飛機蒙皮機器人化制造曲面分片算法研究
2019-11-04 08:26:24王乾杰趙興煒
民用飛機設計與研究 2019年3期
王乾杰 趙興煒 陶 波*
(華中科技大學數字制造裝備與技術國家重點實驗室,武漢430074)
0 引言
隨著機器人自動化加工的逐漸普及,自動化打磨與自動化噴涂技術已廣泛應用于汽車及家具加工等工業領域,且相較傳統的手動加工,機器人自動化加工表現出了良好的加工精度和極高的加工效率。飛機加工領域對比汽車與家電加工行業有著更高的精度要求,為保障飛機飛行時的安全性,加工厚度與一致性必須滿足設計需要,因此將機器人自動化加工引入飛機加工領域勢在必行。
洛克希德·馬丁公司針對F-35戰機開發機器人飛機精整系統,實現對尾翼和小零件的自動噴涂,涂層厚度變化范圍較手工噴涂提升80%[1];國內清華大學[2]就飛機涂裝自動噴涂技術進行解析和系統設計,噴涂誤差在10%范圍以內;中國民航大學[3]針對飛機維護設計的涂層打磨系統,對飛機大機翼打磨的人力需求從6人降低至2人,極大地提升了加工效率。
一方面,大型飛機構件可以根據其實際功能分解為多個功能結構,經人工分割后分別進行加工。另一方面,大型飛機構件屬于大型復雜構件,需分解為多個功能結構,分別進行加工。傳統加工方式采用手動分片,在規劃加工軌跡的過程中便已完成各功能區域劃分[4],或是根據機械臂可達范圍對模型進行分片處理[2-3]。文獻[5-7]在規劃軌跡前對工件三角網格模型進行分片處理,對每一個分片區域分別進行軌跡規劃,實現分操作的自動運行,拓展了機器人自動化加工的涵蓋范圍,但從實現角度來看依然存有一些問題:(1)分片結果不能保證任意兩三角面片間法向矢量偏角或近似曲率小于設定閾值,而這正是保證加工質量的關鍵所在;(2)分片結果面積小數量多,極為瑣碎,不利于加工效率的提升。隨后文獻[8]提出基于分水嶺法的曲面分片方式,尋找并連接曲率發生突變的特征點形成曲面分片邊界;文獻[9-10]提出結合區域增長法的曲面分片方式,連接起點鄰接具有相同曲面特征的面片形成加工分片。文獻介紹方法可以一定程度上增大分片結果的面積,減少加工軌跡規劃的次數,同時讓每一個區域具有相同的曲率特征,但依然無法從數字上保證區域中的偏角和曲率小于閾值。文獻[11]采用區域增長法,以三角面片法向矢量偏角為依據進行加工區域劃分,保證分片區域的最大偏角小于偏角閾值。但文獻針對復雜曲面噴涂加工,僅考慮偏角對加工質量的影響,不便于在打磨加工軌跡規劃中使用,仍具有提升空間。
本文將根據表面加工的工藝模型對加工時的厚度及力學信息進行分析,提出以三角網格模型近似曲率為判據的曲面分片方法,提升分片區域加工性能。該方法可以生產相對比較平滑的曲面,有利于后期機器人加工軌跡的生成。并在Visual Studio 2017平臺編寫算法實現代碼,驗證大型飛機構件分片算法的效率和可靠性。
1 分片判據閾值的計算
大型飛機曲面加工,無論是涂層噴涂或是表面打磨,因其復雜的表面特征,都需進行曲面分片操作。引言中介紹了幾種曲面加工分片方法,但都或多或少的存在不足,需對噴涂加工與打磨加工模型進行分析,獲得貼合加工模型的分片判斷依據。
通過分別分析曲面噴涂加工與曲面打磨加工的厚度模型與加工力學模型,分析曲面分片劃分區域應滿足的曲面特征,從而實現對大型飛機曲面分片閾值判據的推導與計算。
文獻[12]根據赫茲接觸理論,推導復雜曲面砂輪打磨的力學模型,得到截面線的壓強分布函數:
如圖1所示,其中P0為打磨區域最大壓強,R為壓力分布區域求解數據:
其中,R1、R2分別為砂輪變形后中心點曲率半徑和工件接觸中心點曲率半徑,d為壓痕深度。
為保證分片后劃分范圍內加工質量,加工區域的壓強分布應盡量均勻,至少不能出現砂輪邊界脫離工件表面的情況。若無脫離情況,則可認為R1=R2,則可設定參數 δ(0<δ<1),令壓強最小點P( Lc/2)≥δP0,其中Lc為磨削接觸寬度,可以求得加工區域的最大曲率限制為:

