蠶絲織物同花同色雙面數碼噴墨印花上漿工藝
2019-10-29 09:35:48葉嘉浩王莉莉吳明華郭文登汪可豪
紡織學報 2019年10期
葉嘉浩, 王莉莉, 吳明華, 郭文登, 汪可豪, 陳 妮
(1. 浙江理工大學 生態染整技術教育部工程中心, 浙江 杭州 310018;2. 萬事利絲綢科技有限公司, 浙江 杭州 310021)
數碼印花是無版印花工藝,具有色彩花型豐富、交貨快捷、節約染化料等優勢,彌補了傳統印花的缺陷,但與傳統印花相比,數碼印花存在墨水滲透力不強,正反面色差明顯,面料易翻絲露白,黑色濃度低,無法表現有厚重層次感的花型等問題[1]。研究人員一直在積極尋找提高數碼印花滲透力的解決方案,目前市場上有2種解決方法:使用滲透劑用量提高反面滲透效果;雙面印花補充反面印花鮮艷度。一般織物印花的花紋色澤以正面為主,對反面沒有要求,但有些特殊織物,如服飾、方巾等,就要求織物正反兩面色澤和花紋的印花效果基本一致[2-4]。隨著消費水平的提升,人們對織物的品質和色彩提出了更高的要求。雙面印花以其獨特的同花同色、同花異色、異花異色效果,避免了數碼印花存在的不足,可廣泛應用于圍巾、家紡、領帶、衣裙、裝飾物等,有著廣闊的市場前景。
目前,國內研究者對雙面印花技術進行了相關探究。徐穆卿等[5]采用海藻類和合成龍膠類作為上漿糊料,對雙面印花布和雙色布生產工藝進行研究。張殿禎等[6]對平網棉方巾進行雙面印花工藝研究,但最終產品的正反面輪廓清晰度不佳。張桂珍等[7]闡述了高仿絹絲絨雙面印花系列產品的開發及生產,在法蘭絨印花基礎上進行工藝改進,使兩面具有不同的花紋圖案和色澤。近年來,飛圖公司研制的飛圖TD1600雙面數碼印花機,不挑花型和墨水,且適用于各種織物的印花[1],助推了雙面印花技術的發展。
雙面印花的質量主要取決于染整工藝、設備及對織物的控制。對織物進行特殊處理后,經正反 2次數碼印花可實現織物兩面的印花效果[8],而合理選擇助劑是雙面數碼噴墨印花工藝技術的關鍵。為達到良好的雙面數碼噴印效果,本文研究了上漿方式、上漿糊料對蠶絲織物雙面數碼噴印效果的影響,探明最佳的上漿方式,開發獲得良好雙面數碼噴印效果的上漿糊料。
