異種高性能熱塑性材料旋轉摩擦鉚接工藝研究
2019-10-25 01:16:16喬鳳斌丘廉芳趙維剛
中國機械工程 2019年19期
關鍵詞:工藝
李 鵬 喬鳳斌 王 飛 丘廉芳 王 江 趙維剛
1.上海交通大學材料科學與工程學院,上海,2002402.上海航天設備制造總廠有限公司科瑞工業(yè)研究所,上海,200245
0 引言
為了實現(xiàn)經(jīng)濟性與環(huán)保性的目標,汽車等工業(yè)產(chǎn)品的輕結構技術應運而生。輕結構技術是指采用輕量化材料、結構輕量化優(yōu)化設計、輕量化連接等手段實現(xiàn)結構輕量化的技術[1-3]。隨著該技術體系的逐步推廣,車輛、航空航天等工業(yè)產(chǎn)品的新材料、新結構不斷涌現(xiàn)。復合材料(如纖維增強塑料)、輕合金材料(如鋁鎂合金)及高強度鋼板作為輕量化的主要材料被應用于輕結構產(chǎn)品中,隨之而來的難點是,一些常見連接方式如螺紋連接、傳統(tǒng)鉚釘連接、膠接、焊接,在連接這些輕量化需求材料時會出現(xiàn)各種技術和經(jīng)濟缺陷,導致連接失效或成本極高。為了解決輕量化材料構件在后續(xù)加工過程中所必需的點連接工藝的瓶頸,國內(nèi)外研究機構提出一種新型點連接工藝,即摩擦鉚接技術,并開展應用研究[4-8]。
摩擦鉚接技術利用鉚釘?shù)男D摩擦獲得固相焊接效應(又稱“摩擦鉚焊”),同時保留傳統(tǒng)鉚接的變形自鎖特性,根據(jù)其鉚接母材材質的不同,可以分為金屬型摩擦鉚接和非金屬型摩擦鉚接。金屬型摩擦鉚接主要鉚接鋁鎂合金、鈦鎂合金、粉末冶金材料、高強鋼;非金屬型摩擦鉚接主要鉚接纖維復合材料及各種塑料。兩種摩擦鉚接的機理具有一致性,都是摩擦生熱與塑性形變,工藝參數(shù)略有不同,特別是金屬摩擦鉚接要求的頂鍛力較非金屬鉚接的頂鍛力大,而非金屬摩擦鉚接要求的轉速較高。本文研究不同主軸動力參數(shù)對AA2024-T351鉚釘/PEI ULTEM-1000母材摩擦鉚接工藝鐓頭形態(tài)的影響。
