一種阿爾斯通SPV型隔離開關觸指彈簧更換專用工具的研制
2019-10-21 15:00:53曾曉輝
中國電氣工程學報 2019年21期


摘? 要:阿爾斯通SPV型隔離開關是一種垂直斷口式隔離開關,廣泛應用于各變電站。本文通過對該類刀閘彈簧的作用力進行分析,結合檢修工藝的要求,研制了一種阿爾斯通SPV型刀閘觸指彈簧更換專用工具,能夠實現快速、安全、高效地更換觸指彈簧,達到有效節省人力、物力及時間成本的目的。
關鍵詞:SPV型隔離開關;觸指彈簧;夾緊力;專用工具
前? 言
阿爾斯通SPV型隔離開關廣泛應用于母線刀閘,根據長期運行經驗,發現這種類型刀閘普遍存在觸指彈簧腐蝕生銹的缺陷。檢修時,需要更換損傷的觸指彈簧,但由于彈簧彈力很大,人力徒手完成壓縮彈簧并插拔固定軸銷的過程十分困難。因此研制出一種快捷省力的觸指彈簧更換專用工具是非常有必要的。目前已有的彈簧更換工具的研究主要是從省力的角度出發,如緊固螺母采用蝶形螺母結構[1]、壓緊螺桿采用三個把手的旋轉手柄結構[2]、螺桿螺帽正反絲匹配的結構[3]等,但仍存在一些緊固力不平衡、耗時長等缺點。本文研制一種觸指彈簧更換專用工具,結合了快速夾鉗結構,實現了快速施力并過死點防反彈的功能,且施力和承力部位均為一個板狀結構,接觸面均為硬度適中的選材,不存在緊固過程中受力不平衡的問題,具有較大的推廣應用價值。
一、阿爾斯通SPV型隔離開關動觸頭結構簡述
阿爾斯通SPV型隔離開關動觸頭每相共有兩對觸指,每對觸指有4條彈簧左右壓緊,動觸頭是通過插銷相互連接的,如圖1所示。
動觸頭的主要功能部分包括導向板、觸指刀臂、觸指底座、觸指彈簧、彈簧卡槽、固定軸銷等,本文研究的主要是觸指刀臂、觸指彈簧、彈簧卡槽、固定軸銷四者之間的受力以及如何克服更換彈簧時相互制約的巨大作用力。
二、動觸頭觸指彈簧更換作業解析
2.1動觸頭觸指彈簧的作用
隔離開關運行時要求動靜觸頭之間充分夾緊,以保證導電面的充分接觸,避免運行時出現發熱缺陷。
阿爾斯通SPV型刀閘動觸頭的觸指彈簧起著固定觸指和保證靜觸頭與觸指接觸面之間接觸壓力的作用,即動靜觸頭之間的夾緊力取決于觸指彈簧。若彈簧被酸雨腐蝕發生銹蝕老化,則會彈力不足,且極易發生不可逆形變,喪失夾緊和復位的功能。刀閘夾緊力不足時,觸頭導電面接觸不充分,就存在發熱的風險,威脅設備安全運行。
2.2觸指彈簧更換情形下的受力分析
當觸指彈簧功能喪失時,就需要更換新的觸指彈簧。在更換過程中,拆卸彈簧需同時壓住四根彈簧才能取下固定穿銷,復裝時又需再次固定住四根彈簧才能對齊13個孔位插回固定穿銷。在這個過程中,對刀臂進行受力分析如圖2所示。
刀臂受到觸指彈簧F1、插銷作用力F2和底座支持力F3以及自身重力F4的共同作用,保持受力平衡狀態。在更換觸指彈簧時,首先需要將插銷取出,如圖2所示,插銷穿過了13個孔位,使刀臂保持在一個水平面。插銷撤離后,F4消失,刀臂受到的合力方向向右,將導致刀臂1向另一側刀臂2方向運動,在不施加外力的情況下,刀臂將會與另一側刀臂發生碰撞,存在安全隱患。因此,需要提供一個外力代替原本插銷提供的作用力,使插銷不受力,從而輕松取出。
同理,插銷回裝時,也需要提供一個外力代替原本插銷提供的作用力,使刀臂受力平衡從而輕松將插銷對齊13個孔位完成回裝。
三、觸指彈簧更換專用工具的研制
3.1設計方案
結合受力分析,本文考慮需要解決的問題有兩個:一個是如何卡住刀閘動觸頭的觸指,提供一個外力代替原本插銷提供的作用力,且受力過程中不發生滑脫;另一個是如何省力,使得可以實現單人操作,提高工作效率。
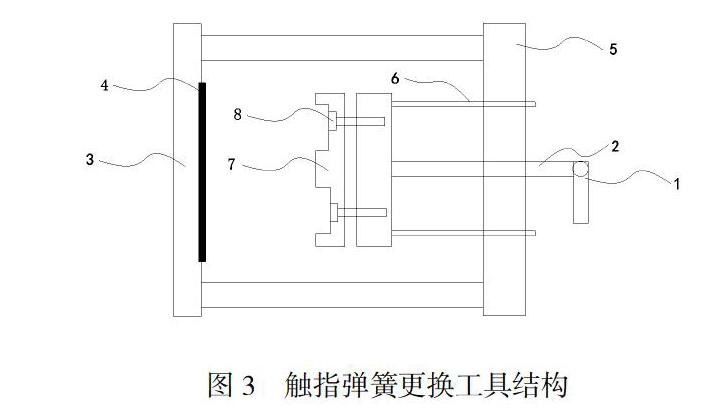
