板坯連鑄機扇形段框架結構對輥縫偏差的影響
2019-10-18 08:25:02夏春祥徐李軍時朋召
重型機械 2019年5期
黃 華,夏春祥,徐李軍,時朋召
(1.鋼鐵研究總院連鑄技術國家工程研究中心,北京 100081;2.唐山燕山鋼鐵有限公司,河北 遷安 064403)
0 前言
在連鑄坯凝固過程中產生的中心偏析和中心疏松將引起鋼材的一系列質量問題。對于高碳線材,中心偏析和疏松將導致拉拔性能降低,拉斷率增大;對于天然氣輸送管線鋼,氫擴散到偏析、疏松處,產生裂紋并擴展,最終導致管子破裂;對于海洋鉆探等結構鋼,中心疏松、偏析會降低其焊接性能,不宜焊接,甚至開裂等[1-4]。目前,在連鑄坯生產過程中輕壓下技術是解決該缺陷最直接、最有效、最經濟的措施,輕壓下尤其是動態輕壓下技術,為了達到精準的輥縫控制,對設備和控制技術提出較高的要求[5-7]。本文著重對不同扇形段框架液壓缸夾緊形式進行探討,并結合韓國POWER MnC輥縫儀在山東某鋼鐵廠的3臺板坯連鑄機、河北某鋼鐵廠的1臺板坯連鑄機測量的數據,對比分析不同扇形段框架夾緊形式下的輥縫偏差產生原因,并為不同的裝備條件采取合理有效的輕壓下參數提供依據。
1 中心偏析與中心疏松
在鋼水凝固過程中,溶質元素在固-液兩相間再分配,柱狀晶使未凝固溶質元素富集,而鼓肚和凝固末端凝固收縮使鑄坯中心產生強大抽吸力。根據“小鋼錠理論”,如圖1a所示,上部鋼水受晶橋阻隔不能對下部凝固收縮進行補充,枝晶間富集溶質向中心流動形成中心偏析,鼓肚量小于凝固末端收縮量產生中心疏松。因此,中心偏析與中心疏松主要起因于凝固末端兩相區凝固收縮[8]。如圖1b所示,輕壓下技術是通過在連鑄坯液芯末端附近施加壓力產生一定的壓下量來補償鑄坯的凝固收縮量,消除或減少鑄坯收縮形成的內部空隙,并促進液芯中心富集的溶質元素鋼液沿拉坯方向反向流動,達到改善中心疏松和中心偏析的目的[9-11]。
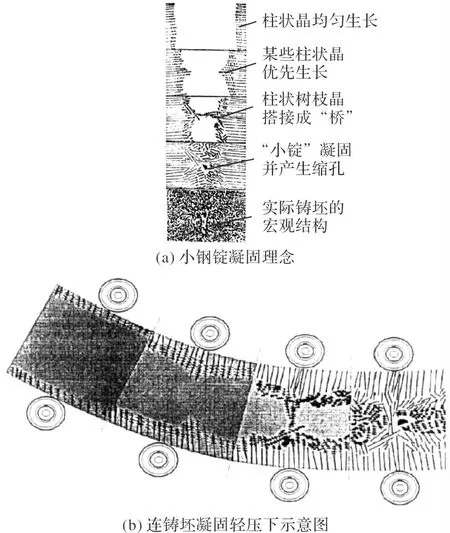
圖1 小鋼錠凝固理論與連鑄坯凝固輕壓下示意圖
2 不同扇形段框架液壓缸夾緊形式與輥縫偏差