1 工藝原理
摩擦鉚接工藝的機理是:通過鉚釘相對母材旋轉摩擦,使母材連接區(qū)域產(chǎn)生一定的溫度分布,通過鉚釘軸向進給和相對旋轉產(chǎn)生母材塑化流動,從而產(chǎn)生一種動態(tài)鉚焊狀態(tài),當連接區(qū)域鉚焊狀態(tài)達到最佳時,通過摩擦鉚接裝備使鉚釘相對母材瞬間急停下來,在一定溫度梯度條件下使連接區(qū)域固化,最終形成摩擦鉚接連接接頭。
由此,摩擦鉚接工藝可以分成4個階段:第一階段,主軸帶動鉚釘旋轉,同時軸向伺服進給,鉚釘與母材接觸,摩擦開始;第二階段,鉚釘旋轉持續(xù)進行,鉚釘軸向伺服進給進一步增加,鉚釘進入母材,摩擦產(chǎn)生的大量熱量軟化母材和鉚釘;第三階段,鉚釘旋轉與軸向進給不斷進行,連接區(qū)域鉚焊狀態(tài)形成,鉚釘變形產(chǎn)生自鎖;第四階段,鉚焊狀態(tài)最佳,鉚釘相對母材急停,鉚接接頭完成。摩擦鉚接工藝過程見圖1。
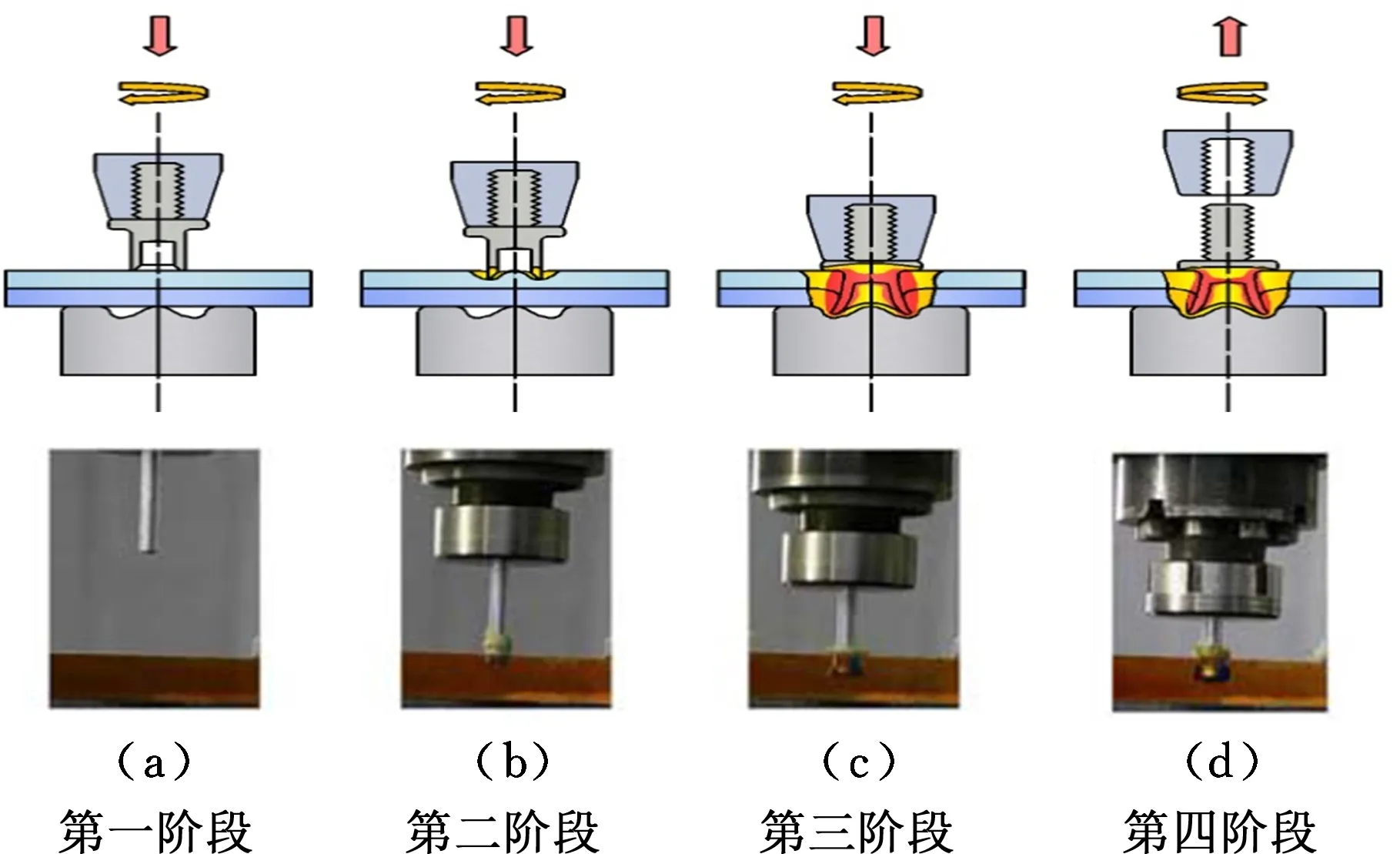
圖1 摩擦鉚接工藝過程Fig.1 The process of friction riveting
(1)第一階段,金屬摩擦鉚接[8-10](圖1a上)軸向力初始可達10 kN,鉚釘轉速約3 000 r/min,隨著接觸時間延長,軸向力逐漸減小;對于非金屬鉚接[4](圖1a下),初始軸向壓力約55 N,鉚釘轉速約21 000 r/min,軸向力也逐漸減小。
(2)第二階段,對于金屬母材(圖1b上),鉚釘旋轉和進給時,摩擦產(chǎn)生的熱量使母材首先軟化,在旋轉作用下形成局部塑化流動,隨著摩擦時間延長,鉚釘也開始變軟;對于非金屬母材(圖1b下),此階段作用時間比金屬母材短。
