考慮錐向金屬流動的大型錐形筒節軋制力計算模型
2019-10-25 01:16:28董志奎彭利偉焦云靜孫建亮禚超越趙靜一盧明立楊志明王培亮
中國機械工程 2019年19期
董志奎 彭利偉 焦云靜 孫建亮,2 禚超越 趙靜一盧明立 楊志明 王培亮
1.燕山大學機械工程學院,秦皇島,0660042.燕山大學國家冷軋板帶裝備及工藝工程技術研究中心,秦皇島,066004 3.江蘇天明機械集團有限公司,連云港,222002
0 引言
大型錐形筒節主要應用在核電、石油、化工、航天等領域,是我國重點領域關鍵技術裝備的關鍵零部件。目前大型錐形筒節的成形方法是自由鍛,其缺點是能耗大、效率低,同時鍛造筒節的尺寸精度差,表面上存在凹凸不平的鍛痕,材料利用率低、成本高。軋制成形具有生產效率高、尺寸精度高、材料利用率高、綜合成本低等優點[1-2]。目前大型直壁筒節已經實現軋制成形,如果大型錐形筒節能夠實現軋制成形,則對創新設計大型錐形筒體軋制裝備,完成大型筒體制造技術的升級,解決制約我國大型筒體批量化生產能力瓶頸,實現我國重點領域關鍵技術裝備的自主化和產業化都具有十分重要的意義。目前關于大型錐形筒節的軋制,以及相關軋制設備和軋制工藝的研究只有少量報道,且實際中還無法進行試驗驗證。軋制力計算模型是錐形筒節軋制過程控制的關鍵模型,因此本文針對大型錐形筒節軋制過程的軋制力計算模型進行研究。
目前關于環形件軋制力計算模型的研究較多。華林等[3-5]利用小型環件軋機進行軋制實驗時,根據實驗數據對環件軋制中的軋制力性能參數及工藝參數進行了分析,并通過初等分析法建立了環件軋制的物理模型和力學模型。QIAN等[6]建立了環件溝槽截面的軋制咬入力學模型,并分析了咬入條件的影響因素。GUO等[7]建立了環件在徑軸向的穩定軋制條件下的數學模型,并提出了一種合理的軋制工藝。PARVIZI等[8]基于上限法求解出了環件軋制力和力矩的解析解。蔣日東等[9-10]基于環件軋制過程與特征,建立了熱軋的環件軋制模型,并提出了環件軋制過程的自適應與自學習控制結構。湯翼等[11]提出了在軋制過程中環件中心不在芯輥和驅動輥中心連線上的軋制幾何模型,建立了環件的運動學參數與環件壁厚和軋制進給量之間的關系。羅曉東等[12]基于有限元仿真軟件,研究了環件軋制過程中咬入和鍛透情況、應力-應變分布、軋制力與軋制力矩等金屬的變形規律。韓星會等[13]基于有限元對內臺階錐形環件的軋制過程進行了數值模擬,提出了軋制毛坯尺寸和軋制孔型的優化方案,并進行了實驗驗證。WANG等[14]研究了錐形環件虛擬軋制過程的關鍵技術。上述軋制力計算模型適用于小型環件,由于大型環件直徑、高度和厚度大,金屬變形規律復雜,上述模型并不適用于大型筒節軋制,但為大型筒節軋制提供了思路和基礎。
關于大型筒節軋制力計算的研究,中國第一重型機械集團提出了一種大型筒節軋制設備及其軋制工藝[15]。程瑞敏[16]對大型環件成形過程的數值模擬進行了研究,極大改進了大型環件的工藝優化及尺寸精度。蘭箭等[17]以縮比環件軋制實驗和有限元數值模擬為基礎,研究材料軸向轉移模式及其變形機理,提出包含環件形狀因素的成形性能評定方法。華林等[18]研究了大型環件的徑軸向軋制工藝,揭示了大型環件徑軸向軋制過程的變形規律和機理,分析了軋制過程中產生的問題和缺陷的實質,為實際的工業生產提供了依據。門正興等[19]對大型筒體鍛造成形中產生的缺陷進行分析,并提出了合理的預防措施及解決方法。孫建亮等[20]為了準確計算筒節軋制力,建立了一種基于切塊法的考慮筒節不均勻應力分布的軋制力計算模型。張博[21]研究了2.25Cr1Mo0.25V 大型筒節高溫軋制過程中微觀組織演變規律。陳素文[22]基于條層法對大型筒節熱軋三維變形進行模擬,研究了筒節寬展的分布規律。