1 實驗部分
1.1 實驗藥品
蠶絲斜紋織物(面密度為77.5 g/m2,寧波市鎮海區蛟川晨帆紡織廠)。
海藻酸鈉(SA,工業級,青島明月海藻集團有限公司);羥丙基瓜爾豆膠(HPG,工業級);羧甲基瓜爾豆膠(CMG,工業級,山東廣浦生物科技有限公司);羧甲基淀粉(CMS)(工業級,濟南圓通化工有限公司);羧甲基纖維素(CMC,工業級,華唯纖維素有限公司);羧甲基羅望子膠(CTG,工業級,上海闊泉生物科技有限公司);黃原膠(XG,工業級,上海舜水化工有限公司);尿素、碳酸氫鈉、碳酸鈉(分析純,杭州高晶精細化工有限公司);皂片(工業級,上海紡織工業技術監督所);活性黑墨水(工業級,中國愛普生有限公司)。
1.2 實驗儀器
85-1型磁力攪拌器(上海志威電器有限公司);MINIMD/767型磁棒印花機(奧地利Zimmer公司);S70680 EPSON型數碼打印機(中國愛普生有限公司);M-6型連續式定型烘干機(廣州市鴻靖實驗設備有限公司);DHG-9140A型電熱恒溫鼓風干燥箱(山海申賢恒溫設備廠);DC-2006型恒溫水浴鍋(杭州大衛科教儀器有限公司);P-AO型小軋車(廣東亞力諾有限公司);DHE型高溫汽蒸烘箱(瑞士Mathis公司);MCR52型旋轉流變儀(奧地利安東帕商貿有限公司);SF600puls型計算機測色配色儀(美國Datacolor公司);HIROX KH-77003D型三維視頻顯微鏡(美國科士達公司);Digifull數慧眼圖像顏色處理系統(英國VeriVide公司)。
1.3 實驗方法
1.3.1 上漿原糊的制備
稱取5 g尿素和2 g碳酸氫鈉溶解在 100 mL 蒸餾水中,然后加入定量糊料并攪拌至均一、無任何顆粒的糊狀體系,充分靜置一段時間使糊料膨化溶脹,制成一定質量分數的上漿原糊。
1.3.2 復配上漿原糊的制備
優選2種印花糊料,分別配制一定質量分數的上漿原糊。將2種上漿原糊按照質量比為10∶0、9∶1、7∶3、5∶5、3∶7、1∶9、0∶10進行混合,攪拌至均一、無任何顆粒的糊狀體系,得到一系列不同復配比例的上漿原糊。