(3)第三階段,在一定的工藝參數(shù)下,此階段的連接區(qū)域會發(fā)生鉚焊狀態(tài),在金屬塑性流動和高溫作用下,金屬母材(圖1c上)的鉚焊會出現(xiàn)金屬間化合物,同時在模具的作用下空心鉚釘腿部彎曲自鎖;對于非金屬母材(圖1c下),此階段會出現(xiàn)鐓粗現(xiàn)象。
(4)第四階段,鉚釘?shù)募蓖J悄Σ零T接連接的最后階段,也是摩擦鉚接工藝的關鍵所在,此階段要把握好鉚釘旋轉的急停減速時間(圖1d)。
從上述工藝過程分析中可以看出, 摩擦鉚接工藝采用伺服進給可以實時精確地監(jiān)測和控制鉚接過程中加載的壓力,同時采用精密急停主軸可以控制旋轉摩擦速度和進給速度及時間以控制鉚接區(qū)域熱輸入。通過這種“力-行程”和“轉速-溫度”摩擦鉚接監(jiān)控技術可以得到優(yōu)良的連接接頭,同時避免母材擠壓破裂、褶皺等裝配缺陷發(fā)生。同時,可以采用X、Y運動平臺主動尋位技術,實現(xiàn)對鉚接點的精密定位。
從工藝性來說,摩擦鉚接十分適合連接輕薄板料,具有極大的開發(fā)應用價值。與傳統(tǒng)鉚接技術相比,摩擦鉚接不破壞母材的整體性,保證了結構的承載能力;噪聲小,無打孔所致的多余物,綠色環(huán)保;克服了傳統(tǒng)鉚接工藝對母材組合的外觀、功能和動態(tài)疲勞強度的制約。與膠接技術相比,摩擦鉚接不需膠粘劑;膠接接頭的強度較低,而摩擦鉚接強度較高;克服了涂膠粘合工藝在抗高溫、耐沖擊、抗老化性能方面存在的安全隱患。與特殊焊接相比,無論從設備投資、能耗成本核算,還是從工序繁簡和操作要求方面,都具有不可比擬的綜合成本優(yōu)勢。
總之,摩擦鉚接具有如下工藝優(yōu)點:
(1)可連接不同材質、不同厚度、不同硬度和不同強度的兩層或多層材料組合。
(2)充分滿足不同非金屬種類材料之間的連接靜態(tài)強度和動態(tài)疲勞強度要求,克服膠接工藝和傳統(tǒng)鉚接工藝的不足,具有碰撞能量吸收功能,可滿足安全方面的要求。