上述主要是針對直壁筒節的研究,關于大型錐形筒節軋制成形的研究,施熔剛等[23]對三代核電蒸發器錐形筒體鍛件各部位進行檢驗分析,為軋制大型錐形筒節的尺寸及性能要求提供了參考。王實[24]優化了大型錐形筒體軋機輥系布置和輥系參數,進行了錐形筒體軋制過程仿真。
由于大型錐形筒節存在錐度,必須考慮金屬沿錐向的流動規律,因此本文提出一種考慮金屬錐向流動的大型錐形筒節軋制力計算模型。
1 考慮錐向金屬流動的軋制力計算數學模型
大型錐形筒節尺寸巨大、自重大,采用臥式軋制會產生巨大的軸向力,導致軋輥磨損嚴重和寬展不可控。本文采用大型錐形筒節立式軋制,軋制穩定性較好,其物理模型如圖1所示。大型錐形筒節由若干支撐輥支撐,支撐輥為主動輥,轉速與筒節轉速相匹配,目的在于減小支承輥與筒節之間的摩擦力,進而防止筒節下端面的扭曲變形;軋制變形由主輥和芯輥完成,主輥和芯輥立式布置,均為主動輥,通過芯輥調節壓下量和進給速度。為便于計算分析,作如下假設[22]:錐形筒節軋機軋輥為剛體;錐節為剛塑性體;忽略軋輥和筒節的彈性變形。
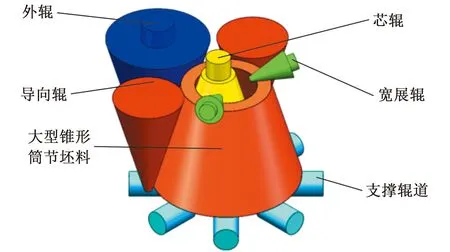
圖1 大型錐形筒節軋制物理模型Fig.1 Physical model of large conical cylinder
大型錐形筒節不同于直壁筒節,由于錐度的存在,錐形筒節軋制過程中變形區金屬沿錐向流動,為了理論解析計算出大型錐形筒節軋制力分布規律,本文采用分層法來計算,即將錐形筒節沿軸向分層,建立以錐形筒體軋制方向為x軸、軋輥中心線為y軸、錐形筒體軸線為z軸的三維坐標系,坐標原點o位于筒體小端面軋制變形區,垂直截面受力如圖2所示。
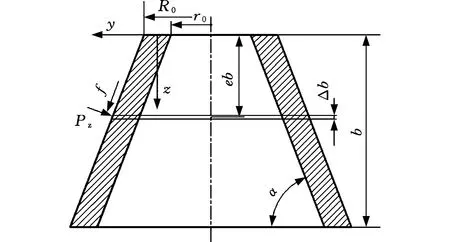
圖2 大型錐形筒節垂直截面受力示意圖Fig.2 Stress diagram of vertical section of largeconical cylinder
取任意一微層(圖2),根據幾何關系,可得每一微層錐形筒體半徑和軋輥半徑:
(1)
式中,r0為錐形筒體最小端內壁半徑;R0為錐形筒體最小端外壁半徑;r為錐形筒體某一層內壁半徑;R為錐形筒體某一層外壁半徑;R10為芯輥最小端半徑;R20為外輥最小端半徑;R1為芯輥某一層半徑;R2為外輥某一層半徑;b為錐形筒體寬度;e為錐形筒體寬度系數,0≤e≤1;eb為選取層與錐形筒節小端的距離;α為錐形筒體傾斜角度。
式中,p為垂直方向單位壓力。
由圖3并根據外輥半徑、芯輥半徑、錐形筒節內外壁半徑的幾何關系,可得變形區厚度:
(2)
式中,H為變形區厚度;h為出口厚度;H1為變形區上半部分厚度,H2為變形區下半部分厚度。
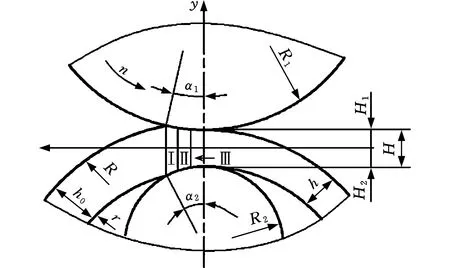
圖3 大型錐形筒節軋制示意圖Fig.3 Schematic drawing of rolling large conical cylinder
式中,P為錐形筒節受到的軋制力;Pz為軋輥施加的總軋制力;f為錐形表面受到的摩擦力;μ為摩擦因數。
(3)
式中,Δh為每轉壓下量。
周波(1984-),男,碩士,高級咨詢師,主要研究方向為高校教育的法律問題及適用、企業思維下的學生管理方法研究。E-mail:48605299@qq.com
L≈xmax
下面對錐形筒節受力進行分析。根據圖2中大型錐形筒節的受力分析,列出平衡方程:
(4)