1.3.3 上漿原糊黏度測試
將上漿原糊靜置24 h,用旋轉流變儀測試原糊黏度。選用直徑為50 mm的椎板體系,設定溫度為25 ℃,固定剪切速率為10 s-1,掃描15個點,取平均值,即為上漿原糊的黏度。
1.3.4 上漿工藝
將蠶絲織物裁剪成22 cm×22 cm,拆去毛邊,用熨斗將其熨平,備用。
浸軋上漿工藝:將蠶絲織物放在上漿原糊中浸漬 5 min 后,經過軋車,繼而于80 ℃烘干3 min。
單面刮漿工藝:選用平網滌綸單絲直徑106 μm(150目),磁棒直徑為10 mm,磁力3檔,車速為 6 m/min 的刮印條件,用上漿原糊在蠶絲布樣上正面刮印 20 cm×20 cm的方形圖案,于80 ℃烘干3 min。
雙面刮漿工藝:選用如上刮印條件,按照同樣方法,在蠶絲布樣的正面和對應反面刮印20 cm×20 cm 的方形圖案,于80 ℃烘干3 min。
1.3.5 上漿量測定
采用上述上漿方式,不經烘干,精確稱取上漿前后的織物質量,二者之間的差值即為上漿量。
1.3.6 蠶絲織物數碼噴墨印花及后處理工藝
雙面數碼噴印工藝:選用活性墨水,在蠶絲綢布正面噴印6 cm×6 cm的方塊花型和“十字”型精細線條,于80 ℃烘干1 min。繼而精準對花,按照同樣方法,在蠶絲織物反面噴印6 cm×6 cm的方塊面花型,于80 ℃烘干3 min。
后處理工藝:將烘干的蠶絲印花織物放入高溫汽蒸烘箱內于102 ℃汽蒸10 min,隨后取出,冷水洗,熱水洗,然后在皂片質量濃度為3 g/L,碳酸鈉質量濃度為2 g/L,浴比為1∶50, 95 ℃的條件下皂洗10 min,進而冷水洗,烘干,熨平。
1.3.7 蠶絲織物的數碼噴印效果測試
用計算機測色配色儀測定蠶絲綢印花織物正面或反面12個不同位置處的K/S值,平均值即為正面或反面得色量,即(K/S)正、(K/S)反。
得色不勻度用來評價噴印大塊面花型的色澤均勻性,通過下式[9]計算得到:
式中:CV為印花織物表面的得色不勻度,%;K/Si為印花織物正面所取12點中各點的色深度;K/S為12點色深度的平均值。得色不勻度越小,大塊面花型的色澤越均勻[9]。得色不勻度在10%以內,說明印花織物獲得了均勻的色澤。
印制1 000 μm粗細的直線線條,烘干后,用三維視頻顯微鏡測定織物上線條的尺寸。在不同位置測得30個數據,計算線條寬度平均值[10]。與線條原寬度相比,來評判花型精細度。用數碼慧眼圖像顏色處理系統對印制花型進行放大拍照,通過觀察線條細度和邊緣向外擴展程度目測花型輪廓清晰度。
2 結果與討論
2.1 上漿方式的優選
上漿方式主要分為浸軋上漿、單面刮漿和雙面刮漿3種。在數碼噴墨印花之前,對織物采用最佳的上漿方式進行上漿,可防止噴印墨水在織物表面滲化,進而使花型處的染料在濕熱狀態下完成對纖維的吸附、擴散及上染固著,從而提高印花織物的表面得色和花型輪廓清晰度。
海藻酸鈉是目前國內外最為常用的活性染料印花糊料[11]。本文實驗選用質量分數為0.3%、0.6%、0.9%、1.2%、1.5%、1.8%、2.1%和2.4%的海藻酸鈉(SA),探究浸軋上漿、單面刮漿和雙面刮漿3種上漿方式對蠶絲綢織物雙面數碼噴印效果的影響。
2.1.1 海藻酸鈉用量對大塊面花型效果影響
表1示出不同質量分數海藻酸鈉在3種上漿方式下的雙面與單面數碼噴印織物正面得色量。可以看出,與單面數碼噴印相比,3種上漿方式下的雙面數碼噴印正面得色量均有不同程度的提升,說明雙面數碼噴印可顯著提高蠶絲織物的表面得色量,使織物獲得更為鮮艷的色澤。這與雙面數碼噴印在織物表面的得墨量較高有關。

表1 不同質量分數海藻酸鈉在3種上漿方式下的雙面與單面數碼噴印織物正面得色量對比
表2示出不同質量分數海藻酸鈉在3種上漿方式下的雙面數碼噴印透網和正反面得色情況。
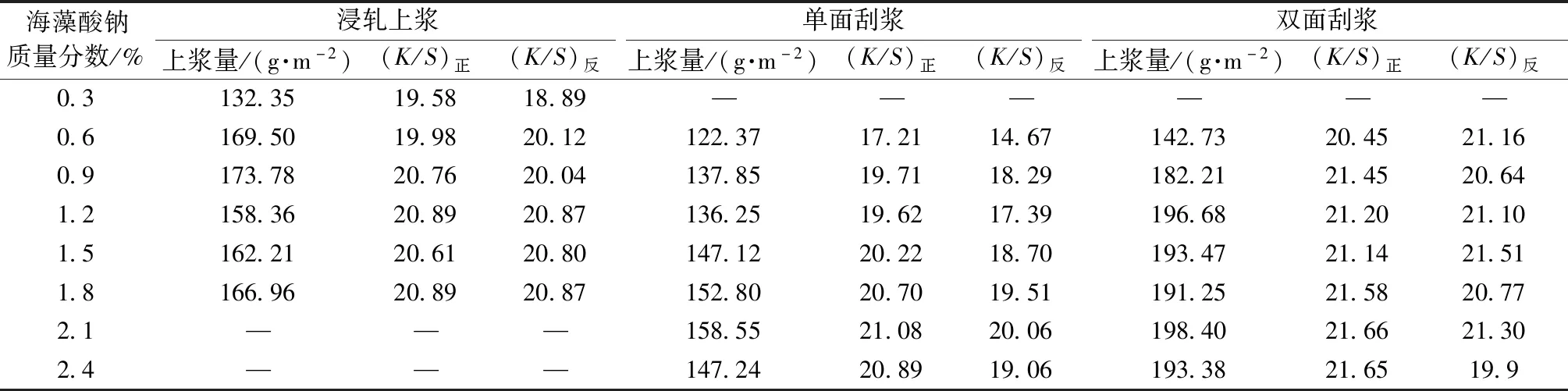
表2 不同質量分數海藻酸鈉在3種上漿方式下的雙面數碼噴印透網和正反面得色情況
