電熱毯生產線針盤循環設備的結構設計
2019-10-21 07:35:04牟葆田佟河亭張宏翔
青島大學學報(工程技術版) 2019年4期
牟葆田 佟河亭 張宏翔
摘要:針對電熱毯生產線的布局和生產要求,本文以針盤下降設備為例,對針盤的循環設備進行結構設計。介紹了組成針盤下降設備各個機構和原理,對針盤夾持下降裝置和導軌開合裝置進行分析。同時,為保證各部分機構實現相應的功能和順序,對定位氣缸、導軌開合裝置和推動氣缸的氣動回路進行設計。該設計實現了針盤的自動循環以及與生產線其他設備的配合,形成完整的電熱毯自動化生產線,提高了電熱毯的生產效率,滿足了廠家的生產要求。該研究有利于電熱毯的自動化生產,具有較大的應用前景。
關鍵詞:電熱毯; 針盤; 循環設備; 氣路控制
電熱毯是一種柔性電熱取暖產品[1],經濟實惠、使用方便[2],在國際和國內擁有巨大的市場需求[3]。傳統的電熱毯生產主要是人工操作,費時費力,生產效率極低。近年來,隨著工業自動化在工業生產中的廣泛應用,許多專家學者對電熱毯自動加工設備進行研究。東莞市利瀚機械有限公司[4]研制的電熱毯加工機,能完成自動送料、自動布料、全自動繞線、超聲波焊接、自動切邊及橫切的工序,但該設備無法實現流水作業,不適宜大規模批量生產[5];連建永[6]設計的電熱毯自動生產裝置,實現了隨著布料傳送隨時鋪線、隨時熱壓粘合的機械化加工生產方式,但此設備采用熱風焊接[7]的方式粘合電熱毯底料與頂料,需要加膠,不夠環保,焊接產品的效果并不理想[8];趙朋[9-11]設計的電熱毯加工設備,能夠完成自動上料,加熱,復合工作,但此設備布線工序仍需要手工操作,效率較低。因此,本文利用cero2.0三維設計軟件,對針盤循環設備[12]進行結構設計,并利用液壓氣動仿真軟件對設備氣動回路[13]進行設計。該設計實現了針盤的自動循環利用,同時能夠與其它設備配合,實現電熱毯生產線的整體運行,提高電熱毯生產加工的效率。該設計具有實際應用價值。
1 針盤循環設備的結構與工作原理
根據場地條件,電熱毯生產線采用一字型布局[14],由底料放置,布線,頂料放置,超聲波焊接,切割分離及針盤循環等生產設備組成。其中,針盤循環設備由針盤下降設備及針盤提升設備組成。電熱毯在切割分離工位完成后,由輸送帶送至指定位置,而空針盤則傳送至針盤下降工位。通過針盤下降設備,針盤從上層導軌下落到下層導軌。針盤底部帶有齒條,經動力裝置傳送,針盤從針盤下降設備,運動到底料放置設備前端的針盤提升工位。