根據建立的坐標系,由圖3中各個圓弧的幾何關系得出變形區的取值區間,在此區間軋輥與大型錐形筒節相接觸。變形區的取值區間為
由于接觸角足夠小,故接觸弧長[25]
則總的軋制力和錐形筒節變形產生的軋制力關系為
(5)
由于變形區上下軋輥直徑和轉速均不同,是典型的異步軋制,因此每一層的變形區可分為后滑區、搓軋區和前滑區,如圖3所示的Ⅰ區、Ⅱ區和Ⅲ區,該層的前滑區(Ⅲ區)中,軋輥圓周速度的水平分量要大于金屬流動速度,因此軋件上下接觸面所受摩擦應力與軋制方向相同,軋件被拽入輥縫;在搓軋區(Ⅱ區),軋件速度在外輥和芯輥速度之間,因此軋件的接觸摩擦應力在芯輥與外輥接觸的地方是相反的,該區域受到有利于金屬變形的剪切力;在后滑區(Ⅰ區),軋輥圓周速度的水平分量要小于金屬流動速度,所以軋件上下接觸面受到與軋制方向相反的摩擦應力,從而阻礙軋件運動。變形區中單元體受力見圖4。
轉變后的五建更加廣泛地參與市場競爭,在全國各地擺開了戰場。所到之處,力作頻出,好戲連臺,并在大型儲罐安裝、大型機組安裝、大型電氣儀表安裝調試等方面,從無到有、由弱變強、由強而精,最終形成了具有自身獨特風格的技術優勢。
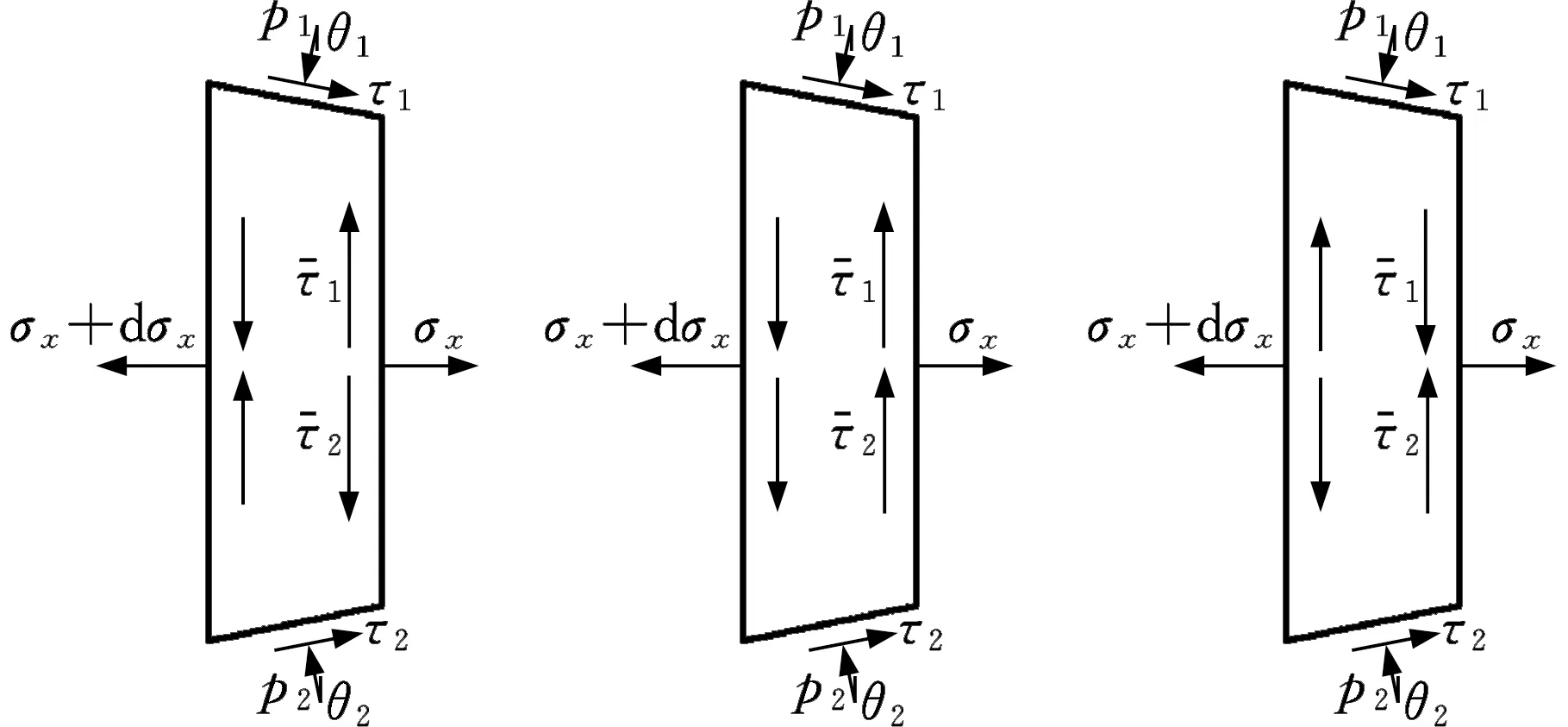
(a)Ⅰ區 (b)Ⅱ區 (c)Ⅲ區圖4 變形區中單元體受力圖Fig.4 The force diagram of the element in thedeformation zone
分析Ⅰ區的單元體受力情況(圖4a),在水平方向上受力平衡,平衡方程為
(6)
式中,q為水平方向應力;p1、p2分別為上下輥作用在變形區上的單位壓力;θ1、θ2分別為p1、p2作用點與上下軋輥連心線夾角;τ1、τ2分別為上下軋輥與軋件接觸面的摩擦應力。
(7)
式中,τxy1為變形區上半部分剪應力。
在Ⅰ和Ⅲ區,τxy1=2mk1y/H,在Ⅱ區,τxy1=mk1(其中,m為剪切系數;k1為上表面剪切變形抗力)。下半部分剪應力與上半部分類似。
由于咬入角比較小,故斷面上剪應力對垂直方向平衡方程的影響可以忽略不計,可得
p1+τ1tanθ1=p2+τ2tanθ2=p
(8)
對于現代護理教育來講,應面向未來、面向世界、面向現代化[9]。國際護理教育現階段已成了比較完善和科學的護理教育體系,但是現階段我國護士學歷水平、護理教育水平相對較低,所以應積極開展繼續教育,讓護理人員的整體素質得以提高,滿足現代護理的實際發展需求。
那是一個晴朗的上午,我漫步在人來人往的街道,太陽發出的光芒照在我的臉上,暖暖的。路,走到一半,一個舞蹈班的招生廣告吸引了我,上面用了幾個粗體大字寫著:舞蹈班招生,被選中的孩子可以去廣場參加演出。我非常想去,因為我從來沒有參加過演出,我渴望舞臺的光鮮和掌聲。我飛快地跑回家對媽媽說:“媽媽,我想去學習舞蹈,想去參加演出。”媽媽先是一愣,然后高興地說:“好,明天就去報名吧!我這文文靜靜的女兒終于肯動一動了。”我知道,這是媽媽所盼望的。
(9)
式中,σx、σy為x、y方向上的正應力;τxy、τyz、τxz為三向剪應力;σs為軋件材料的流變應力。
假設軋輥與軋件間摩擦為黏摩擦,在變形區上下接觸面的剪切應力將達到最大值,即
(10)
式中,k2為下表面剪切變形抗力。
綜上所述,將任務打包[10]發布可以讓會員同時接到多個由公司設計好的最優任務包,能夠讓會員在最短的時間內完成較多的任務.并且將任務打包發布可以將單個任務價格適當調低,既能保證會員的收入又能減少公司的費用.通過對原定價模型的修改使一些“冷門”任務得以完成,將任務的執行情況進行了優化,提高了任務的完成度.