本文對導板式、SMART導柱式、Optimum連桿導柱式、CyberLink導柱式扇形段液壓缸夾緊形式和現場應用的實際輥縫偏差進行了分析。輥縫測量采用韓國POWER MnC輥縫儀,其輥縫傳感器使用線性位移傳感器為檢測元件,輥縫的定義為內弧至外弧導輥之間的最小距離。輥縫傳感器在整個連鑄機扇形段區域內對鑄坯寬度方向的6~7個點進行輥縫檢測,在傳感器通過導輥時,所有傳感器都將同時進行信號檢測;如果導輥處于良好工作狀態,所有傳感器測量得到的數值應該相同。
2.1 導板式液壓夾緊扇形段
導板式液壓夾緊扇形段如圖2所示,其框架夾緊與輥縫調整裝置主要是由夾緊液壓缸、輥縫調整裝置、油缸缸頭、上下鉸接軸、連接連桿等部分構成。夾緊液壓缸的缸頭通過上鉸接軸與連桿鉸接,連桿通過下鉸接軸與下框架鉸接。當夾緊液壓缸活塞桿伸出時,整個上框架包括自由輥和活動梁上的驅動輥同時抬起,使輥縫增大;當夾緊液壓缸活塞桿縮回時輥縫減小[12-13]。
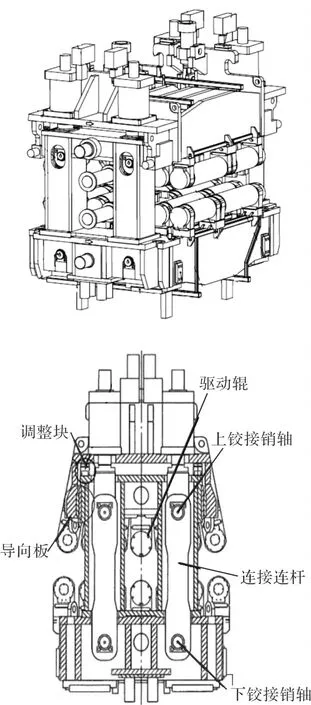
圖2 導板式扇形段示意圖
目前德國西馬克-德馬格(SMS-Demag)公司、國內某研究院采用該種扇形段液壓夾緊形式,該形式由于連桿兩端采用鉸接方式連接,在實現扇形段輥縫調節過程中可降低作用在液壓缸上的徑向力,扇形段上框架能夠完成直線與轉動的復合運動,滿足連鑄機鑄軋所要求的大錐度輥縫。
河北某鋼鐵廠6#直弧形板坯連鑄機為國內某研究院設計,鑄機1機2流,基本半徑9.5 m,板坯規格為230 mm×(700~1550) mm,連鑄機最大工作拉速1.6 m/ min;直弧段共17對3分節輥,1~13扇形段為7對2分節輥,結構為導板式液壓夾緊形式。從圖3輥縫儀測得數據可以看出,直弧段為離線對弧與輥縫標定,輥縫在目標±0.5 mm范圍內;1~9扇形段輥縫實際值與目標值偏差最大為-3.0 mm。
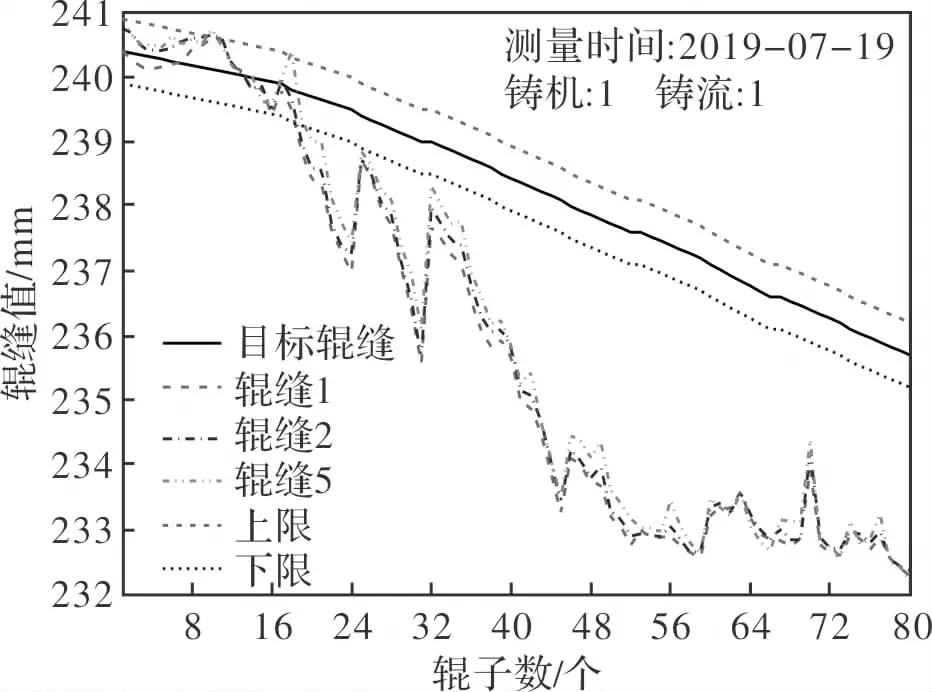
圖3 導板式液壓扇形段輥縫
該形式由于連桿兩端采用鉸接方式連接,扇形段上框架能夠完成直線與轉動的復合運動,滿足連鑄機鑄軋所要求的大錐度輥縫,其單個扇形段最大壓下量50 mm。隨著CSP、ESP等連鑄連軋以及特厚板連鑄機的推廣,該形式扇形段能夠滿足鑄軋功能和重壓下功能;但上框架不穩定,處于浮動狀態,輥縫精度差,需要通過輥縫偏差補償來彌補該形式造成的缺陷[14]。
2.2 SMART導柱式液壓夾緊扇形段
