ART2C大容量棉花檢測儀在紡企的應用實踐
2019-10-30 03:28:00黃秀珍
紡織報告 2019年9期
黃秀珍
(福建福能南紡新材料有限公司,福建南平 353000)
棉花的顏色特征是評定棉花質量的重要指標,顏色級檢驗是棉花質量檢驗體制改革品級指標的核心。隨著GB 1103.1—2012的正式實施,將以品級為代表的人工感官檢驗改為顏色級的HVI儀器法檢驗,棉花貿易按新標準執行。棉花是重要的紡織原料之一,對于源頭的質量檢驗和成本把控尤為重要。為此,福建福能南紡新材料有限公司積極引進先進的ART2C全自動大容量棉花測試儀,采集HVI法與人工品級法對比,分析兩種檢測指標的相關性,更好地與市場接軌,為棉花采購、紡織配棉、棉花加工等提供參考,促進棉花檢驗儀器化發展。
1 棉花的顏色級HVI檢測方法
1.1 實驗儀器
印度普瑞美ART2C全自動雙通道大容量棉花測試儀。該儀器有2個長度模塊、2個強度模塊,以及馬克隆值模塊、色澤和雜質模塊,采用HVI模式美國農業部USDA棉花和USDA陶瓷板等標準實物校準。
1.2 實驗條件
恒溫恒濕環境,相對濕度:(65±2)%,溫度:(21±1)℃。
1.3 檢測指標
樣本棉花的顏色級檢測以“顏色等級前兩位—雜質等級”進行表示。其中,色澤等級檢測指標包括反射率(Rd)、黃度(+b)和顏色級,實現棉花色澤的量化。雜質等級的檢測指標包括雜質粒數(%)、含雜面積(%)和葉屑等級。
1.4 ART2C檢測原理
根據光學原理進行棉花的色澤和表面雜質含量的測量。兩盞放置在窗下兩旁的LED燈照射著放在窗口的棉花樣品,可選單或雙模塊測試,色澤傳感器和相機安裝在樣品窗口的下方和上方。傳感器通過濾鏡可捕捉到Rd和+b值對應的電壓等級,再經分析程序轉化成Rd和+b值,相機拍攝到整個樣品窗口,圖片經分析后得出含雜量及含雜面積。
1.5 ART2C檢測流程
(1)在進行檢測前要使用品級標準實物對ART2C進行校準。
(2)選擇“系統測試”或“模塊測試”中的“色澤/表層雜質”模塊。
(3)將30~50 g樣本棉花放進色雜取樣器中,然后按下熱敏按鈕,由檢測儀器將樣本自動傳輸至檢測窗口,可同時進行上、下模塊的測試。
(4)將檢測結果及其它相關信息實時顯示,并進入下一個測試環節。
(5)測試結果自動輸入并保存在數據處理系統中。
2 棉花品級人工檢測方法
2.1 實驗光線條件
在我國傳統的棉花評級時,應在符合GB/T 13786標準的人工模擬晝光分級室或北窗射入的正常光線下進行,標準的光照條件為:照度(750±100)1x;色溫(7 500±200)K;顯色指數≥92。
2.2 檢測依據