因此,軋件上下兩部分屈服條件為
(11)
(2)半河岸半河床段水面線(旱季)以上開挖(尾水渠前1.6km和后0.8km)。水面線以上開挖,沿水流方向逆向進行分段進行施工,分2層進行,第1層為土石分界線~弱風化,第2層為弱風化至河床大面以下2m(用于導水)。

(12)
將式(12)和式(8)代入式(6),可得

(13)
解上式微分方程,可得
(14)
在入口處,x=L,q=0,代入式(12)可得
(15)
由此計算出C1的值:
那么,在Ⅰ區受到的單位軋制力為式(15)解得的p。
在前滑Ⅲ區,單位體受力情況如圖4c所示,由于咬入角比較小,故單元體在水平方向和垂直方向的受力平衡方程為

(16)
p1-τ1tanθ1=p2-τ2tanθ2=p
(17)
整理可得

解上式微分方程,可得
數學是一門運動、變化著的科學,其很多知識點都是發現一種運動的數學規律,或者是用運動規律來表示數字之間的關系,這也是對函數最簡單、直接的解釋。在傳統教學中,教師很難處理和展現數學的運動性,只能簡單地給學生看靜態的數學,導致在解決動態問題時,非常吃力。信息技術的出現,突破了這一教學方法所運用技術的瓶頸,產生了新的教學方案。如學習“動點”的軌跡,原本教師只能在黑板上“笨拙”地畫出幾個點,學生勉強明白。現在,教師可以利用信息技術來處理數字信息,整合為圖像,畫出更多的軌跡變化,學生既能看到運動的結果,也能看到運動的過程。如此直觀的演示,對學生研究動態運動方程非常有幫助。
(18)
在變形區出口處,x=0,q=0,代入式(12)可得
(19)
那么,在Ⅲ區受到的單位軋制力為式(23)解得的p。
那么,在Ⅱ區受到的單位軋制力為式(19)解得的p。
在搓軋區,單位體受力情況如圖4b所示,由于咬入角比較小,故單元體在水平方向和垂直方向的受力平衡方程為
(20)
p1-τ1tanθ1=p2+τ2tanθ2=p
(21)
整理可得
(22)
解上式微分方程,可得
(23)
由于單位軋制力在上中性點xn1和下中性點xn2處是連續的,故有:
pⅠ(x=xn1)=pⅡ(x=xn1)
pⅡ(x=xn2)=pⅢ(x=xn2)
聯立可求出C3。
由此計算出C2的值為
②考慮需求方特征——企業是否虧損。如表中第二列和第三列回歸系數所示,分組檢驗發現:虧損企業組,審計定價與企業內控缺陷雖然存在正相關關系,卻不顯著;盈利企業組,審計定價與企業內控缺陷存在正相關關系,在1%水平上顯著。即其他條件相同時,與虧損企業相比,盈利企業存在內控缺陷時的審計定價更高,H2得到驗證。從全樣本回歸中可以看出,企業是否虧損對應的回歸系數是0.058,在1%水平上顯著,這說明其他條件不變時,盈利企業相比虧損企業審計定價較低。
以上計算得到的為大型錐形筒節某一層的單位軋制力分布,單位軋制力隨著大型錐形筒節的寬度系數e的變化而變化。