(3)允許不同種類材料之間涂結構膠粘合層,達到隔音降噪和防水密封的目的,克服了螺接和傳統(tǒng)鉚接工藝的不足。
(4)工序簡單,生產(chǎn)效率高,可實現(xiàn)流程化,便于生產(chǎn)線集成。
2 試驗
2.1 試驗準備
本文采用的上海航天設備制造總廠自主研發(fā)的摩擦鉚接裝備FR001(2014年)見圖2。設備行程為1 200 mm×700 mm×600 mm;額定轉速為3 000 r/min,最高轉速為18 000 r/min;額定扭矩為27 N·m,配置自研主軸急停系統(tǒng)[11]。裝備采用西門子數(shù)控系統(tǒng)828D(銑床版),構成如圖3所示。其中油冷機自動調(diào)節(jié)電主軸在急停工作中所產(chǎn)生的大量熱量,保護主軸;壓力傳感器用于鉚接過程頂鍛力的檢測[12],可以提供力參數(shù)給鉚接工藝的管理系統(tǒng),起到閉環(huán)控制,同時可以提供過載報警信號,保護主軸。
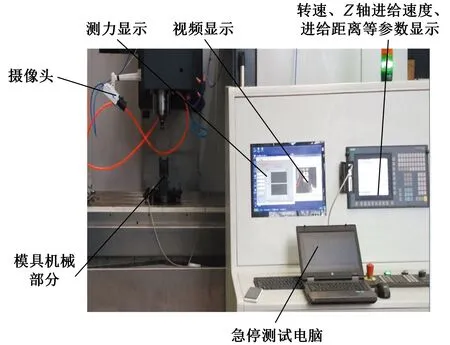
圖2 自研摩擦鉚接裝備Fig.2 Self-developed friction riveting equipment
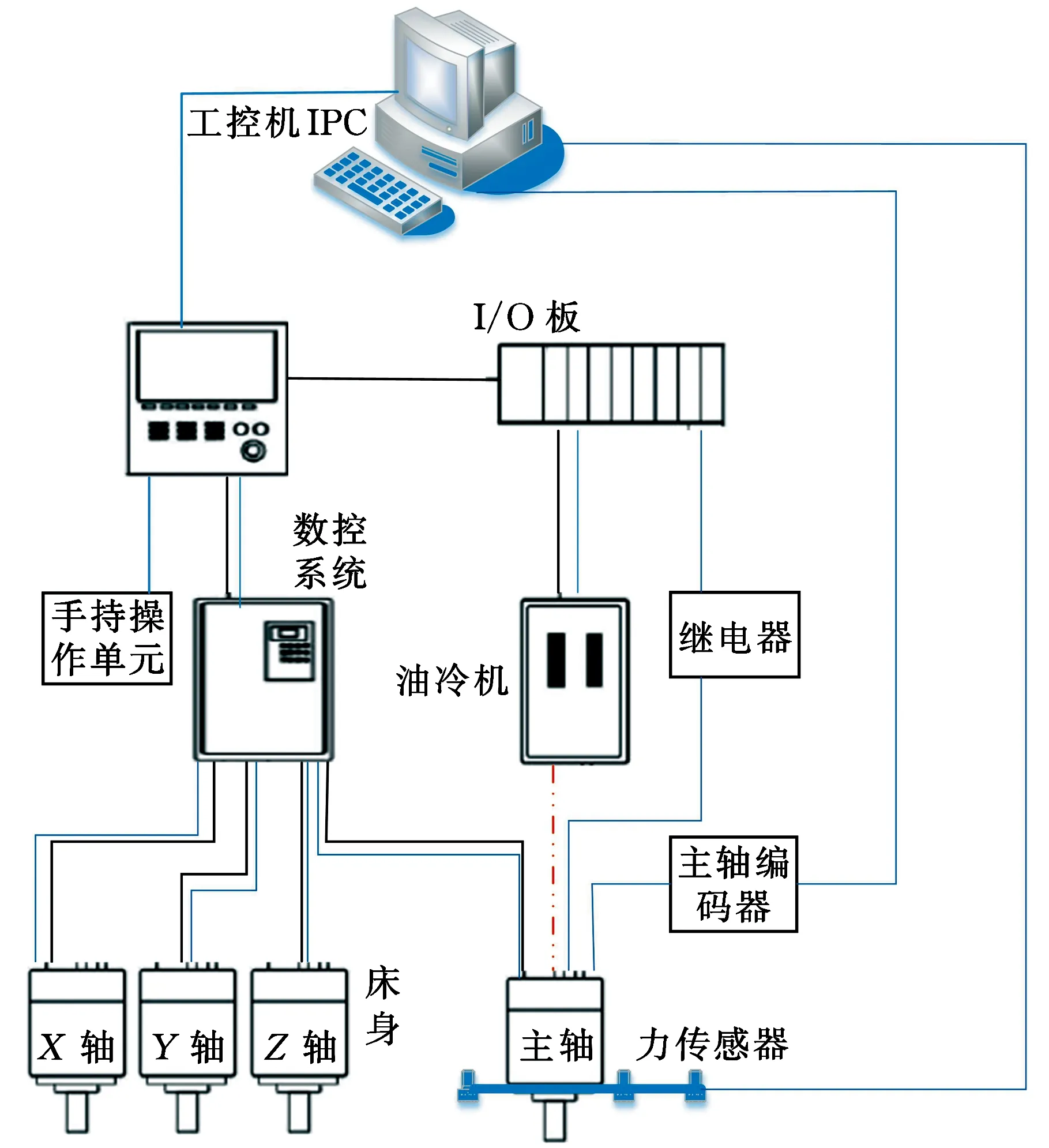
圖3 摩擦鉚接裝備系統(tǒng)構成圖Fig.3 System diagram of friction riveting equipment
2.2 材料與準備
選用PEI ULTEM-1000(美國通用公司)作為基體母材。為了使摩擦鉚接模具匹配,將母材尺寸改制為8 mm×610 mm×47 mm、10 mm×610 mm×47 mm、15 mm×610 mm×47 mm和20 mm×610 mm×47 mm,以測試不同厚度材料的鐓頭效果差別。鉚釘材料選擇高強鋁合金AA2024-T351。如圖4所示,前期進行了9種形式的鉚釘可鉚性基礎摸索試驗工作,本文選擇與主軸工藝參數(shù)窗口匹配性較好的直徑為 10 mm、長度為60 mm的AA2024-T351鋁合金實心桿鉚釘和實心螺紋鉚釘。