對于相同質量分數的SA而言,從表2雙面數碼噴印正面和反面得色量的數據可以看出,雙面刮漿的(K/S)正和(K/S)反均高于浸軋上漿和單面刮漿,說明雙面刮漿方式可獲得最為鮮艷的色澤。雙面刮漿的(K/S)正和(K/S)反數值基本相當,說明蠶絲織物雙面數碼噴印的正反面得色效果一致。
此外,比較不同質量分數SA的(K/S)正數據可知,隨著SA質量分數的增加,(K/S)正變化幅度較小。上漿時盡可能用較少量的糊料而獲得較好的噴印效果,不僅節約成本,還可防止上漿引起的織物手感變硬問題。
2.1.2 海藻酸鈉用量對精細花型效果影響
表3示出不同質量分數海藻酸鈉在3種上漿方式下的雙面數碼噴印線條寬度數據。可以看出,噴印到織物表面的線條寬度都大于原寬度(1 000 μm),說明噴印的精細圖案會向兩邊不同程度擴張,這是由織物本身的毛細管效應所致。上漿可防止噴印墨水在織物表面因毛效而引起的滲化。單面刮漿方式的蠶絲織物反面線條寬度均大于正面,可歸因于反面漿料不足,導致墨水易于向織物周邊潤濕擴展。經比較發現,雙面刮漿方式的蠶絲織物正面和反面線條寬度最為接近,且不會隨著漿料濃度的改變而發生急劇變化,這有利于印花效果的穩定。
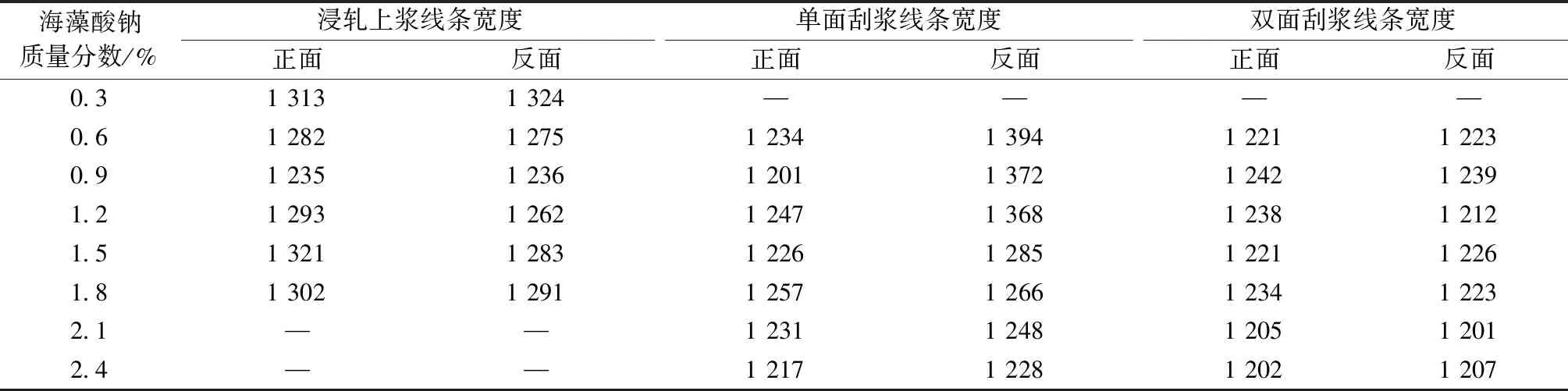
表3 不同質量分數海藻酸鈉在3種上漿方式下的雙面數碼噴印花型精細度
由3種上漿方式下蠶絲織物雙面數碼噴印花型和精細花型結果得知,最佳的上漿方式是雙面刮漿,SA原糊質量分數選擇0.9%~1.8%之間為佳。
2.2 上漿糊料的優選
印花糊料是上漿漿料配方中的重要組分,起著增稠、吸濕、抱水、傳遞染料的作用,其優劣直接影響數碼噴印織物的表面得色情況和花型的精細程度。
本文實驗選用海藻酸鈉(SA)、羥丙基瓜爾豆膠(HPG)、羧甲基瓜爾豆膠(CMG)、羧甲基淀粉(CMS)、羧甲基纖維素(CMC)、羧甲基羅望子膠(CTG)和黃原膠(XG)7種天然印花糊料,采用雙面刮漿方式,通過噴印大塊面花型和精細花型來比較其在蠶絲織物上的雙面數碼噴印效果,從而優選出最佳的上漿糊料。用MCR52型旋轉流變儀將各上漿原糊黏度調至(1 000±100) mPa·s。