那么總軋制力為在接觸弧長和寬度方向上的定積分:
進而根據式(5)可求得軋輥施加到筒節的總軋制力。
本奧多·W·舒爾茨在1987年的《改造傳統農業》著作中,將農業分為傳統農業、現代農業和過渡農業等三大類。傳統農業的生產要素供給和技術水平不變,整個產業部門是完全競爭的狀態,均衡價格恒定。傳統農業由于勞動效率和資本收益率偏低,無法吸引更多的勞動力和資本等要素流入,長期處于低水平均衡狀態。在傳統農業向現代農業轉變過程中,要求農業從低效率、低資本收益的部門向高生產效率、高資本收益的部門轉變,需要引進新的農業現代化因素,投入新的生產要素和實施新技術,更需要對農民投資,提升農民勞動力素質和組織化程度。
其中,在Ⅰ區和Ⅲ區,c=1,在Ⅱ區,c=2。
2 錐形筒節軋制過程有限元計算模型
由于大型錐形筒節軋制初期理論研究還不成熟,故ABAQUS有限元模擬是一種較好的選擇。ABAQUS有限元模擬具有較高的精度和可信度,在進行實際的實驗生產之前進行有限元模擬,可以提前模擬實際軋制的情況,預知軋制可能出現的問題,大大節省時間和成本。本文以某接管段錐形筒節軋制成形為例,采用的材料是2.25Cr1Mo0.25V,其基本參數通過實驗測定,如表1所示。
傳統加工過程需要經過5個工序:下料、鐓沖、芯棒拔長、馬杠擴孔和最終成形。本文研究的軋制坯料來自擴孔后的鍛件,且坯料錐度與目標尺寸相同。本文基于有限元軟件,建立大型錐形筒節軋制過程有限元模型,如圖5所示,軋輥簡化為剛體,包括外輥、芯輥、寬展輥、支承輥。外輥和芯輥為錐形輥,錐度和筒節目標錐度一致,外輥和芯輥為主動輥,芯輥同時承擔道次壓下功能,芯輥和外輥的轉速要與軋輥直徑和軋件尺寸匹配,道次壓下量根據產品而定,防止筒節受力不均,變形嚴重;寬展輥為從動輥,控制錐形筒節寬度,由于軋制過程中錐形筒節徑向速度不同,所以寬展輥設計為錐形輥,與錐形筒節徑向速度分布一致,可
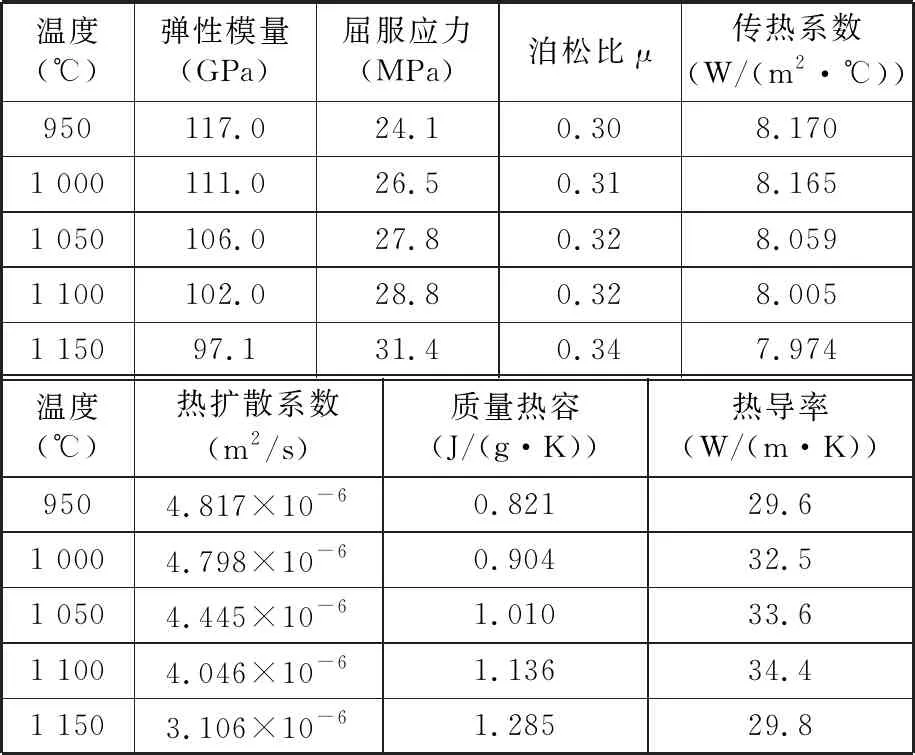
表1 有限元模型材料參數
以減小寬展輥的磨損;支承輥承受錐形筒節自重及軸向力,因此設計多個支撐輥共同支撐。錐形筒節初始溫度為1 100 ℃,軋制過程主要有輻射傳熱和接觸換熱。輻射傳熱主要是錐形筒節向周圍環境進行熱輻射,定義輻射換熱系數;接觸換熱主要是在軋輥與錐形筒節之間的熱傳導,另外還存在摩擦熱,定義摩擦因數以及法向硬接觸[26]。由于錐形筒節尺寸巨大,既要保證計算精度,又要保證計算成本,所以本文采用質量縮放來加快計算速度[27]。建模參數如表2所示。
圖5 有限元幾何模型Fig.5 Finite element geometric model
名稱數值芯輥轉速(rad/s)1.5芯輥進給速度(mm/s)1.5外輥轉速(rad/s)1.005軋輥與軋件間的摩擦因數0.5環境溫度(℃)20軋件溫度(℃)1 100軋輥溫度(℃)20熱輻射系數80