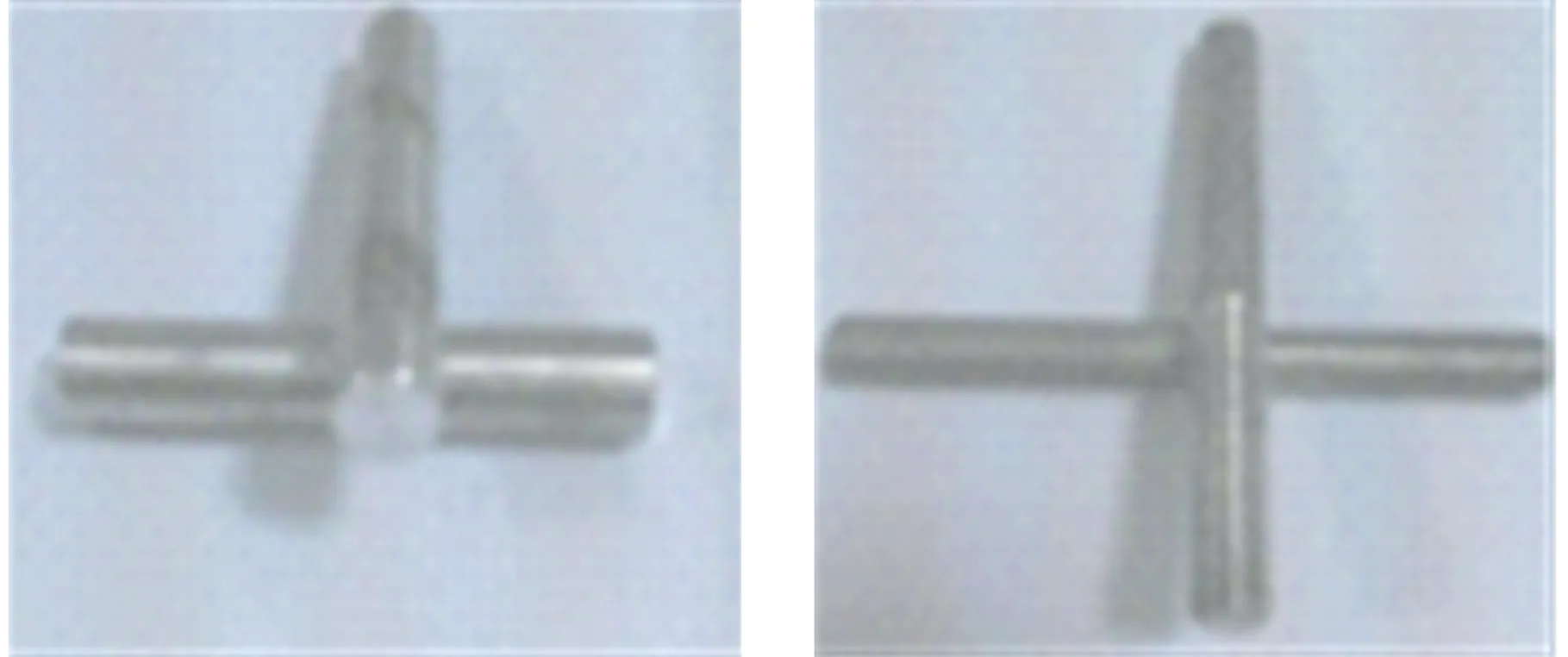
(a)實心桿 (b)螺紋細桿

(d)空心桿 (c)螺紋粗桿
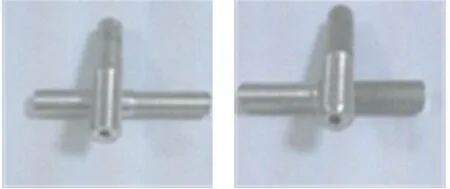
(e)空心螺紋桿(f)空心螺紋端頭倒圓桿
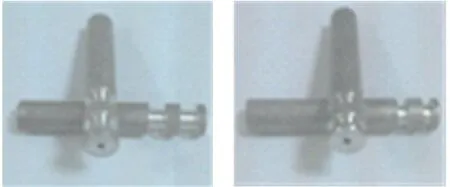
(g)空心臺階桿1(h)空心臺階桿2

(i)實心臺階桿圖4 摩擦鉚釘Fig.4 The friction rivets
2.3 方法概述
由于摩擦旋轉轉速高、功率大、頂鍛力大、急停時間要求極短,故與傳統(tǒng)鉚接裝備和攪拌摩擦焊接機床裝備具有很大的不同。試驗中需考慮裝備的抗振動能力、熱穩(wěn)定性和精度保持性,試驗除采用自主研制的設備之外,還設置了模具系統(tǒng),如圖5所示,整個系統(tǒng)具有在線監(jiān)測鉚接力、扭矩以及溫度的作用[12],便于工藝分析。
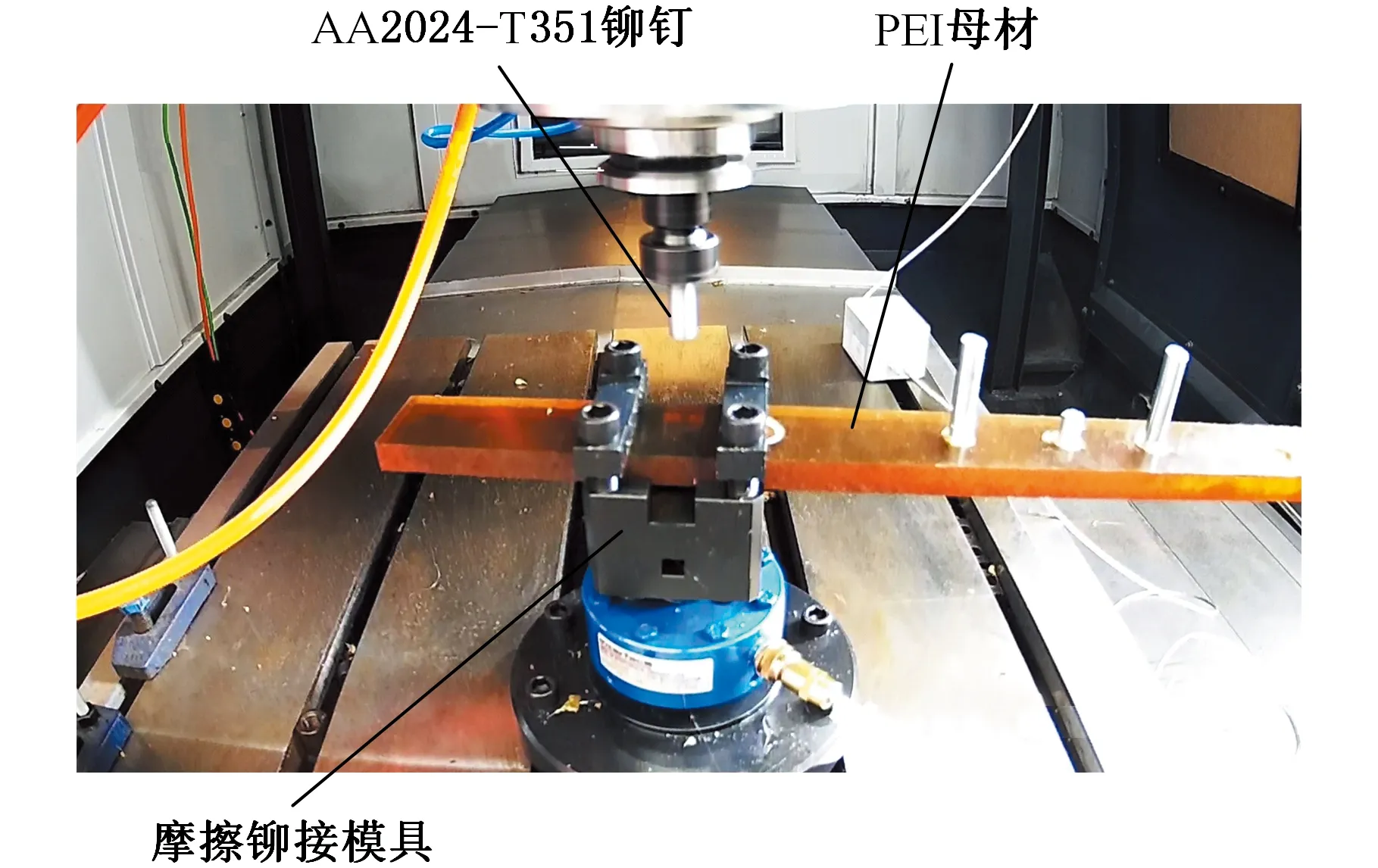
圖5 摩擦鉚接工藝試驗方法Fig.5 Experimental method of friction riveting process
摩擦鉚接中,實心金屬鉚釘通過高速的主軸帶動旋轉,然后以一定速度直接“撞入”被鉚接的PEI母材,由于摩擦生熱鋁合金鉚釘軟化,加上PEI母材材料的軟化流動壓力,使得被鉚接出來的鉚接墩頭出現(xiàn)環(huán)狀錨鉤的形態(tài),形成機械自鎖效應。
試驗獲得的摩擦鉚接接頭見圖6,接頭加工出與試驗夾具相適應的R32.5圓角,通過圖6所示的拉力試驗機獲得抗剪力與拉斷力,幫助分析主軸動力參數(shù)及鐓頭形態(tài)與接頭性能之間的對應關系。

