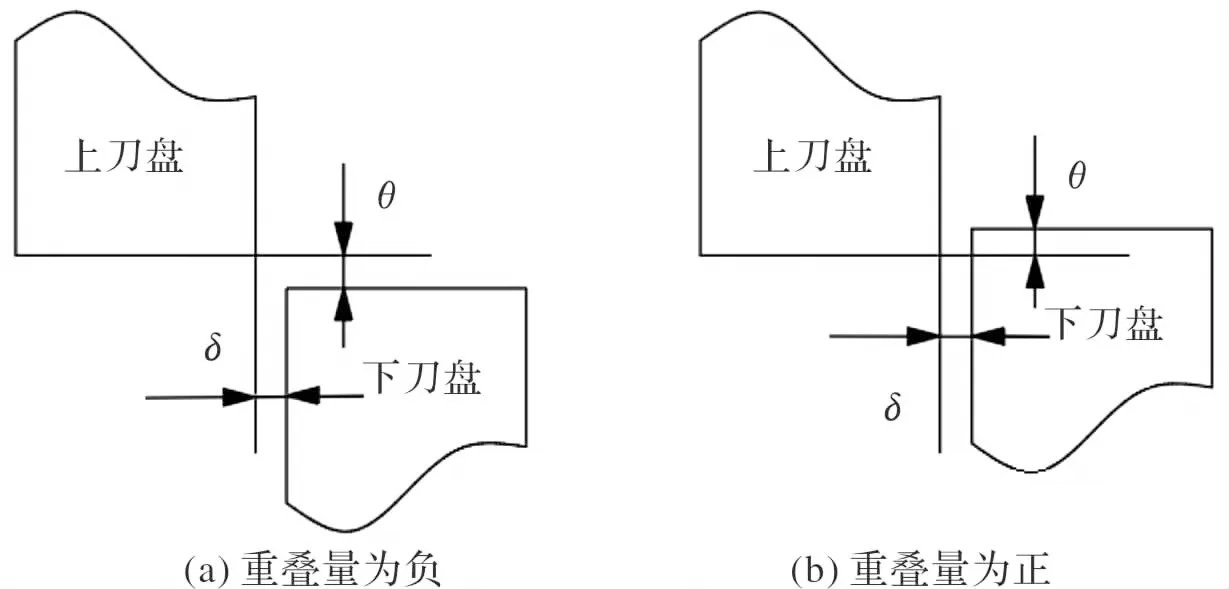
圖7 圓盤剪重疊量示意圖
3.3 以工藝參數為優(yōu)化變量,延長刀刃壽命
在確定圓盤剪間隙量優(yōu)化準則與圓盤剪重疊量優(yōu)化準則的前提下,考慮到圓盤剪在工作期間是連續(xù)作業(yè)的,其間隙量與重疊量一般根據剪切帶鋼的厚度和強度設定,不會經常改變[21]。為此,為了延長刀片壽命,以間隙量、重疊量為優(yōu)化變量,以刀片在服役期間內整體刀刃鈍化狀態(tài)s最小為目標建立目標函數,如式(6)所示。
(6)
式中,m為刀片服役期間所剪切的總帶鋼數,且i=1,2,3,…,m。
這樣,熱軋帶鋼圓盤剪刀片壽命延長的問題就轉化為:尋找一組最優(yōu)的間隙量與重疊量X=(θ,δ),使得目標函數G(X)最小,通過Powell法即可快速得到結果,從而達到延長圓盤剪刀片壽命的目的。與此同時,給出剪刃以達極限的臨界值S*,在保證G(X) 某鋼鐵企業(yè)熱軋帶鋼圓盤剪投產之初,圓盤剪剪切過程中剪刃鈍化問題較為嚴重,換刀次數非常頻繁。采用本文所述相關技術對該圓盤剪的相關使用工藝進行優(yōu)化,優(yōu)化后剪刃鈍化速率有了較大幅度的降低,根據現場半年的跟蹤統(tǒng)計,換刀次數降低了35.6%,不但降低了圓盤剪刀片使用成本,而且減少了換刀時間、提高了生產效率,給機組帶來了較大的經濟效益。 (1)在充分考慮到熱軋帶鋼圓盤剪的設備與工藝特點、建立了圓盤剪剪切力計算模型的基礎上,提出了一套適合于熱軋帶鋼剪邊過程的圓盤剪剪刃鈍化計算模型; (2)隨著帶鋼厚度的增加,圓盤剪剪刃鈍化現象越為嚴重;隨著帶鋼強度的增加,圓盤剪剪刃鈍化現象也越為嚴重;隨著剪切公里數的逐漸增加,圓盤剪剪刃鈍化程度逐漸增加,且增加的速率呈逐漸下降的規(guī)律; (3)圓盤剪間隙量設定過大和過小時都會造成剪刃磨損量的增加,且鈍化速率隨偏離正常值越大會增大;重疊量主設定過大時會造成剪刃磨損量的增加,且鈍化速率隨偏離正常值越大會先增大后趨于平緩; (4)以磨損量最小為目標函數,建立了一套適合于熱軋帶鋼圓盤剪以降低鈍化速率、延長剪刃壽命為目標的剪切工藝參數綜合優(yōu)化技術,并將其應用到生產實踐,取得了良好的使用效果。3.4 壽命延長技術的現場應用
4 結論