本文使用飛機三角網格模型,數據格式為一系列三角形片體構成,保存三角面片的三個頂點坐標和法向矢量坐標。在計算近似曲率的過程中,計算兩三角面片的法向矢量偏角θ及質心間距l,近似認為質心間距為一段曲率圓弧長,偏角為圓弧對應的圓心角。由此可計算得到曲率圓弧的半徑:

由此計算得到近似曲率計算方法:

在近似過程中將兩三角面片質心間距視為曲率圓的一段圓弧,則作為對比的這兩個三角面片必須足夠接近,則在使用判據過程中,對比的三角面片應為相鄰兩三角面片。

圖1 接觸面壓強分布
文獻[13]分析噴涂加工的涂層厚度累積模型,令Qmin、Qd、Qmax分別為最小、平均、最大漆膜厚度,Qs為任意位置s漆膜厚度,αth為該位置曲面法向矢量與與之相切平面法向矢量之間的偏角,則任意點s漆膜厚度應滿足式(7):
若令ΔQd為涂層厚度最大允許偏差,則對噴涂區域整體噴涂厚度應滿足:

在計算近似曲率閾值的過程中,將質心間距l默認為1,使近似曲率數值閾值上與法向矢量偏角相等。
2 曲面分片及優化原理
2.1 基于區域增長法的曲面分片實現
本文對大型飛機模型進行曲面分片基于區域增長法,根據后續加工工藝的不同(曲面打磨或曲面噴涂)分別選取曲面分片判據,對模型進行處理。
獲得飛機三角網格模型數據,將模型數據記錄為一組三角面片集:

其中,Tri表示三角網格模型中的第i個三角面片,模型中三角面片總數為n。每個三角面片Tri數據中包含面片的三個頂點坐標 {},以及面片的法向矢量若進行打磨操作的曲面分片,則加上面片的質心坐標獲取后續加工工藝參數,根據式(6)和式(9)計算得到曲面分片判斷閾值κappro或 αth。
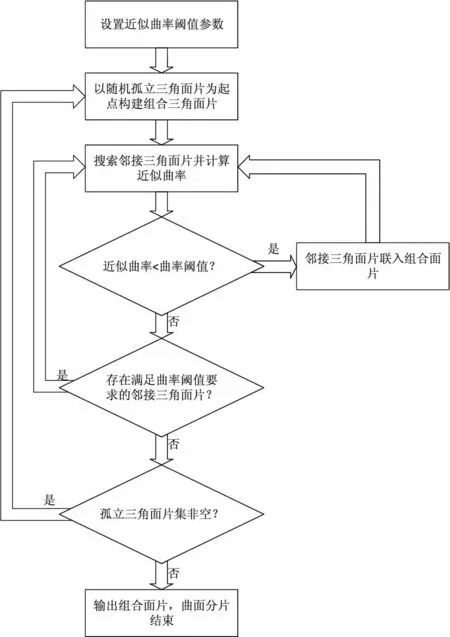
圖2 曲面分片流程圖
分片操作開始后,以三角網格模型中的隨機三角面片Tri為起點,搜索與之相鄰的三角面片Trj,計算兩相鄰三角面片法向矢量偏角γ,若偏角γ滿足曲面分片判據,即 γ/l<κappro或是 γ<αth,則將三角面片Trj與三角面片Tri相連形成組合面片Scb,并更新組合面片邊界三角面片Trbnd。隨后搜索與邊界三角面片相鄰的三角面片,并對相鄰兩個三角面片的偏角進行計算與分片判據進行對比,將滿足者連接入組合面片。重復此類操作,直至組合面片Scb中所有邊界三角面片均不存在滿足分片判斷的相鄰三角面片,則將組合面片Scb視為一個三角面片幾何并輸出為三角網格模型,模型所描述便是一個曲面分片結果。隨后再以任意零散三角面片為起點,重復上述操作,完成下一個分片區域的劃分和儲存,直至三角網格模型S中所有的三角面片均不存在滿足分片判據的鄰接三角面片,如圖2所示。
2.2 對分片區域近似平面化
在簡單根據第1節介紹的判據對模型進行分片操作過程中,由于判據針對對象為三角網格模型中的鄰接三角形,分片結果可能不能直接使用于機械臂自動化加工。在對飛機模型進行分片的過程中,飛機的機身可近似視為一個圓柱,在曲面分片過程中可能會被完整提取出來如圖3所示,對比后續加工中機械臂的可達范圍,機身曲面的面積過大且不具備近似平面性的特征,需在后續進行優化。
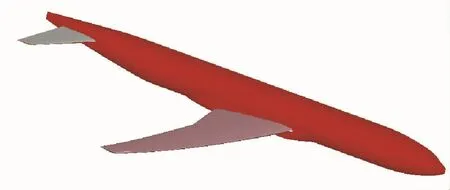
圖3 未優化分片效果
為使分片結果可近似為平面,需對上文中的分片結果進行優化處理。將每個代表分片區域的組合面片Scb定義為一個三角面片集:

定義中各參數含義于式(10)中相同。從三角面片集Scb中邊界三角面片為起點,構件優化面片Sfin,具體操作如下:
1)設定近似平面化區域最大偏角θmax,表示在分片結果優化過程中可以允許的優化結果區域中最大的法向矢量偏角。
2)計算優化面片Sfin的面積平均法向矢量normavg:
其中,n為優化面片中成員三角面片的數量,Ai和normi分別為第i個成員三角面片的面積和法向矢量。初始優化面片中僅有起點三角面片,平均法矢即三角面片法矢。
3)搜索與優化面片中邊界三角面片鄰接的三角面片,并計算三角面片法向矢量與優化面片平均矢量的偏角γ,若γ<θmax,將三角面片連接進入優化面片,并更新優化面片的平均法向矢量。
4)重復上述操作,直至優化面片中邊界三角面片不存在與之相鄰且滿足角度閾值限制的三角面片,則優化面片構建完成,保存優化面片集合,完成一組曲面分片優化結構。
5)重復上述操作,直至組合面片中所有的三角面片均加入優化面片,且所有優化面片構建完成,則曲面區域近似平面化優化完成。
近似平面化處理后的模型表面將所有的法向矢量偏角限制在了最大偏角θmax以內,符合近似平面化的思想,更便于機器人自動化加工的實現。
2.3 小型區域與狹長區域的識別與剔除
隨著分片的進行,組合面片或優化面片可能出現包含三角面片數量極少便構造完成的情況。此類特征區域對應曲面模型中曲率較大的區域,不滿足保證加工質量的曲面幾何限制,在實際加工中不適用于機器人自動加工,或者不適用于作為參數輸入的表面加工工藝及工具。僅對曲面分片算法輔助的表面加工規劃,為保證加工表面厚度均勻性及維持自動化加工的高效性,不宜對此類特征區域進行加工,需進行識別與剔除。
完成近似平面化的加工區域優化后,計算每個加工區域的面積Afin,并計算飛機模型表面積A,設置曲面分片存貯面積最小占比ε,若加工區域面積與飛機模型面積的比值小于ε,即Afin<ε·A,則將該區域從分片結果中剔除,在后續加工中有工人手工加工或更換加工參數對此區域進行規劃。
3 算法驗證
大型飛機曲面分片算法的驗證采用式(9)描述的曲面噴涂加工的角度閾值判據對飛機模型進行曲面分割,飛機模型下載自網絡,如圖4所示。
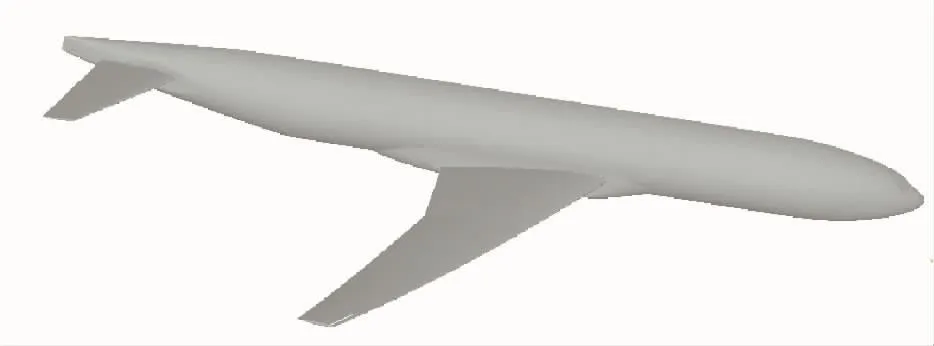
圖4 飛機模型
程序代碼運行于Windows 10操作系統,Visual Studio 2017平臺下使用C++語言編寫,結合Open-CasCade庫實現算法顯示模塊實現。程序的開發和運行平臺:CPU:Inter?CoreTMi7-7700@3.60GHz,內存:8GB,顯卡:3GB。