因此,本文設計更換觸指彈簧的專用工具如圖3所示,包含快速夾鉗(1)、主頂桿(2)、觸指托板(3)、觸指橡膠底座(4)、支架(5)、觸指彈簧頂桿(6)、觸指彈簧托槽(7)、頂桿螺絲(8)等部分。
其中觸指托板與支架相連,鑲有觸指橡膠底座,主頂桿的一端連接快速夾鉗輪、另一端通過頂桿螺絲連接觸指彈簧托槽,觸指彈簧托槽可牢牢卡住觸指彈簧保證其不走位,頂桿螺絲可調節,通過快速夾鉗的杠桿作用,施加壓力給主頂桿,從而推動頂桿螺絲,壓縮觸指彈簧并鎖緊,達到快速更換觸指彈簧的目的。
3.2專用工具的研制
1)材料選定
為了滿足現場實際需求,綜合機械強度、韌性、耐腐蝕性、防銹等方面性能,在不銹鋼、鋁板、鑄鐵等一眾材料中選擇了鋁板及不銹鋼作為專用工具的基材,該材料具有較高的強度和較好的切削加工性,經適當的熱處理以后可獲得一定的韌性、塑性、耐腐蝕、防銹和耐磨性,材料來源方便。
為防止作業過程中觸指磕碰損傷,專用工具底部采用橡膠材料作為緩沖保護。綜合耐磨性、抗自然老化性和抗氧化性等指標,選擇了硅橡膠作為觸指橡膠底座的材料。
2)加工工藝
在普通切割,彎折,沖壓等加工工藝中,最終選擇了線割的加工工藝,該加工工藝加工精度高,加工中不存在顯著的機械切屑力,無論工件硬度和剛度如何,只要是導電或半導電的材料都能進行加工,可以加工小孔和復雜形狀零件。
利用鋁板及不銹鋼作為底座基材,采用線割的精密加工工藝,制作了用于卡緊刀閘動觸頭的整體工具框架。
3D打印技術是利用光固化和紙層疊等技術的最新快速成型裝置。因而利用3D打印技術,精確打印出刀閘觸指彈簧底座的套模,用于牢牢卡住觸指彈簧底座。
各零部件按要求制作完成后,裝配出工具成品如圖4所示。
3.3專用工具的應用
本工具已在兩個220kV變電站刀閘大修工程中進行了應用,完成了共計15相220kV刀閘觸指彈簧的更換,經過統計,每把隔離開關觸指彈簧的更換時長縮短到了1h以內,如表1所示,與使用前采用手動更換相比,每相刀閘觸指彈簧的更換時間減少了約1.5h。
本工具的應用不僅提高了刀閘大修的效率,減少了維護刀閘導致的停電時間,對供電可靠性有明顯的改善,同時由于更換的整個過程在受力平衡狀態下進行,從而也能保證現場檢修維護人員的人身安全,避免人身傷害事故。
四、結語
本文根據對阿爾斯通SPV型刀閘觸指彈簧的更換過程分析,設計并研制了專用更換工具,該專用工具能牢固的卡住刀閘動觸頭的觸指不滑脫并保護觸指,操作可靠,且機械機構合理,利用杠桿原理達到省力的目的,單人便可操作工具壓緊觸指,具有較大的推廣應用價值。當然,本工具也存在一些改善提升的空間,比如重量、觸指彈簧套模的調節方式、觸指橡膠底座材料的優選等,這些都可開展更深層的研究,進一步增加推廣應用的價值。
參考文獻:
[1] 陳栩樾,盧沛全,詹堅群. 便攜式GW22型隔離開關觸指彈簧更換專用工具的研制[J]. 工程技術研究,2019(11):102
[2] 倪惠浩,張小虎. 一種阿海琺SPV型隔離開關觸指壓緊彈簧拆裝專用工具的研制與應用[J]. 機電信息,2017(36):61
[3] 林明偉,梁增杰,葉家洪. 阿海琺SPV型隔離開關觸指插銷更換專用工具的研制與應用[J]. 機電信息,2017(33):27-28
[4] 黃麗嬌,李清東. SPV-256型隔離開關的常見故障與處理[J]. 電世界,2015(4):20-21
作者簡介:曾曉輝(1989.07-)男,廣東人,學士,工程師,主要從事變電檢修專業相關工作。2012年畢業于廣東工業大學電氣工程專業,2012年7月就業于廣東電網有限責任公司惠州供電局。