3 結果分析與討論
以某錐形筒節為研究對象,選取不同規格大型錐形筒節在不同條件下的軋制作為計算算例,表3為大型錐形筒節軋制主要設備參數,表4給出不同軋制條件下力學模型計算和有限元模擬計算總軋制力結果對比,保持芯輥轉速為1.5 rad/s,進給速度為1.5 mm/s,外輥轉速與之匹配。由表4可知,力學模型計算結果和ABAQUS有限元模擬計算結果誤差在20%以內,間接表明理論模型計算與有限元計算結果的準確性,能夠滿足工業應用要求。
經過多年的對往復式壓縮機、離心式壓縮機、汽輪機等轉動設備轉子軸斷裂前期振動狀態監測、各類振動信號分析對比,發現采用不同的監測方式和不同的傳感器信號對監測診斷轉子軸的裂紋發展趨勢的效果有很大區別,有的監測在轉子軸斷裂數天前也沒有明顯異常,而另外的監測結果是在轉子軸斷裂數天前振動信號就出現異常趨勢,情況不一,很難準確判斷。
“點破朦朧,筆畫朱砂”,隨著音樂響起,李校長和嘉賓以及班主任老師端起朱砂,手執毛筆,在同學們額頭正中點上紅痣,祝福學生們從此眼亮心明。
表3 大型錐形筒節軋制主要設備參數
表4 力學模型計算和有限元模擬計算結果對比
圖6是不同壓下量時力學模型計算總軋制力和有限元模擬計算的總軋制力的對比圖。由圖6可知,每轉壓下量由20 mm增加到60 mm時,總軋制力力學模型計算結果由53 555 kN增加到129 600 kN,ABAQUS有限元模擬計算結果由56 788 kN增大到108 390 kN,兩者變化趨勢相同,都呈現增大趨勢。ABAQUS有限元模擬計算總軋制力變化存在波動,這與網格劃分有一定的關系,并且誤差在允許范圍之內。力學模型和ABAQUS有限元模擬計算結果誤差保持在20%以內,并且在實際軋制過程中軋制力是隨著每轉壓下量增大而增大,從而可以相互印證本文所建立的軋制力力學模型與有限元軋制模型的正確性。
統一戰線在構建共同體中作出了重要貢獻。統一戰線對構建共同體的貢獻,在橫向上體現在統一戰線五個主要領域之中,在縱向上體現在統一戰線的具體形態之中,在層次上體現在共同體的演進之中。中國統一戰線構建的共同體是擁有領導核心、緊密團結、包容開放、穩定高效的共同體。這種共同體是以中國共產黨為領導核心,以馬克思主義及其中國化成果為理論指導,以中國特色社會主義制度為保障,以中華民族偉大復興為最大公約數,以正確處理一致性和多樣性關系為基本方針,以求同存異、合作共贏為基本理念,致力實現利益均衡、有序穩定、認同增進的同心圓式共同體。統一戰線對共同體思想的運用及其成果主要體現在以下三個方面:
通過本次研究,發現目前國內ESP課程研究尚不夠完善:學生需求分析尚不夠全面;ESP教學以閱讀和翻譯為主,忽略了聽說能力的訓練;教學目標不夠具體,教學方法及教學手段陳舊。依據本次問卷調查的結果以及以往研究的結論,筆者認為,現階段大學英語教學改革應將重點轉移到課程內容設置的問題上來,具體探討大學階段ESP課程的設置問題[7]。具體提出以下幾點建議。