奧地利奧鋼聯(VAI)公司SMART液壓扇形段結構如圖4所示,驅動輥的升降由一個傳動液壓缸實現,升降和夾緊由4個配有內置式位移傳感器的定位液壓缸完成。扇形段由一個上部框架和一個下部框架構成,兩個框架通過安裝在上部框架上的4個定位液壓缸夾持固定在一起。夾緊液壓缸的缸桿固定在導柱上,通過導柱的彎曲變形作用,可實現4臺液壓缸不對稱小位移移動。VAI SMART扇形段帶有遠程控制裝置,4個位置調整液壓缸對扇形段的開口度和輥縫進行遠程設定,利用標準閥定位的準確性可以實現±0.1 mm控制精度[15-16]。
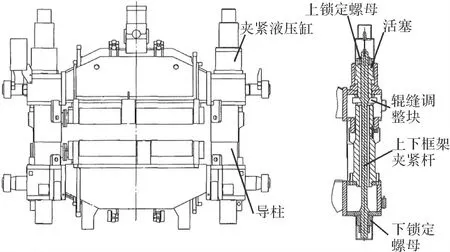
圖4 S MART扇形段示意圖
山東某鋼鐵廠2#立彎形VAI板坯連鑄機,鑄機1機2流,基本半徑9.5 m,板坯規格為230 mm× max.1950 mm,連鑄機最大工作拉速1.5 m/ min;直弧段共17對分節輥,SMART液壓扇形段1~13為7對分節輥。從圖5輥縫儀測得數據可以看出,直弧段為離線對弧與輥縫標定,輥縫在目標±0.5 mm范圍內;扇形段輥縫測量過程中采用平行輥縫模式,1~7扇形段輥縫實際值與設定目標值偏差為±0.5 mm,8~9扇形段為矯直段,為了避免損壞輥縫儀特將扇形段抬起,因此輥縫波動較大。
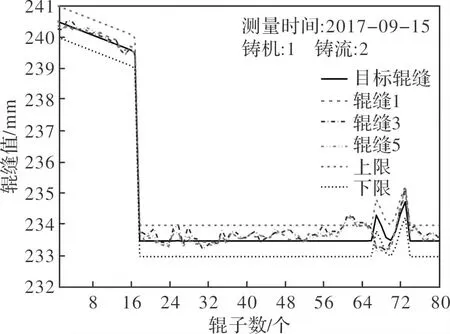
圖5 S MART液壓扇形段輥縫
VAI SMART導柱式液壓扇形段在壓下時,扇形段出入口輥縫需要適時動態變化,這樣就使導桿產生彎曲變形,如果彎曲變形超過導桿的安全范圍,會導致導桿的損壞,因此該扇形段適用于無輕壓下功能的常規輥縫模式、小錐度輥縫收縮的動態輕壓下模式。在采用動態輕壓下模式時可采用多段壓下累積變形達到消除或減輕鑄坯芯部質量差的效果[17-18]。
2.3 Optimum連桿導柱式液壓加緊扇形段
意大利達涅利公司(DANIELI)開發的Optimum液壓夾緊扇形段結構如圖6所示,上下框架通過液壓缸、導向柱、連桿連接,液壓缸缸筒與上框架法蘭連接,活塞桿與導向柱螺紋連接,導向柱通過連桿與下框架連接。
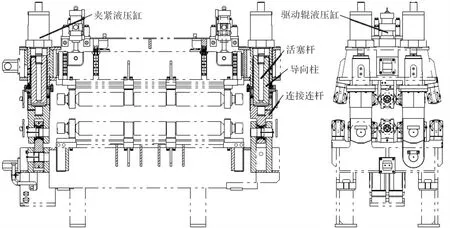
圖6 Optimum扇形段示意圖