(a)CMT5305試驗機 (b)試驗夾具部分 (c)試驗接頭圖6 摩擦鉚接接頭拉力試驗Fig.6 Tensile test of friction riveted joint
3 結果分析
3.1 試驗結果
從獲得的結果來看,熱量輸入量決定了鉚接接頭質量的優(yōu)良程度,而決定熱量大小的參數(shù)主要是設備的主軸(鉚釘旋轉)轉速、鉚入速度和下壓深度。急停的快慢對非金屬摩擦鉚接接頭的鐓頭形成沒有直接關系,但對接頭緊固的松緊度有較大影響。
結果表明,工藝參數(shù)與力學性能有很大的相關性,同時主軸動力參數(shù)的變化對鐓頭形態(tài)影響很大,本文進行了若干試驗并得到了較好的樣品(圖7),同時也獲得了幾種典型的缺陷(圖8)。基于試驗結果,以鐓頭觀察為主,接頭力學性能為輔,分析主軸動力參數(shù)對摩擦鉚接鐓頭形態(tài)影響,結果如表1所示。
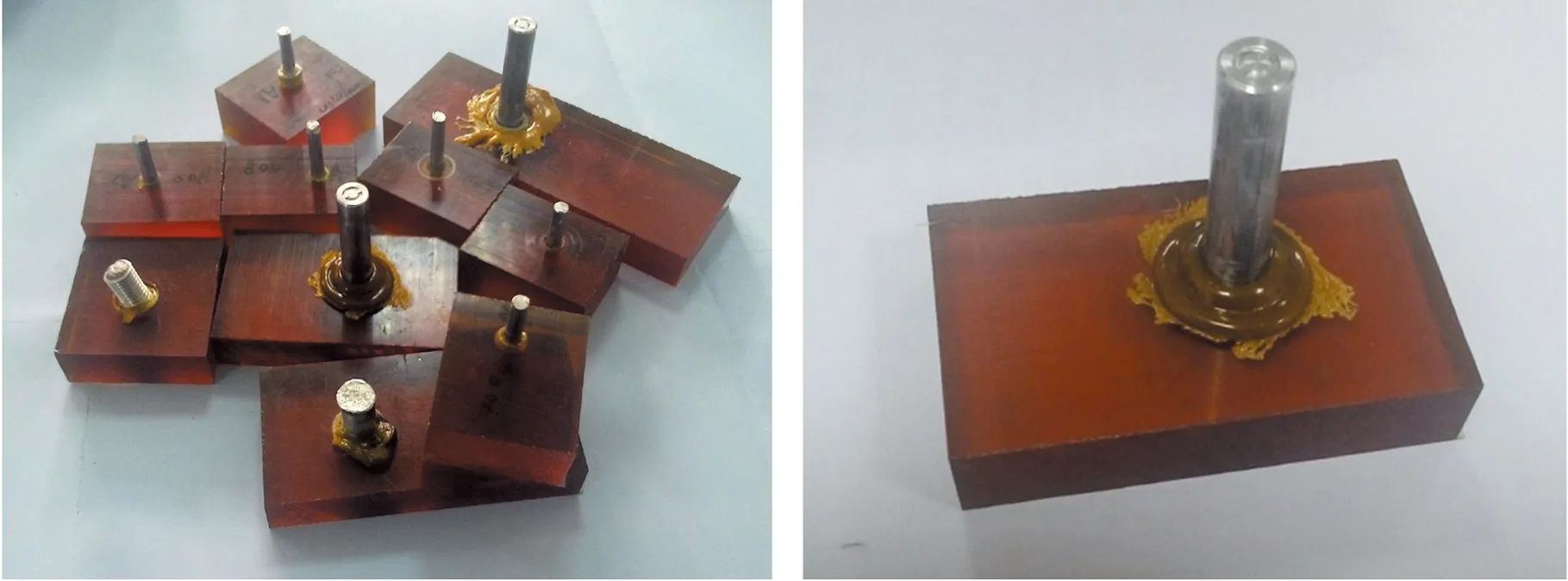
(a)接頭樣品 (b)接頭外觀
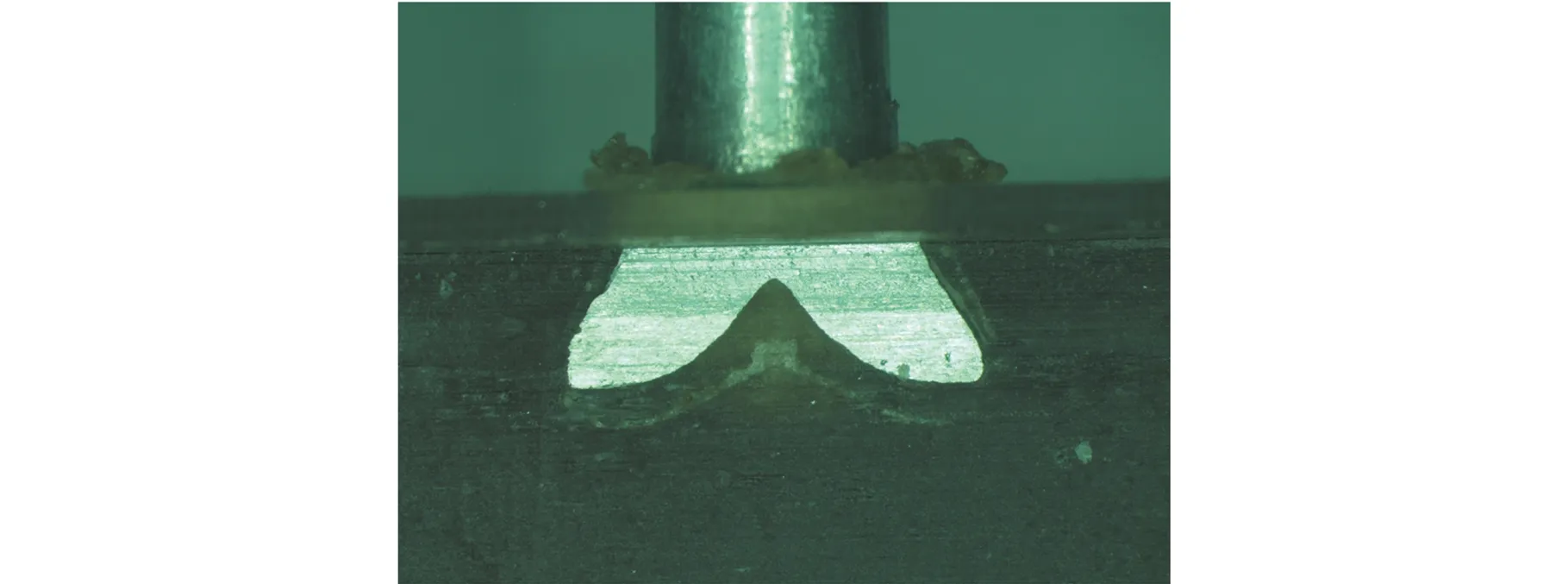
(c)鐓頭形態(tài)圖7 典型良好鐓頭形態(tài)摩擦鉚接接頭Fig.7 Typical good pier head friction riveting joints
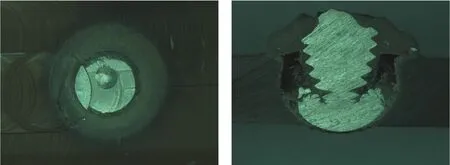
(a)扭斷 (b)鉆削
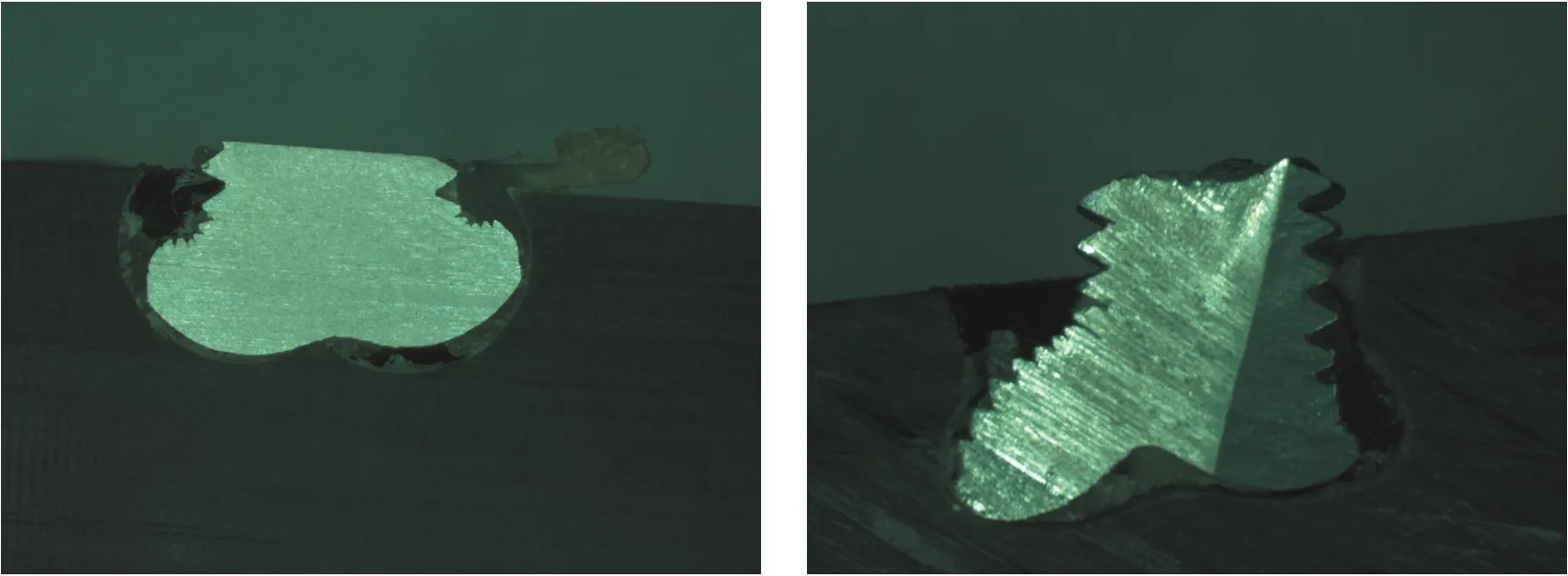
(c)錨鉤鐓粗 (d)錨鉤撞彎圖8 幾種典型摩擦鉚接鐓頭形態(tài)缺陷種類Fig.8 Kinds of typical defect types of frictionriveted pier head
3.2 主軸轉速