2.2.1 上漿糊料類別對大塊面花型效果影響
表4示出不同上漿糊料的雙面和單面數碼噴印大塊面花型得色性能。可以看到,與單面數碼噴印相比,7種糊料的雙面數碼噴印(K/S)正和(K/S)反都有極大程度的提高,說明雙面數碼噴印可有效提升織物的表面得色。7種糊料上漿后的蠶絲織物雙面數碼印花正面和反面得色量差距不大,大小排列順序均為:SA>CMS>HPG>XG>CMC>CTG>CMG。
從表4得色不勻度數據可知,7種糊料的單面數碼噴印的得色不勻度都超過10%,說明單面數碼噴印的蠶絲織物色澤不均勻。而雙面數碼噴印只有CMC和XG上漿的得色不勻度大于10%,會出現明顯的色澤不勻現象,其他上漿糊料都可使雙面數碼噴印織物獲得較為均勻的色澤。
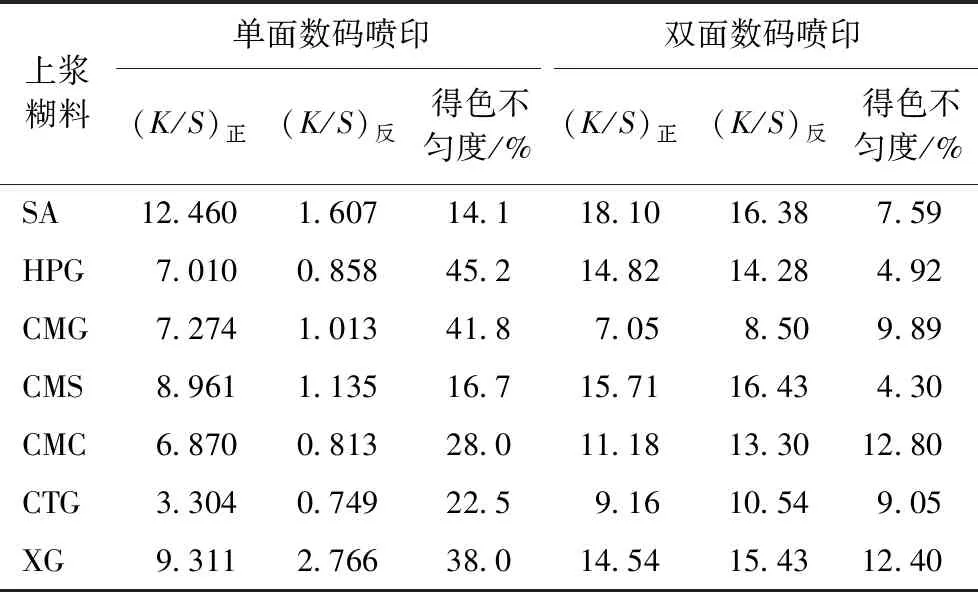
表4 不同上漿糊料的雙面和單面數碼噴印大塊面花型得色性能
由此可以得出,SA和CMS的正面和反面得色量較高,得色均勻,是較為合適的大塊面花型雙面數碼噴印上漿糊料。
2.2.2 上漿糊料類別對精細花型效果影響
表5示出7種上漿糊料的雙面數碼噴印線條寬度數據。可以看出,CMS上漿的蠶絲織物表面線條寬度最接近原寬度,說明其花型精細度最高。圖1示出7種上漿糊料的蠶絲織物正面和反面的數碼噴印花型。經比較分析發現,用CMS上漿的蠶絲織物正面和反面十字線條細度和邊緣向外擴展程度較低,說明其花型輪廓清晰度較好,可獲得較佳的雙面數碼噴印精細花型效果。
由7種上漿糊料的蠶絲綢織物雙面數碼噴印大塊面花型和精細花型結果得知,SA和CMS上漿的正面和反面得色量較高,得色均勻,且CMS上漿的雙面數碼噴印線條最為精細。
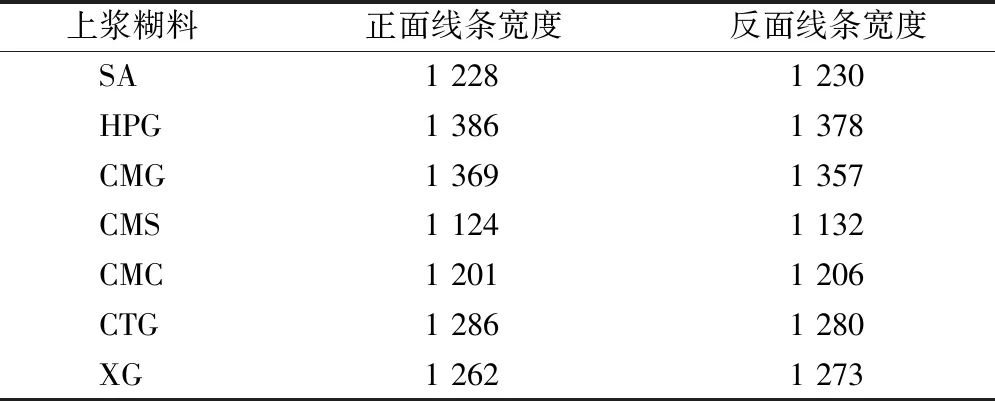
表5 不同上漿糊料的雙面數碼噴印花型精細度
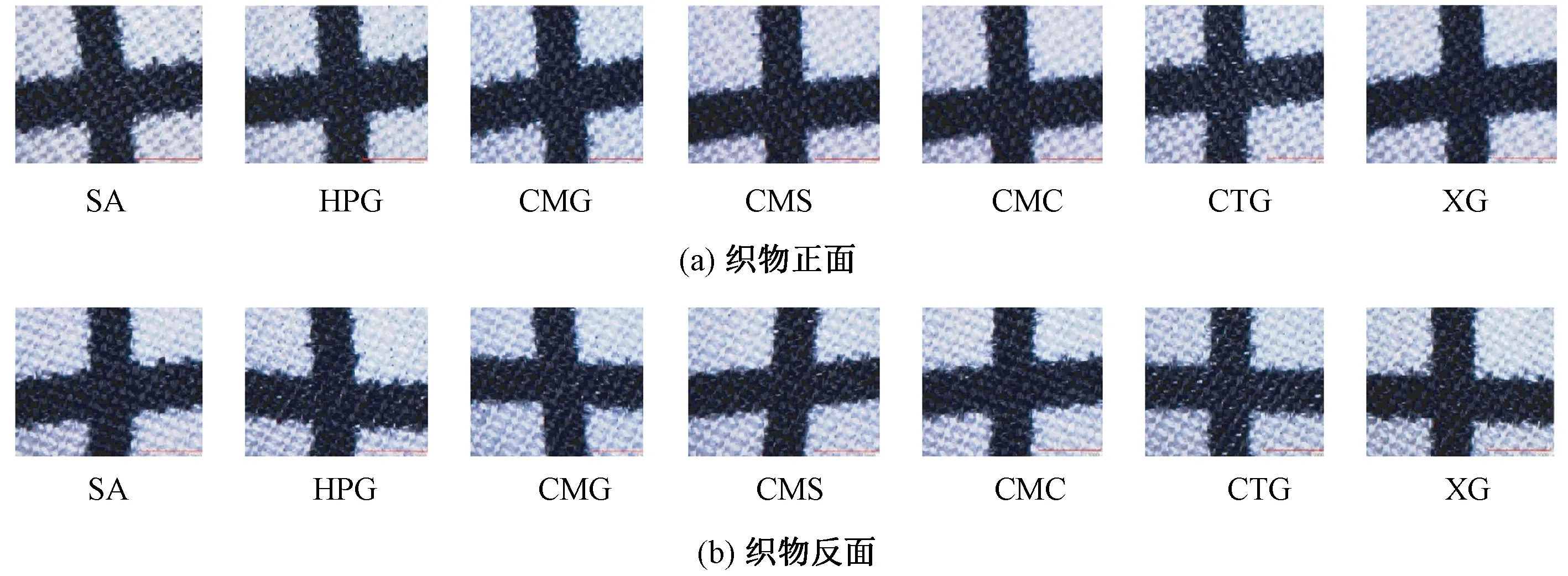
圖1 不同上漿糊料的雙面數碼噴印花型輪廓清晰度
2.3 優選上漿糊料的復配
