基于PLC的連續退火爐溫度控制系統設計
2019-10-21 09:44:24田海李昀澤
科技風 2019年16期
田海 李昀澤

摘 要:本文以包鋼新體系冷軋連續退火機組的連續立式退火爐為實例,對溫度監控系統的組成以及溫度的相關控制進行了研究,在PLC系統中設計了相應的PID控制程序來實現連續退火爐溫度控制。
關鍵詞:連續退火;溫度控制;PID
包鋼新體系冷軋項目于2014年開始建設冷軋區域生產線,并采取連續型退火生產機組,其控制策略為傳統的PID控制方案。而特殊鋼要求越來越多,技術要求也越來越高,傳統的PID控制策略已不具備多種帶鋼的退火預控制。考慮目前的狀況,結合現場實際運行情況,探索一種新型的連續退火控制策略成為重點,已到達增質增效的目的。
1 退火數學模型的建立
爐子溫度設定值的模型具有以下模式:
其中:TBH為帶鋼目標加熱溫度,LS為計算出的線速度,d為帶鋼厚度,rcfactory為調整系數。
輸入帶鋼數據(厚度、寬度、鋼種)、加熱段入口帶鋼溫度、加熱周期目標帶鋼溫度、線速度(當前產線的速度),模型為正在處理的帶鋼計算出所有加熱區的設定值。
2 連續退火爐溫度控制系統設計
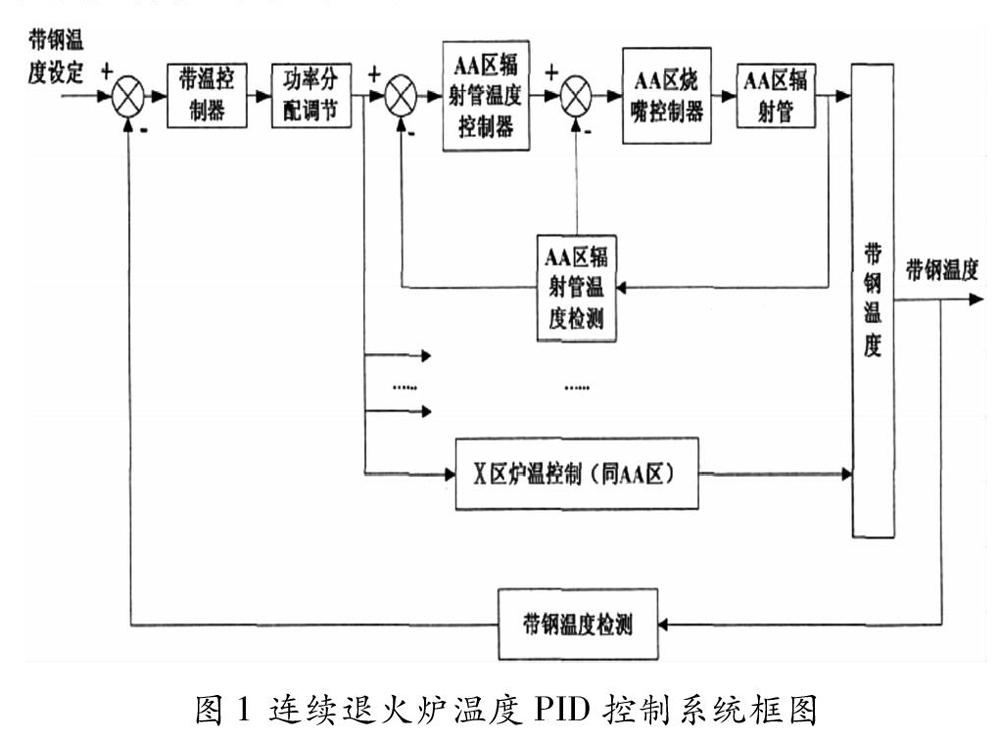
本文采用了數字化脈沖燃燒控制策略。其中燃氣控制是通過實時采集到的主令燒嘴燃料熱值,并自動實現壓力控制,從而可獲取最佳的空燃比。同時,空氣壓力控制回路和燃氣壓力控制回路根據現場反饋信息實時調整壓力,其中連續退火爐溫度控制原理圖如下所示。
依據控制原理圖可得出,其控制策略為串級控制,分別為帶鋼溫度控制環、區域輻射溫度控制環以及燒嘴溫度控制環。當給定帶鋼溫度控制目標值,系統根據控制策略調整帶鋼溫度,并其輸出值為區域輻射管溫度控制回路和燒嘴控制回路的輸入值,系統調整區域輻射管溫度和燒嘴溫度,最終達到目標值。
需生產不同種類的帶鋼時,通過重新設定帶鋼溫度控制目標值,從而改變區域輻射管溫度和燒嘴溫度的最優值,達到生產出不同類型的帶鋼。在生產過程中,為了實現溫度穩定變化,每個控制區中的燒嘴時序調節器將通過區域輻射管溫度調節器的輸出值調整燒嘴溫度,其控制方案為數字化脈沖控制策略。
3 退火爐溫度控制PID程序設計
結合生產模型以及PID控制,針對每一區域,在PLC系統上設計PID控制塊,將PID參數寫入對應管腳,同時將PID投入的條件也接入輸入管腳,將輸出管腳連接至燒嘴燃燒器控制塊,這樣,就可以通過控制燃燒器的脈沖比來實現溫度的精準控制,如圖2所示。
4 結論
本論文以包鋼新體系冷軋連續退火爐為研究背景,建立了退火數學模型,并在此基礎上對連續連續退火爐溫度控制系統進行了設計,最后在PLC系統上搭建了PID控制塊,實現爐溫溫度的精準控制。
參考文獻:
[1]陳葉根.基于PCS7的連續退火爐溫度控制系統設計[D].上海:華東理工大學,2015.
[2]王國棟,劉相華,王軍生.冷連軋生產工藝的進展[J].軋鋼,2003,20(1):37-41.
[3]姚忠卯,張學成.冷軋帶鋼退火技術的發展和應用[J].河南冶金,2006,14(5):3-5.