摩擦鉚接鉚釘?shù)霓D速對母材表面溫度的變化、母材的磨損、鐓頭的形成具有很大的影響。根據(jù)上述試驗材料和設備,轉速8 000 r/min以下時,對于10 mm實心棒鉚釘,摩擦生熱較小,PEI母材有材料鉆削磨損現(xiàn)象(圖8b),PEI母材未融化,鉚釘由于下壓作用被撞彎,鉚釘材料未出現(xiàn)熱塑性變形,母材融化不完全,無旋轉摩擦熱鐓頭;對于 10 mm實心棒鉚釘,轉速10 000 r/min以下時,有材料鉆削和少部分材料融化現(xiàn)象并行出現(xiàn),同時有部分出現(xiàn)鉚釘扭斷現(xiàn)象(圖8a),可見鉚釘材料出現(xiàn)熱塑性,在下壓力和熱輸入共同作用下產(chǎn)生了微弱鐓頭。試驗的主軸摩擦轉速有8種,即8 000,9000,10 000,11 000,12 000,13 000,14 000,15 000 r/min。由結果可以看出鉚釘直徑越大,熱輸入越大,母材越容易被融化,與此同時鉚釘越易被軟化。
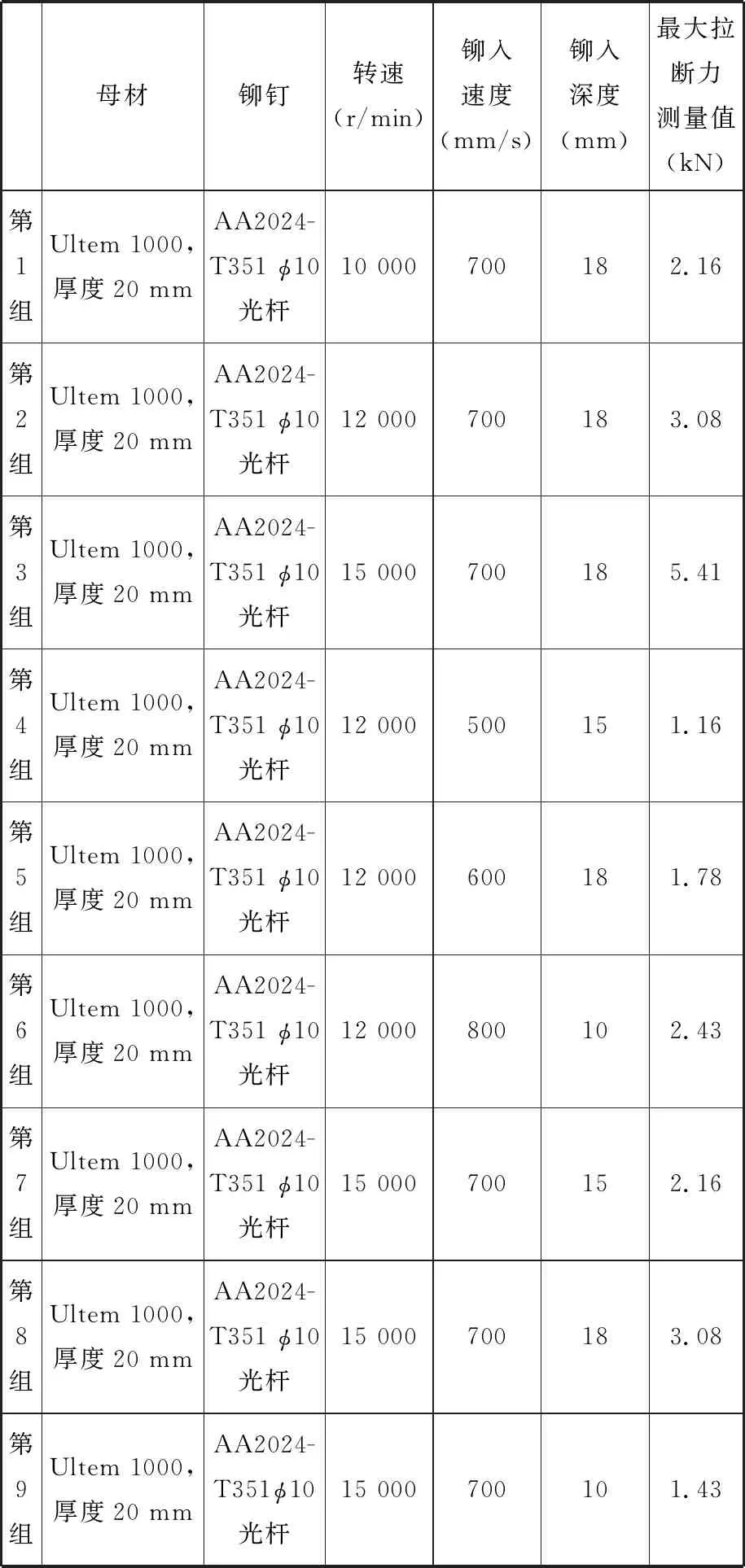
表1 幾組典型摩擦鉚接拉斷力測試
3.3 鉚入速度
摩擦鉚接中,鉚釘鉚入母材表面的速度對快速產(chǎn)生大量熱量和避免大量鉆削磨損的影響很大。試驗中鉚入速度過小,會出現(xiàn)鉚釘逐漸深入鉆削的現(xiàn)象(圖8c),同時產(chǎn)生的摩擦熱量會被母材的磨損磨料在離心速度下帶走,影響熱量在鉚釘和母材接觸區(qū)域的積聚,從而造成該區(qū)域有效熱量輸入能量密度過低,伴隨出現(xiàn)的特征是鉚釘既不發(fā)生鐓粗,也不會被撞彎,只有母材被高速打磨出一個孔。試驗中鉚釘鉚入速度過快,熱量還未來得及產(chǎn)生,鉚釘材料就被撞彎,撞彎相當于擴大鉚釘直徑,然后產(chǎn)生一個彎曲的鐓頭(圖8d),研究發(fā)現(xiàn) 10 mm鉚釘15 000 r/min轉速下以800 mm/s以上鉚入速度進行鉚接,大部分會被撞彎而產(chǎn)生鐓頭。研究中設置的鉚入速度是100~800 mm/s。
3.4 下壓深度