單一糊料往往達不到最佳的大塊面和精細花型數碼噴印效果,這就需要2種及以上不同種類糊料進行復配,以發揮各自優勢。從上述7種不同種類糊料的結果中得知,將SA和CMS進行復配,以期獲得良好的雙面數碼噴印效果。
2.3.1 雙面數碼噴印的大塊面花型效果
圖2示出不同復配比例的海藻酸鈉和羧甲基淀粉糊料雙面數碼噴印大塊面花型得色情況。可以看出,當SA與CMS復配比例為5∶5時,蠶絲織物的正面和反面得色量達到最大值,比SA或CMS單獨上漿的正面和反面得色量都高。得色不勻度數據表明,復配糊料上漿的蠶絲織物得色不勻度都在10%以下,其噴印色澤均勻。
蠶絲織物雙面數碼噴印大塊面花型效果的上漿糊料的最佳SA和CMS復配比例為5∶5。
2.3.2 雙面數碼噴印的精細花型效果
表6示出不同復配比例的海藻酸鈉和羧甲基淀粉糊料雙面數碼噴印線條寬度數據。可以看出,復配上漿的蠶絲織物都能獲得較為精細的花型。
圖3示出不同復配比例的海藻酸鈉和羧甲基淀粉糊料雙面數碼噴印花型輪廓清晰度。可以看出,隨著羧甲基淀粉的比例增加,十字形線條邊緣逐漸變得更為清晰。

圖2 不同復配比例的海藻酸鈉和羧甲基淀粉糊料雙面數碼噴印大塊面花型得色情況
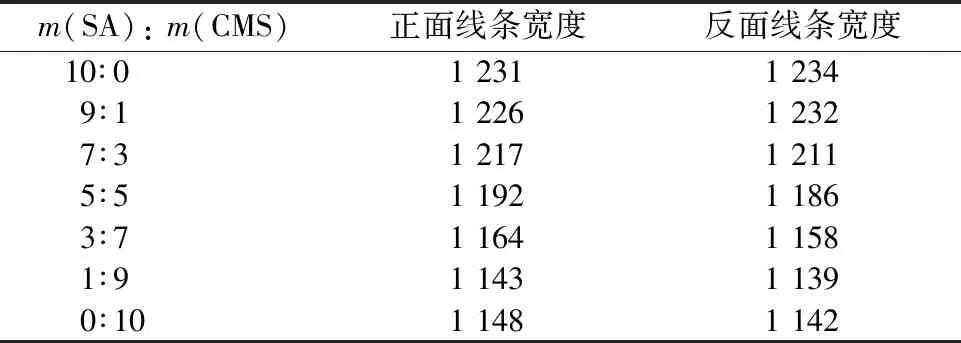
表6 不同復配比例的海藻酸鈉和羧甲基淀粉糊料雙面數碼噴印花型精細度
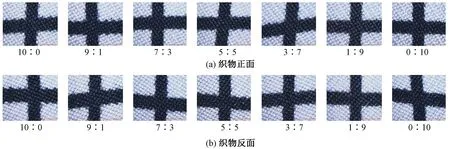
圖3 不同復配比例的海藻酸鈉和羧甲基淀粉糊料雙面數碼噴印花型輪廓清晰度
總體來看,高分子海藻酸鈉和羧甲基淀粉(CMS)復配之后能有效提高蠶絲織物的雙面數碼噴印花型輪廓清晰度。
3 結 論
1)上漿工藝可確保數碼噴墨印花織物獲得良好的表面得色和花型輪廓清晰度,獲得最佳雙面數碼噴印效果的上漿方式為雙面刮漿。雙面數碼噴印后的蠶絲織物表面得色量比單面數碼噴印高且得色更均勻。
2)7種上漿糊料中,海藻酸鈉和羧甲基淀粉上漿的蠶絲雙面數碼噴印織物正反面得色量較高且得色均勻,羧甲基淀粉上漿的線條輪廓最為清晰。
3)將海藻酸鈉和羧甲基淀粉進行復配,復配上漿之后的蠶絲織物雙面數碼噴印效果更佳,其最佳復配比例為5∶5。