棉花評級檢驗的主要內容是對棉花的纖維成熟程度、色澤特征、軋工質量進行評定,檢驗標準根據檢測樣本的來源和成交標準不同采取差異化的檢驗策略:(1)按照原產國標準成交的進口棉花采用原產國的相關標準進行檢驗;(2)按照美國通用陸地棉標準成交的進口棉花采用美國棉花標準進行檢驗;(3)按照我國棉花品級標準成交的國產棉采用我國的相關標準進行檢驗;(4)根據小樣成交的棉花,則按照小樣進行檢驗。
2.3 檢測流程
(1)對待檢樣本做好登記、整理工作,按照批次不同放置于分級室內。待樣本棉花自然松弛、恢復原狀后開始進行檢驗。
(2)棉花評級檢驗工作應當由2名人員共同進行,從而避免單人檢驗因主觀感覺而造成的檢驗結果偏差。
(3)在進行棉花品級檢驗之前,檢驗人員首先應自行觀察樣本與顏色級標準實物,熟記檢驗標準,并對樣本的品級條件和界限有一個大致的掌握。
(4)在評級檢驗工作中,如果使用自然晝光進行檢驗,需要檢驗人員輕輕抓起樣本并將其反轉,將樣本放在位置低于肩膀距離眼睛40~50 cm處進行觀察。觀察主要通過檢驗員的直覺目力比對樣本與品級實物標準來進行鑒定。主要觀察樣本棉花的上下兩面,如有需要可對其內層進行檢驗。如果使用燈光進行檢驗,則需要將手卷起,使樣本棉花的大小與品級標準實物接近,并將樣本置于品級標準實物近旁進行觀察。
(5)采用偏光儀檢測棉樣中不同成熟程度的纖維根數,計算其成熟系數。
(6)在對樣本的品級進行最終評定時,要按照以色定型、以澤分類的原則,結合分級圖、文字標準,白亮為主,先明確棉花類型再確定品級。
3 HVI法檢測結果與人工檢測結果相關度分析
3.1 樣本選擇
為了準確判斷ART2C檢測與人工檢測之間的相關度,保證結果的有效性和代表性,本研究收集并分析儀器運行9個月的檢測數據。在樣本選擇上,采用了不同批次的多種品質、級別的樣本進行檢查。為了盡可能的降低檢測結果的誤差,在具體品種的選擇上則采用了品種單一、品質優良、物理特性一致性好的棉花。樣本棉花選擇見表1。

表1 樣本列表
3.2 測試結果
由于受到ART2C檢測儀的窗口大小限制,為了保證測試結果能夠更好地反映樣本棉花的準確品級,在實驗中選擇了樣本4處不同位置的纖維分別進行檢測,最終結果取其平均值。
測試結果詳見表2。
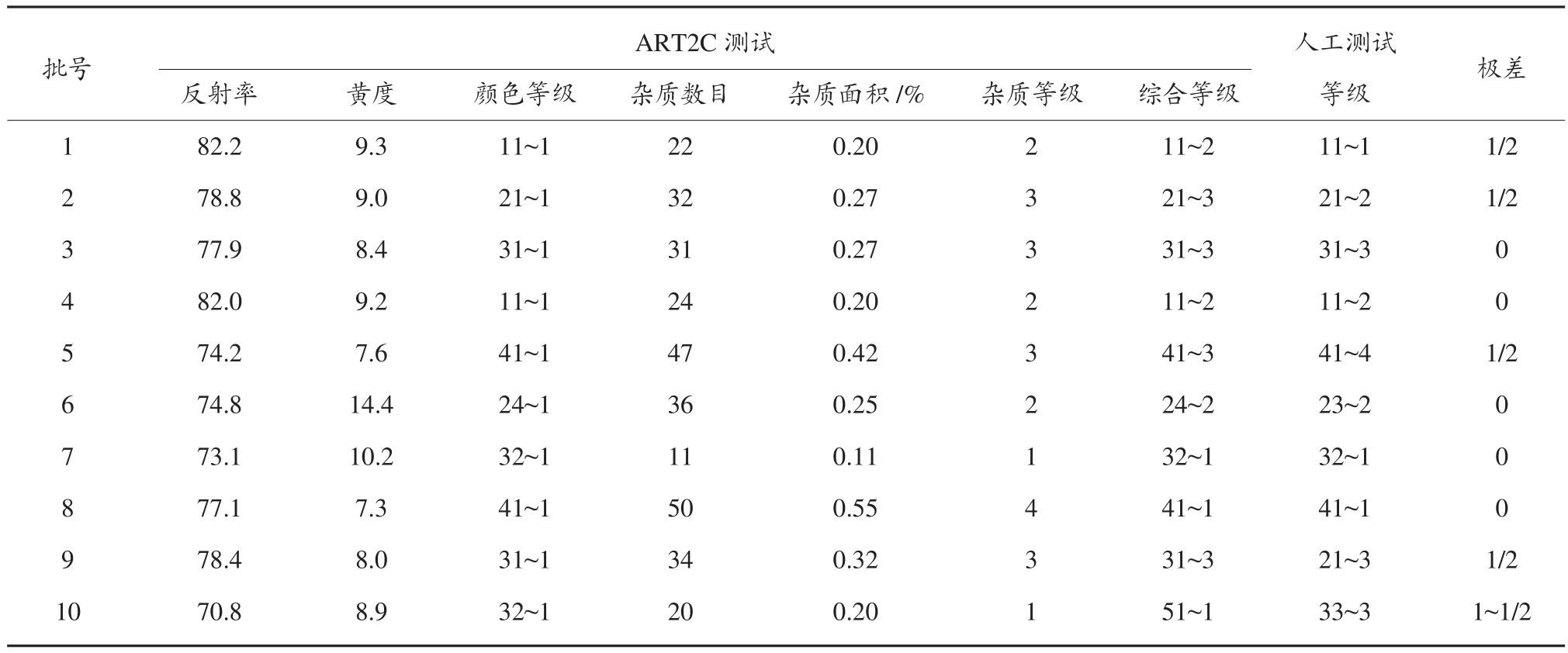
表2 測試結果
3.3 相關度分析
通過對兩種檢測方法的最終結果進行比較后發現,人工檢測與ART2C檢測的結果較為接近,10批樣本棉花中有5批結果相同,4批極差在半級左右,仍處于標準誤差范圍內。僅有第10批的印度棉花存在著一級半左右的極差,通過對該批樣本棉花進行進一步復查后發現,該樣本中雜質分布不均勻且含量較高,葉屑雜質面積較大,檢測過程因位置選擇的差異而導致結果受到了較大的影響。通過對兩種方法的檢測結果比較,90%以上的檢測結果在誤差范圍以內。