每個扇形段的人口側和出口側各設置2個液壓缸,實現扇形段的抬起和壓下動作;扇形段出口側為雙銷連桿,使上框架相對下框架能傾斜移動,允許扇形段延伸及旋轉;扇形段入口側的兩個連桿可以轉動且承受鑄流方向的剪切分力。驅動輥安裝在扇形段的中間位置處,這樣的驅動布置可確保任意時刻驅動輥與鑄坯之間存在最大的牽引力[19]。
山東某鋼鐵廠4#直弧形DANIELI板坯連鑄機,鑄機1機1流,板坯規格為300 mm×(1 800~2 300)mm,連鑄機工作拉速0.9~1.4 m/min。直弧段共16對分節輥;1~13扇形段為7對3~4分節輥,其結構為Optimum液壓夾緊形式。從圖7輥縫儀測得數據可以看出,0號段進出口實際輥縫值與目標值接近,而5~13#輥縫偏差較大,判斷為彎曲段離線對弧引起的;扇形段測量輥縫值與目標輥縫值偏差在±0.5 mm以內,測量輥縫出現的峰值為避免驅動輥壓到輥縫儀上而抬起保護時輥縫。
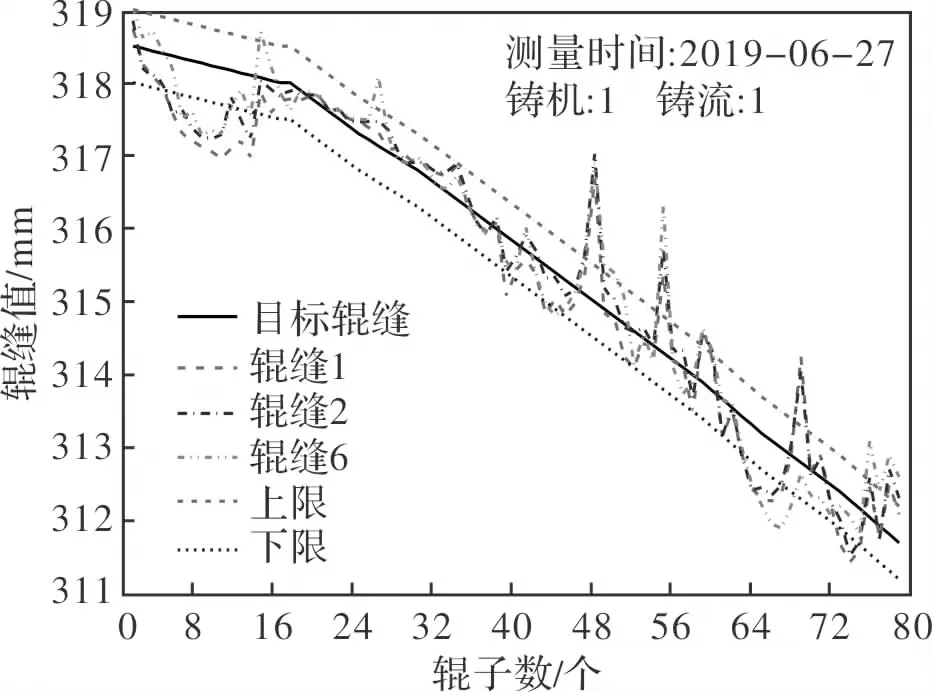
圖7 Optimum液壓扇形段輥縫
DANIELI Optimum連桿導柱式液壓扇形段具有良好的剛性和可靠性,結構穩定性好,出口連桿為雙銷連桿,允許扇形段上框架作微量移動,扇形段進口和出口輥縫可根據輕壓下工藝的需要自動設置。這種形式的扇形段離線裝配精度±0.05 mm,設計在線輥縫精度高達±0.1 mm。
2.4 CyberLink導柱式液壓夾緊扇形段
德國西馬克-德馬格(SMS-Demag)公司CyberLink扇形段包含4個帶壓力和位移傳感器的液壓缸,通過液壓缸的動作來實現扇形段開口度的調節,這種僅有上框架和下框架而沒有側框架的扇形段結構,通過兩根導桿來引導上框架的運動,相對于普通扇形段來說極大的簡化了設備結構,如圖8所示。

圖8 CyberLink扇形段結構示意圖
該結構形式在上框架設計有一個懸吊機構,在澆鑄過程中可對上框架自動進行對中,這種結構允許上框架低頻低幅振動,且上框架末輥作為驅動輥,無須額外的提升橫梁。Cyber Tracking可以在線檢測最終凝點和鑄流固-液態區的液態部分;Cyber Taper可以在線檢測優化的輥縫和進行錐度調整,消除了因輥縫太寬造成的幾何形狀和質量問題[20]。