摩擦鉚接鉚釘下壓距離對鉚釘鐓頭局部具有很大的影響。對于光桿鉚釘,試驗中下壓距離越大,有效熱量輸入越多,產(chǎn)生的鐓頭越粗,鐓頭表面堆積的材料越多。對于螺紋鉚釘,由于螺紋的排屑作用,使其下壓距離影響不十分明顯,總體上下壓距離越大,形成的錨鉤狀區(qū)域形狀越光整,由拋物線鉤狀向圓鉤發(fā)展(圖8c)。
3.5 急停時間
急停的快慢對非金屬摩擦鉚接接頭的鐓頭形成影響不大,急停快慢主要由摩擦鉚接設備的減加速度決定,結果表明,急停越快,接頭越不容易松動。這是因為融化狀態(tài)的PEI非金屬母材會黏附在鉚釘表面,從而限制圓周松動。試驗中,急停的時間獲取通過控制系統(tǒng)獲得,試驗發(fā)現(xiàn)急停時間對墩頭環(huán)狀錨鉤的形成影響不大,但對接頭的松動性有影響,將從15 000 r/min急停時間控制在1 s內(nèi)可以提高摩擦鉚接緊固牢固率80%以上。目前獲得的數(shù)據(jù)表明,非金屬從15 000 r/min急停時間在1 s內(nèi),可以滿足AA2024-T351鉚釘/PEI ULTEM-1000母材摩擦鉚接工藝墩頭形態(tài)要求。
4 結語
在摩擦鉚接工藝技術初始研究階段,采用自主設計的摩擦鉚接裝備、摩擦鉚接鉚釘和摩擦鉚接模具,并根據(jù)設備調(diào)試和優(yōu)化需要,進行了摩擦鉚接可鉚性試驗,并成功做出摩擦鉚接樣件接頭。在此基礎上,研究了摩擦鉚接主軸轉速、鉚釘下壓速度、鉚釘下壓距離和急停性能對摩擦鉚接鐓頭形態(tài)的影響。
摩擦鉚接工藝裝備作為自研的先進高速瞬態(tài)點連接設備之一,集成了摩擦點焊機、旋鉚機及自沖鉚設備的工藝優(yōu)點,其多項單元技術可應用于傳統(tǒng)制造系統(tǒng)的技術升級與改進,例如高檔電主軸技術、鉚接自動化技術及制造系統(tǒng)集成技術。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52