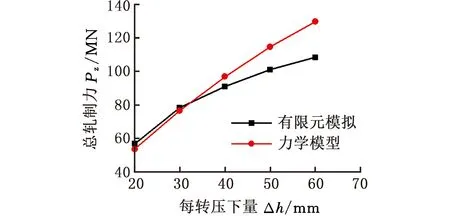
圖6 總軋制力隨每轉壓下量的變化Fig.6 Change of total rolling force with reductionper rotary pressure
圖7是不同厚度、相同壓下量情況下,力學模型和有限元模擬計算結果對比圖。由圖7可知,在軋制過程中,大型錐形坯料厚度由300 mm增大到380 mm時,總軋制力力學模型計算結果由54 618 kN減小到52 816 kN,ABAQUS有限元模擬計算結果由59 863 kN減小到48 639 kN,兩者變化趨勢相同,都呈現降低趨勢,同樣ABAQUS有限元模擬計算總軋制力變化存在波動,但誤差在允許范圍之內。力學模型和ABAQUS有限元模擬總軋制力計算結果誤差保持在20%以內,并且在實際軋制過程中軋制力是隨著坯料厚度增大而減小,從而可以相互印證本文所建立的軋制力力學模型與有限元軋制模型的正確性。
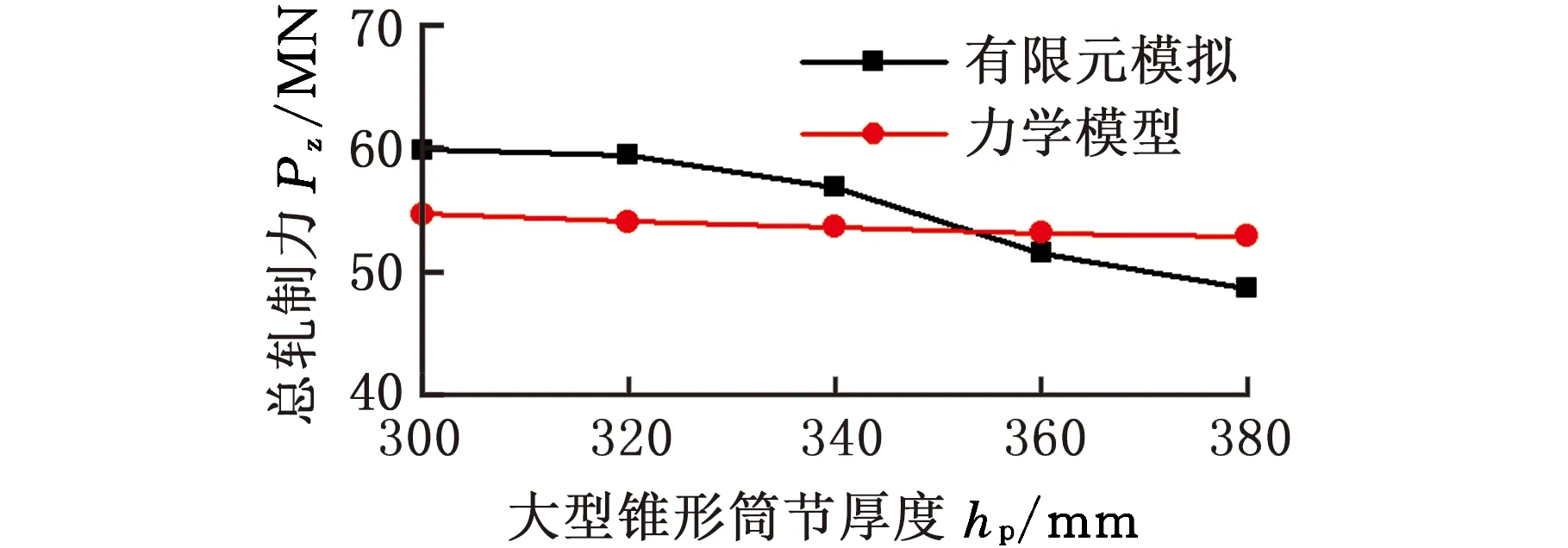
圖7 總軋制力隨筒節厚度的變化Fig.7 The variation of total rolling force with thethickness of barrel joint
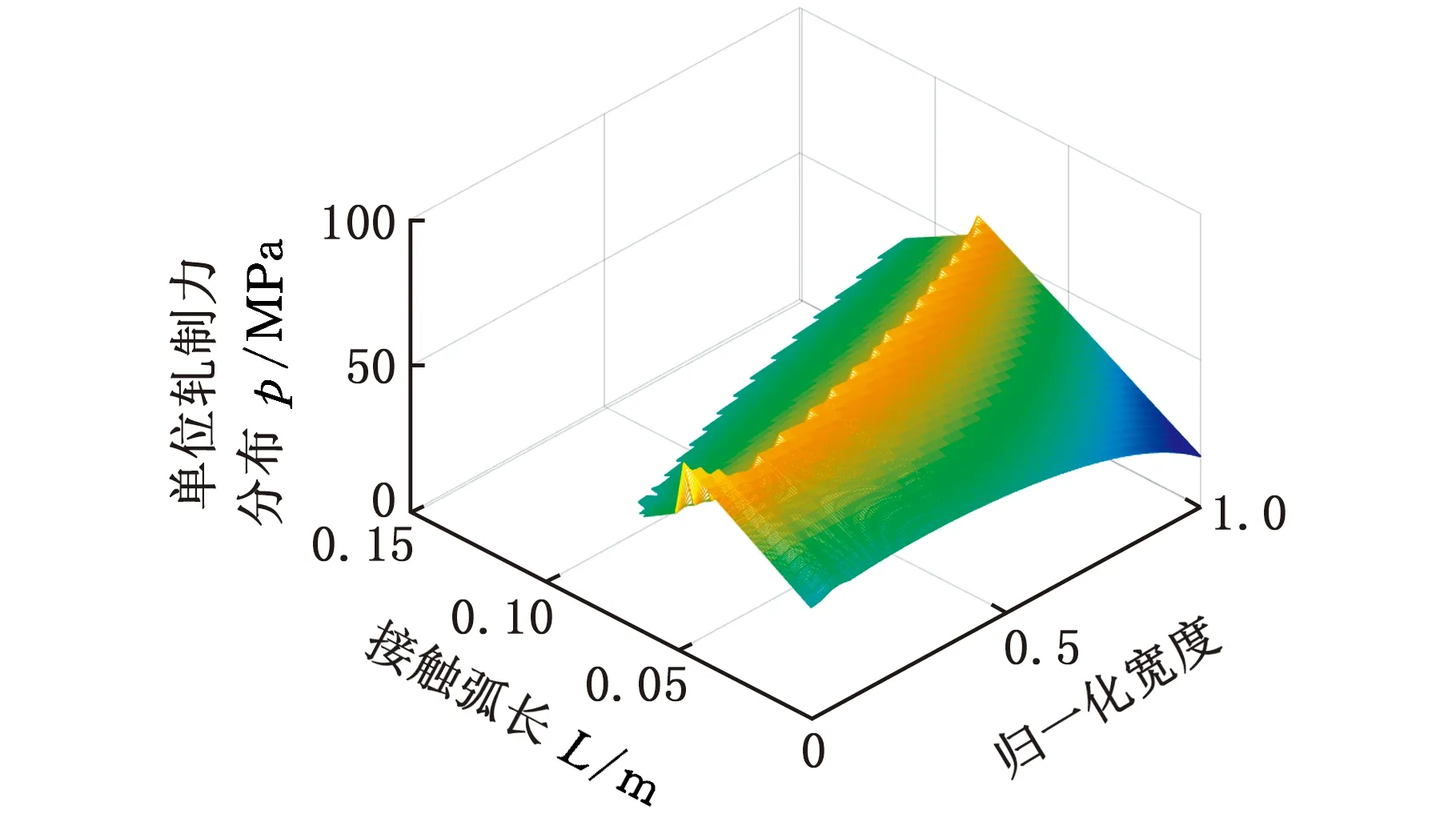
圖8 力學模型單位軋制力分布Fig.8 Mechanical model unit rolling force distribution
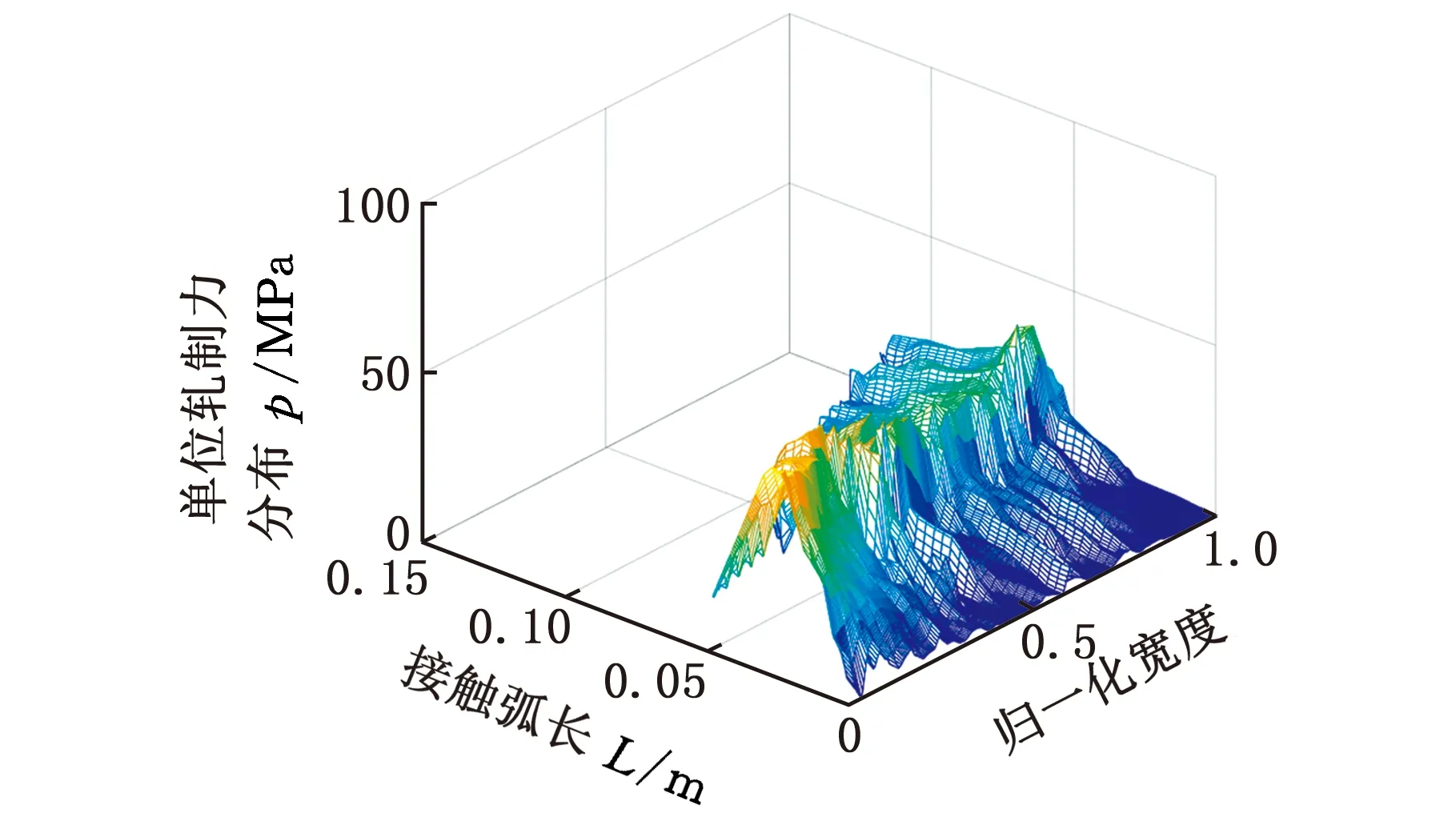
圖9 有限元模擬單位軋制力分布Fig.9 Finite element simulation of rolling forcedistribution per unit
圖8所示是采用軋制力力學模型計算的大型錐形筒節軋制變形區單位軋制力分布。圖9所示是采用ABAQUS有限元模擬得到的軋制變形區單位軋制力分布。由圖8和圖9可知,模型計算結果和有限元計算結果總體變化趨勢是一致的,單位軋制力在寬度方向上由錐形筒節小端到大端逐漸減小,小端面最大單位軋制力在98 MPa左右,大端面最大單位單位軋制力為62 MPa左右;接觸弧長從小端到大端逐漸增大,最小端接觸弧長在0.6 m左右,最大的接觸弧長在0.11 m左右。在軋制變形區沿接觸弧方向上單位軋制壓力先增大后減小,在搓軋區軋制力變化平緩,最大單位軋制壓力出現在靠近出口端的后滑區。