通過針盤提升設備,針盤從下層導軌提升到上層導軌,并運動到底料放置設備,開始新一輪電熱毯加工。針盤下降和提升設備原理相同,工作方式相反。
1.1 針盤下降設備結構與工作原理
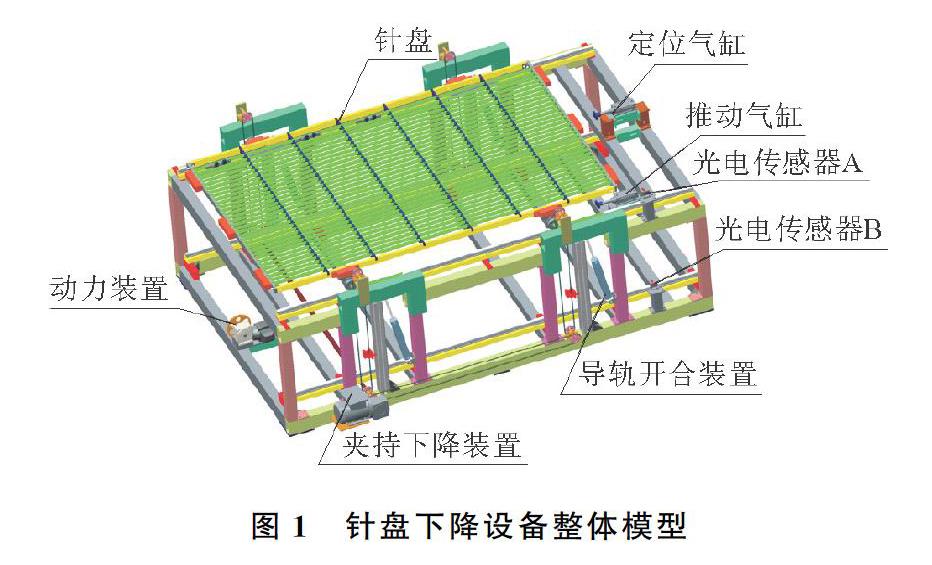
針盤下降設備主要由機架、氣缸、傳感器、導軌開合裝置、夾持下降裝置和動力裝置組成。針盤下降設備整體模型如圖1所示。其工作原理為:針盤從左側運動到下降設備后停止,光電傳感器A檢測到針盤后,定位氣缸[15]開始工作,將針盤推動到預定位置,此時,針盤滾輪正好停留在上層開合導軌位置上,電機通過鏈傳動,帶動夾持裝置中的V型塊上升,托住針盤輪軸后繼續上升,直至針盤滾輪脫離導軌,停止上升,然后導軌開合裝置打開上層活動導軌。電機反轉,夾持下降裝置帶動針盤下落,直至針盤滾輪落在下層導軌,V型塊脫離針盤輪軸停止,此時傳感器B檢測到針盤到位,發出訊號,使上層導軌閉合,為下一個針盤到位做準備。同時,機架下部推動氣缸推送針盤,使針盤底部齒條與動力裝置中的齒輪嚙合,動力裝置再將針盤運送至下一工作單元。
1.2 針盤夾持下降裝置
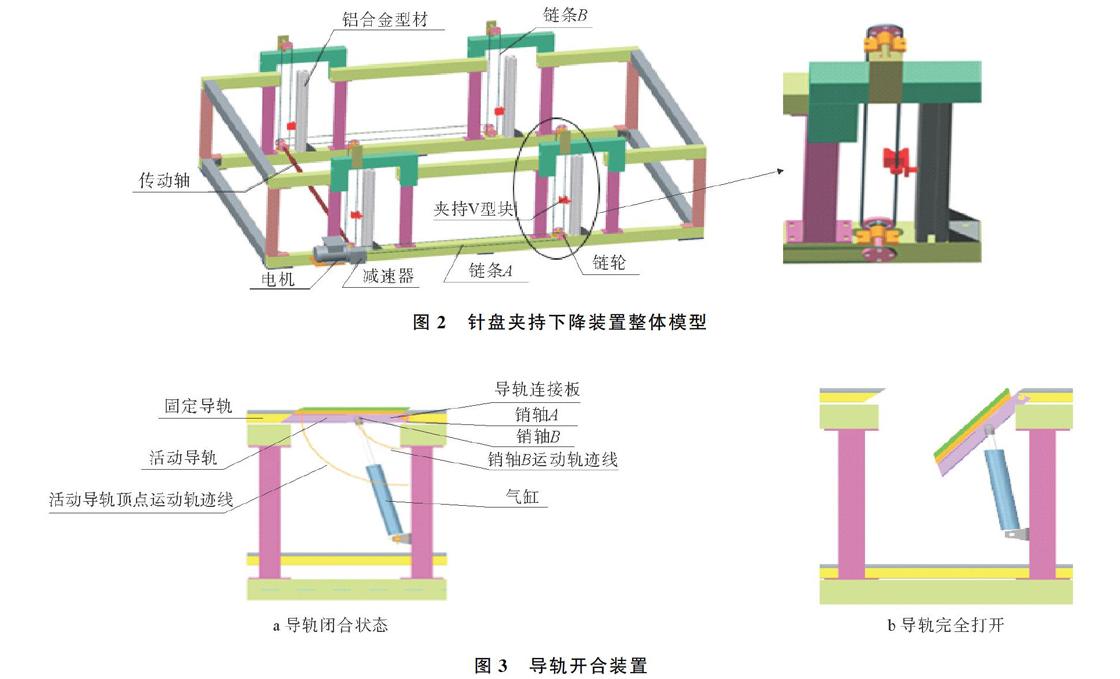
為了實現針盤平穩下放,需保證4個夾持V型塊運動的同步性。同時,考慮針盤質量較大(約150 kg),所以采用鏈傳動的方式。鏈傳動是在2個或者多于2個鏈輪之間用鏈作為撓性拉曳元件的一種嚙合傳動形式[16]。鏈傳動的主要優點是無彈性打滑和整體打滑現象,能保持準確的平均傳動比,傳動效率較高,傳動尺寸比較緊湊,不需要很大的張緊力[17]。針盤夾持下降裝置整體模型如圖2所示。電機經減速器驅動傳動軸上的4個鏈輪。其中,外側的2個鏈輪通過鏈條A帶動右側4個鏈輪轉動,傳動比為1∶1。底部內側4個鏈輪通過鏈條B帶動頂部4個鏈輪轉動,傳動比為1∶1。夾持V型塊通過銷軸固定在鏈條B上。整個下降裝置采用一個電機驅動,保證4個夾持塊運動的同步性。為避免針盤下降時產生高度方向的傾斜,夾持塊上有滾輪,嵌入到鋁合金型材的凹槽內導向,防止夾持塊運動旋轉,保證針盤運行平穩。針盤利用氣缸定位存在一定的誤差,影響精度,夾持塊設計成V型結構可以很好的解決這一問題。
1.3 導軌開合裝置
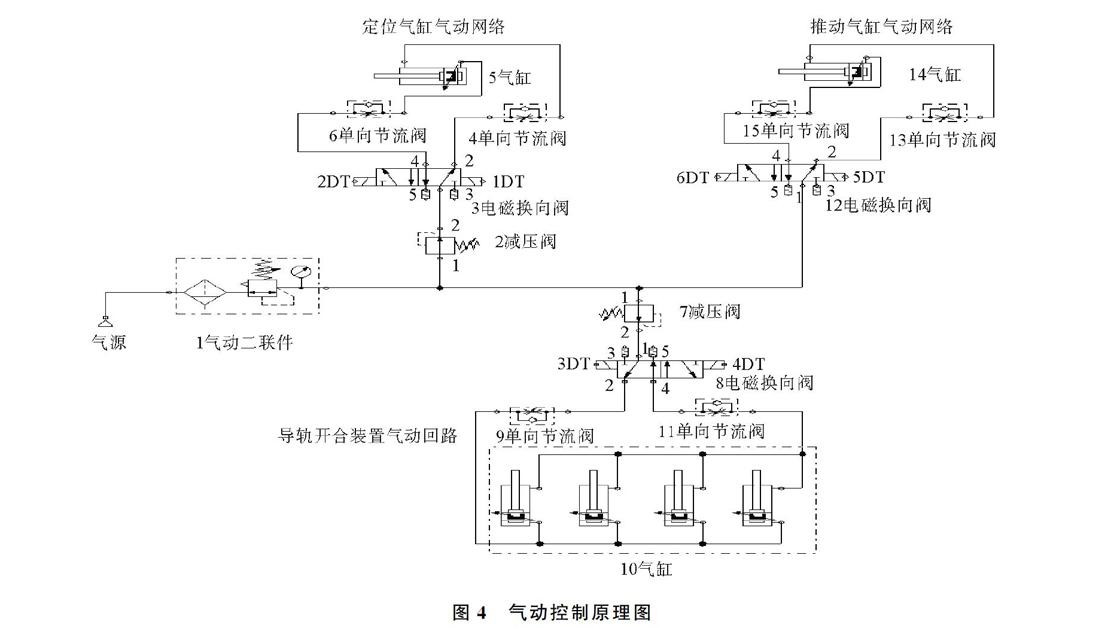