樣本棉花的顏色級HVI法主要是通過智能儀器對色澤(反射率、黃度)以及雜質情況進行分析,直接量化顏色級,相較于傳統的人工檢測方法表現出較大的優勢。
3.3.1 檢測速度
ART2C檢測儀相較于人工感官檢測快捷高效,自動化的檢測能夠在較短的時間內對較多數量的樣本進行有效檢測,系統測試全項指標的時間平均30 s,極大提高了檢測效率。同時,檢測結果在儀器顯示器實時顯示并保存,顯示的數據更加全面。
3.3.2 檢測條件
傳統的人工檢測方法對于光線有著較高的要求,在采用自然光的情況下很容易受到天氣、環境等因素的影響而導致光照條件不符合要求,無法進行檢測。如果建設晝光分級模擬室則需要消耗較多的資源和資金。ART2C測試儀主要是通過應用儀器的反射光進行檢測,光線的照度、色溫穩定,對于外界光照條件沒有任何需求。
3.3.3 檢測誤差
在樣本棉花的人工檢測中,受到人體感官因素的限制,觀察很容易出現誤差,而且當檢驗員長時間進行檢測時很容易出現視覺疲勞,從而導致誤差進一步加大。盡管采取兩名檢驗人員同時檢驗的方式,但仍無法避免誤差的產生。HVI法主要是由儀器按照既定程序來執行檢驗過程,在儀器元件不發生故障的情況下檢驗結果相對穩定,產生的相對誤差較小,檢驗結果的客觀性、說服力更強。
3.3.4 檢測結果
相較于人工檢測方法,HVI法具有檢測速度快、誤差小、對外界環境光線求少的特點,能夠提高檢測的效率以及檢驗結果的客觀性、準確性,加大原料抽檢力度,確保源頭質量關。同時,ART2C檢測數據可與市場數據接軌,轉變觀念,提供以馬值和顏色級為主的采購標準。針對該儀器色澤雜質窗口容量有限而可能產生誤差,可通過制備雜質、外觀分布均勻的棉樣來克服,加大檢驗量,并結合其他儀器檢測綜合評定,或是結合人工檢測法對棉花分級。
4 結語
在紡織企業棉花分級檢測中,使用ART2C儀器進行HVI法相較于人工檢測法有著較多的優勢,雖也有不足之處,但在實際檢測工作中可根據樣本棉花的實際情況選擇合理的檢測方法,保障檢測分級的準確性,也可以促進棉花質量檢驗儀器化的發展。
猜你喜歡
城市道橋與防洪(2022年4期)2022-07-01 06:04:12
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
當代陜西(2019年8期)2019-05-09 02:22:48
動漫星空(興趣百科)(2019年3期)2019-03-07 07:23:10
家庭影院技術(2018年4期)2018-05-09 07:07:52
海峽科技與產業(2016年3期)2016-05-17 04:32:12