導入原始模型(*.igs),使用商用軟件SOLIDWORKS將模型轉換為三角網格模型(*.STL),飛機三角網格中包含18 016個三角面片,模型分片前設置法向矢量閾值αth為0.35rad,近似平面化區域最大偏角θmax為1rad,存貯面積最小占比ε設置為10%,輸入飛機三角網格模型,運行曲面分片算法。
分片算法輸出三角網格模型置于同一視圖中,分片效果圖如圖5所示,從圖中可以看出,飛機曲面分片算法成功將飛機模型劃分成為機翼上下表面(3、5)、尾翼上下表面(4、6),以及被拆分為若干近似平面的飛機機身(1、2、7)共計7個區域。所有分片區域均具有近似平面的特性,三角網格模型中顯示的鋸齒狀邊界在曲面擬合后可化為平滑邊界。
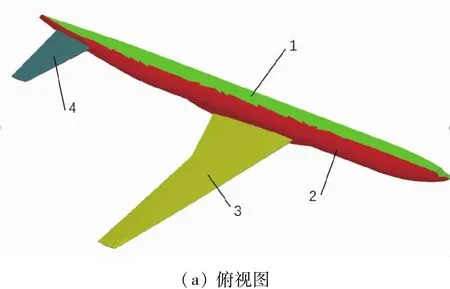
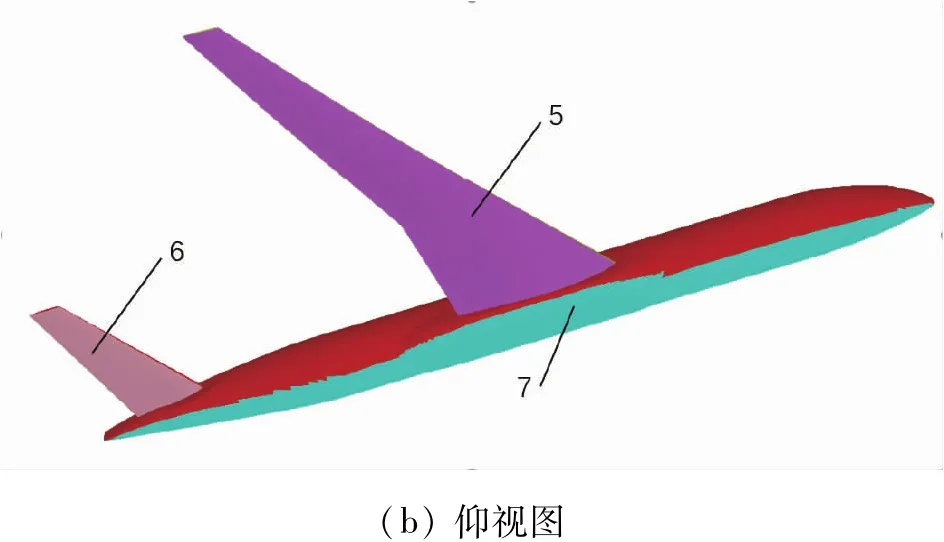
圖5 分片算法結果視圖
算法驗證過程中的模型數據與程序運行內存與時間消耗如表1所示,從表中可以看出,分塊整體時間平均在5.82s左右,對比實際模型加工耗時,時間占比小,擁有很高的處理效率;曲面分片算法處理后的曲面模型表面特征均符合噴涂加工的參數需求,便于加工規劃,保證了加工厚度的均勻性;算法簡單,實現了大型飛機表面加工的全面自動化,提高模型生成效率,從而實現了加工軌跡規劃流程整體效率。由此看來,本算法在加工中使用可帶來顯著的效果。

表1 算法驗證參數
4 結論
分析曲面噴涂和曲面打磨的工藝模型,對曲面分片算法的閾值判據進行推導與計算,采用區域增長法對目標模型進行曲面分片,使分片區域擁有一致的表面特征,保證后續加工在分片區域內的均勻性;通過對分片結果進行優化處理,使分片曲面具有近似平面化的特征,符合軌跡規劃習慣,且不會過于瑣碎,便于對模型進行加工軌跡規劃以提升規劃效率。最后通過實際模型對算法進行驗證,確保算法的可實現性。
猜你喜歡
房地產導刊(2022年5期)2022-06-01 06:20:14
環球時報(2022-05-30)2022-05-30 15:16:57
建材發展導向(2021年12期)2021-07-22 08:06:48
建材發展導向(2021年7期)2021-07-16 07:07:52
中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:48
當代陜西(2019年11期)2019-06-24 03:40:28
作文周刊·小學一年級版(2017年9期)2017-06-20 00:19:33
小學生導刊(低年級)(2016年8期)2016-09-24 22:09:04
中國科技博覽(2016年2期)2016-04-25 20:32:39
小學生導刊(2016年34期)2016-04-11 00:49:44