導軌開合裝置實現活動導軌的打開和閉合,導軌開合裝置如圖3所示。導軌連接板和銷軸B通過焊接的方式與活動導軌固定。銷軸A焊接在固定導軌上,活動導軌與固定導軌以及活動導軌與氣缸利用銷連接。夾持V型塊托住針盤輪軸后,氣缸縮回帶動活動導軌完全打開,(見圖3b)。針盤滾輪落到下層導軌后,氣缸伸出推動活動導軌閉合。由銷軸B運動軌跡線和活動導軌頂點運動軌跡線[18]可知,要實現導軌開合,活動導軌與固定導軌的接觸面應設計為帶有一定傾斜角度,同時氣缸選型時,安裝方式選用擺動底座式[19]。
2 氣動回路設計
為保證各部分機構實現相應的功能和順序,需要對相關機構氣動回路進行設計[20]。氣動控制原理圖如圖4所示。
2.1 定位氣缸氣路設計
定位氣缸工作原理:當接收到位置傳感器A發送的信號,2DT通電,壓縮空氣經氣動二聯件1、減壓閥2、電磁換向閥3左位進入氣缸5無桿腔,活塞桿伸出推動針盤到預定位置。有桿腔的空氣通過單向節流閥4、電磁換向閥3排出。氣缸推力由減壓閥2控制,運動速度由單向節流閥4控制。夾持塊托住針盤輪軸后,氣缸5復位。
2.2 導軌開合裝置氣路設計
導軌開合裝置工作原理:當針盤定位完成后,向電磁換向閥8發送延時信號,4DT通電,壓縮空氣經減壓閥7、二位五通換向閥8右位,進入4個氣缸的有桿腔,氣缸10活塞桿帶動導軌下移,導軌打開。氣缸無桿腔的空氣通過單向節流閥9、電磁換向閥8排出。氣缸推力大小由減壓閥7控制,運動速度由單向節流閥9控制。接收位置傳感器B發送的信號,氣缸10復位。
2.3 推動氣缸氣路設計
推動氣缸工作原理:當收到位置傳感器B發送的信號,6DT通電,壓縮空氣經電磁換向閥12左位,進入氣缸14無桿腔,活塞桿推動針盤,使針盤底部齒條與動力裝置中齒輪嚙合。有桿腔的空氣通過單向節流閥13、電磁換向閥12排出。運動速度由單向節流閥13控制。動力裝置開始工作,氣缸14復位。
3 結束語
本文主要對電熱毯生產線針盤循環設備的結構進行研究。根據電熱毯生產線的布局與生產要求,利用creo2.0設計了針盤循環設備的三維結構。同時,利用氣動仿真軟件對設備的氣動回路進行仿真,保證機構功能與順序的實現。該設計可以與電熱毯生產線其它設備銜接,形成電熱毯自動化生產線,減少人力成本,提高產能。該研究具有較高的實際應用價值。
參考文獻:
[1] 凌慧. 電熱毯行業現狀與前景展望[J]. 家用電器, 2018(1): 38-39.
[2] 洪仕斌. 百年歷史依舊尷尬電熱毯行業轉型升級從這兩方面開始[J]. 家用電器, 2018(1): 34.
