使用激光測量傳感器進行水輪機轉輪加工找正
2019-10-21 00:49:51王福磊
裝備維修技術 2019年5期
關鍵詞:測量
王福磊
摘要: 目前水輪機部件加工時的找正工序耗費時間長,主要原因在于使用百分表測量的局限性。為了提高找正工作效率,使用激光傳感器配合液壓千斤頂進行找正是一種值得推薦的方法。本文介紹了激光測量感器用于機械加工找正測量的施工方法的探索,以及對水輪機大型部件的找正方法的改進,提供了激光傳感器與液壓千斤頂配合找正的思路。
關鍵詞: 激光傳感器;水輪機部件加工;找正;測量
前言
轉輪找正工作是轉輪加工的重要環節,其需要大量的人員,勞動強度大,安全系數低。目前,國內機械加工在找正水平、同心等位置精度時一般使用百分表測量。這樣的接觸式測量具有許多弊端,如測量精度受被測表面光潔度影響大、必須在工件靜止時測量、轉動時表頭需要躲避粗糙表面及障礙物,易碰撞產生誤差,重復作業。采用激光測量傳感器進行大型工件加工的找正測量,可實現精確非接觸測量,提高找正測量的效率,保證測量數據準確可靠。
工作原理
激光傳感器原理。激光測量傳感系統是一種用于測量物件位移大小及對動態物件位移量進行時實測量的光、機、電一體化系統,其屬于激光非接觸檢測儀器。不僅可測量非常小面積并有較遠的測量間距和測量范圍。目前大的測量起始位置可以達到1米以上,測量范圍±200mm,這樣的傳感器可以遠離被測體,兔受被碰壞和被測體熱輻射而影響到測量精度。[1]其測量精度高,穩定性好,防護等級高,工作溫度范圍寬,自適應能力強;其可對金屬、非金屬甚至玻璃進行測量,同步功能可用于差動測厚、測長等,特別適用工業自動化生產。目前,國際市場只有少數幾個發達國家如德國、英國、日本等國擁有成熟的激光位移傳感器產品,以德國史克公司(SICK)、英國的真尚有、日本的基恩士(KYENCE)、歐姆龍(OMRON)公司為代表的激光非接觸檢測儀器制造商。[2]
激光位移傳感器的應用領域也在不斷地拓展與延伸,除了精確測量物體的位移、厚度、直徑等幾何量,還可對各類光學棱鏡的厚度、角度進行快速、精確檢測;并可通過掃描技術實現對物體外形輪廓尺寸的測量。
技術方案
確定技術方案
加工前必須確定工件相對于機床坐標系的位置。轉輪直徑6米,高2米,重達百噸,對于轉輪修復加工來說,加工余量相對工件尺寸來說非常小,為了保證足夠的加工余量,必須保證工件相對于機床坐標系的位置坐標,以描述刀具和工件的相對位置及其變化關系。加工找正的精度要求在0.05mm之內,百分表的測量精度為0.01mm,但是接觸式測量方式受被測點位置、表面光潔度影響大,有時被測點位置有凸起,就影響了測量數據的真實性,其測量的缺點非常明顯。以轉輪找正為例,按照技術要求將其外圓表面8等分,將8個對稱點同心和水平偏移量找正到0.05mm之內。在現場的工作條件下使用百分表找正測量具有以下難點:一是需要將百分表指針靜止在被測點才能讀數,而轉輪由于沖蝕、補焊之后,表面不平度大,被測點很難反映真實數據。二是使用八米立車轉動進行找正,由于轉輪體積、重量大,在慣性的影響下,很難使百分表測頭移動到被測點的位置上,需要反復移動,浪費了大量時間。三是用緊卡盤的方式推動轉輪發生位移,由于被測點在高度2米的轉輪上部,操作人員和測量觀察人員距離過遠,操作不能很好配合指令,使轉輪找正有時位移過量,造成重復作業。