選取力學模型和有限元模型同一位置層,進行單位軋制力對比,如圖10所示。兩者單位軋制力分布趨勢基本一致,最大單位軋制力均為靠近出口端的后滑區和搓軋區,單位軋制力力學模型為100 MPa,有限元模型為103 MPa,有較小的誤差,說明所建立的力學模型與有限元計算模型有較高的精度。
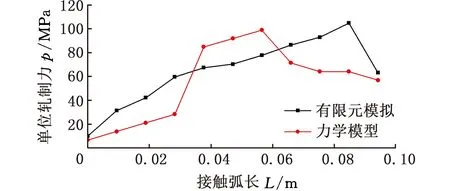
圖10 接觸弧長方向單位軋制力Fig.10 Unit rolling force distribution in contact arclength direction
圖11所示是不同芯輥和外輥轉速比下的總軋制力。由圖11可知,當n2/n1<1.25和n2/n1>1.6時,力學模型與有限元模擬計算結果誤差較大,有限元計算結果波動范圍大,說明該范圍內軋制過程穩定性差、軋制失穩;當1.25 圖11 不同芯輥和外輥轉速比下的總軋制力對比Fig.11 Comparison of total rolling force underdifferent rotational speed ratios of core roll toouter roll 本文針對大型錐形筒節軋制過程,提出一種微分分層方法,結合主應力法,建立了大型錐形筒節軋制過程軋制力力學模型,計算得到了大型錐形筒節總軋制力的計算公式以及變形區軋制力分布狀態;同時在目前無法進行實驗的條件下采用ABAQUS有限元模擬大型錐形筒節軋制過程,對比分析計算結果,力學模型計算結果與有限元仿真結果誤差在20%以內,有較高的精度;根據力學模型和有限元計算結果分析了大型錐形筒節軋制變形區單位軋制力三維分布規律,單位軋制力在寬度方向上由錐形筒節小端到大端逐漸減小,接觸弧長從小端到大端逐漸增大,在軋制變形區沿接觸弧方向上單位軋制壓力先增大后減小,在搓軋區軋制力變化平緩,最大單位軋制壓力出現在靠近出口端的后滑區;在有限元模擬的基礎上進行芯輥與外輥轉速比對軋制力和軋制穩定性的影響研究,得出保證錐形筒節軋制穩定運行的轉速比范圍區間為1.25~1.60。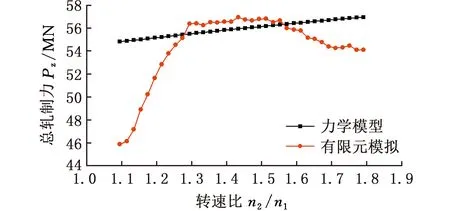
4 結論
猜你喜歡
化工管理(2021年7期)2021-05-13 00:46:04
水泥技術(2021年2期)2021-04-20 12:37:26
農村實用技術(2021年1期)2021-02-27 08:26:18
中華詩詞(2020年1期)2020-09-21 09:24:52
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
設備管理與維修(2015年11期)2015-03-16 05:57:40
機械工程師(2015年10期)2015-02-02 01:14:03
機電產品開發與創新(2014年4期)2014-03-11 16:42:24