山東某鋼鐵廠3#直弧形SMS-Demag板坯連鑄機,鑄機1機1流,基本半徑6.67 m,板坯規格為150 mm×(2 000~3 250)mm,連鑄機最大工作拉速2 m/min。直弧段共16對分節輥;1~7扇形段為7對4分節輥,其結構為CyberLink液壓加緊形式。從圖9輥縫儀測得數據可以看出,直弧段為離線對弧與輥縫標定,輥縫在目標±0.5 mm范圍內;扇形段輥縫測量過程中采用平行輥縫模式,1~5扇形段輥縫實際值與目標值偏差最大為-1.5 mm,6~7扇形段輥縫實際值與目標值偏差減小,7扇形段最后1對輥為驅動輥抬起。

圖9 CyberLink液壓扇形段輥縫
SMS-Demag CyberLink扇形段基本優化思路同Optimum扇形段相似,均是是通過由扇形段液壓缸傳感器反饋回來的信息對鑄坯的最終凝固點位置進行在線監測,從而準確地給出輕壓下實施的區域和相應的輕壓下率,實現動態輕壓下。CyberLink扇形段簡化了扇形段的結構,允許上部框架周期性低頻低幅振動,可在澆鑄條件發生變化時快速地反映出鑄坯凝固狀態的相應變化,從而實現真正意義上的完全動態輕壓下技術。
從現場檢測數據來看,彎曲段由于采用固定輥縫形式,在離線對弧精度保證的前提下,其輥縫偏差基本都能滿足設計和生產要求;而扇形段框架夾緊結構的不同,對測量輥縫數據產生較大的影響。
3 結論
通過對導板式、S MART導柱式、Optimum連桿導柱式、CyberLink導柱式扇形段液壓缸夾緊形式的結構對比,研究并現場驗證了不同夾緊形式下的輥縫值偏差,得出如下結果:
(1)導板式液壓夾緊形式扇形段適用于鑄軋功能和“重壓下”要求的大錐度輥縫,單個扇形段壓下量參數可以設置較大值;
(2)SMART導柱式液壓扇形段適用于無輕壓下功能的常規輥縫模式、小錐度輥縫收縮的動態輕壓下模式,在采用動態輕壓下模式時可采用多段壓下累積變形達到消除或減輕鑄坯芯部質量差的效果;
(3)Optimum連桿導柱式液壓扇形段在線輥縫精度高,對離線裝配精度要求嚴格,采用動態輕壓下時應用實際液相穴末端位置監測ALCE M系統,能較好的改善鑄坯芯部質量;
(4)CyberLink扇形段上部框架周期性低頻低幅振動,通過由扇形段液壓缸傳感器反饋回來的信息對鑄坯的最終凝固點位置進行在線監測,實現了真正意義上的完全動態輕壓下技術。