針對以上難點,確定技術方案為:采用激光測量傳感器實現非接觸測量,使測量、讀數過程連續且自動化,能提高找正測量的精確性和工作效率;測量完畢后與百分表的數值進行比對,確定找正數據真實可靠;根據測量的數據使用液壓自動裝置推動轉輪發生位移,使轉輪位置與車床回轉中心同心;達到提高找正效率的目的。在現場測量過程中,為了避免碰撞激光測量傳感器,影響測量,選用測量距離為50–70mm。轉輪找正精度要求對稱點在0.05mm以內,選用測量精度為0.001mm。
制作激光測頭固定機構:
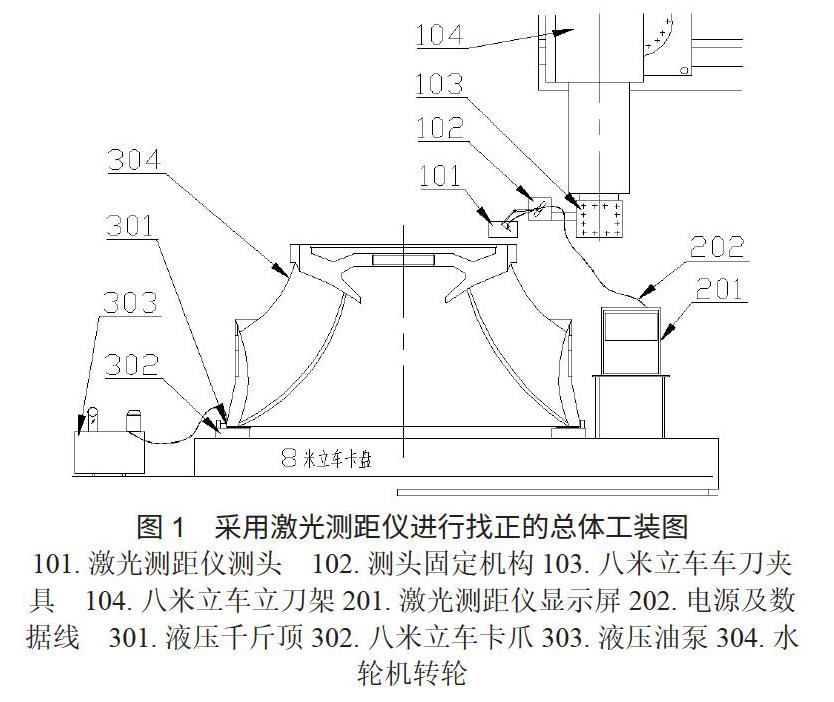
激光傳感器測量要求測頭與被測工件垂直距離為50–70mm,穩固地安裝在刀架上。由于激光測距儀的測頭沒有合適的固定裝置,根據使用要求,設計制作了測頭螺旋夾緊裝置,通過磁力座穩固地吸附在刀架上,便于測量時拆卸安裝。如圖1所示,采用激光測距儀作為檢測機構,從主機顯示屏讀取測量數值。顯示屏不受現場光源和位置影響,可清晰讀出測量的數值,作為找正轉輪位置精度的依據。
測頭101發出激光打在轉輪表面進行測量;固定機構102用于裝夾測頭,穩固吸附在八米立車車刀夾具103上,通過八米立車立刀架104帶動測頭移動,正對轉輪水輪機轉輪304的位置,垂直于被測點。在一個位置測量完畢后,轉動轉輪水輪機轉輪304,八米立車卡盤旋轉帶動水輪機轉輪304旋轉,使測頭正對下一個被測點位置測量。測頭101通過電源及數據線202與主機201連接,測量數據顯示在主機201的顯示屏上。為方便觀察,主機201放置在支架203上。主機顯示屏為光電顯示,10寸光電屏可直接清晰顯示數字,無須光源也可快捷讀數。
結論
本次找正工藝的改進,主要配合應用了激光傳感器和液壓千斤頂,將以往10人3天的工作提升效率為3人1天,而且提高了準確性,使找正測量過程變得簡化且便于操作。采用非接觸式的激光傳感器測量位移,能夠不接觸轉輪表面,快速讀取測量數值,形成連續測量曲線,不受被測表面粗糙度的影響,方便快速讀數。液壓千斤頂的重量輕、結構緊湊,滿足轉輪找正時勻速平穩位移的要求,與激光測距儀配合使用能提高機械加工找正效率。
參考文獻
Keyence(恩基士)公司. ScanCONTROL2800工業自動化傳感器技術產品讀本[S].恩基士(中國有限公司),2017.
孫長庫,葉聲華.激光測量技術[M].天津大學出版社,2001.7.
沈利平,李金軍.水輪機轉輪加工液壓找正研究科技項目驗收資料[C].國網甘肅省電力公司劉家峽水電廠,2017.10.
猜你喜歡
小學科學(學生版)(2021年5期)2021-07-22 02:40:06
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
軍事文摘·科學少年(2017年4期)2017-06-20 23:25:16
軍事文摘·科學少年(2017年2期)2017-04-26 21:58:43
中學生數理化·八年級物理人教版(2016年3期)2016-04-07 04:49:32
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
閱讀與作文(小學低年級版)(2015年4期)2015-04-29 00:00:00