[3] 劉星偉, 劉林. 電熱毯技術的發展[J]. 技術與市場(上半月), 2006(8): 64-65.
[4] 東莞市利瀚機械有限公司. 電熱毯加工機: 中國, CN201611219959. X[P]. 2017-04-26.
[5] 周倩. 百年流水線的前世今生[J]. 中國工業和信息化, 2018(12): 76-85.
[6] 連建永. 電熱毯自動生產裝置: 中國, CN201110108742. 2[P]. 2011-09-14.
[7] 馮麟. 無線縫合工藝分析[J]. 上海紡織科技, 2009, 37(2): 5-7.
[8] 羅勝利, 廖銀琳, 張宇群, 等. 無線縫合服裝工藝介紹及產品質量控制分析[J]. 粘接, 2017(3): 19-22.
[9] 趙朋. 電熱毯加工設備: 中國, CN201720644942.2[P]. 2017-12-15.
[10] 趙朋. 電熱毯加工輸送帶及電熱毯加工輸送裝置: 中國, CN201710409973. 4[P]. 2017-08-11.
[11] 趙朋. 電熱毯加工設備及工藝: 中國, CN201710411210.3[P]. 2017-08-04.
[12] 韓炬, 曹利杰, 王寶中. 中文版Creo2.0完全自學教程[M]. 北京: 人民郵電出版社, 2013.
[13] 楊國平, 譚月玲, 張帥, 等. FluidSIM軟件在《液壓與氣壓傳動》課程實踐教學中的應用[J]. 液壓氣動與密封, 2018, 38(2): 43-46.
[14] 何鵬飛, 陳秀霞. 焊軌基地工藝設計的研究[J]. 山西建筑, 2016, 42(16): 147-148.
[15] 張志凌. 大型定位氣缸技術與應用[J]. 液壓氣動與密封, 2010, 30(2): 7-8.
[16] 邱宣懷. 機械設計[M]. 4版. 北京: 高等教育出版社, 2007.
[17] 濮良貴, 陳定國, 吳立言. 機械設計[M]. 9版. 北京: 高等教育出版社, 2013.
[18] 孫恒, 陳作模, 葛文杰. 機械原理[M]. 8版. 北京: 高等教育出版社, 2013.
[19] SMC(中國)有限公司.現代實用氣動技術[M]. 3版.北京: 機械工業出版社, 2008.
[20] 王健民. 液壓與氣動控制技術[M]. 北京: 北京航空航天大學出版社, 2010.
