甚高頻共振式脈沖源放電蝕除
2019-11-05 07:01:02張勇斌劉廣民袁偉然
中國機械工程 2019年20期
王 鋒 張勇斌 劉廣民 王 卿 袁偉然 胡 波
中國工程物理研究院機械制造工藝研究所,綿陽,621900
0 引言
近年來,微細電火花加工成為微細加工的關鍵支撐技術之一,但是目前的微細電火花加工還難以實現納米級的高效特征蝕除。減小放電能量是加工進一步小型化的關鍵方法之一[1]。為微細電火花加工提供放電能量的脈沖電源的性能直接影響微細電火花加工的精度、速度、穩定性、表面質量[2-3]。設計性能良好的微能脈沖電源是提升微細電火花的納米級高效蝕除能力的一個有效途徑。目前普遍用于微細電火花加工的脈沖電源主要有:RC式 (resistance-capacitance type) 、獨立式、靜電感應式。
RC式脈沖電源通過降低電源電壓來減小能量。FAN等[4]從原理上證明了RC式脈沖電源不存在維持電壓,電源電壓降至0.1 V仍可進行放電加工[5],但降低電源電壓會導致放電間隙減小,易出現電弧和短路,難以進行連續的加工。獨立式脈沖電源可通過壓縮脈寬來減小單個脈沖的放電能量,由于電路延時、傳統晶體管的開關時間較大和晶體管本身的延時,很難將脈寬壓縮到很小[6],單個脈沖的放電能量難以進一步減小。KUNIEDA等[7]設計的靜電感應式電源在原理上有效地避免了分布電容的不利影響,放電能量僅由給電電極和工具電極之間、工具電極和工件之間形成的靜電容量來決定[8]。靜電感應式電源的放電頻率取決于電源的頻率,可達10 MHz[9]。
提高放電頻率有利于提高加工效率,提高開路電壓可以增大放電間隙,利于排屑進行連續加工。本文設計了一種基于電路共振原理的甚高頻共振式放電脈沖源,在實驗室的機床上對脈沖源的加工性能進行了驗證。
1 甚高頻共振式脈沖源的設計
1.1 放電脈寬對微細電火花加工的影響
從已有研究成果[10-12]可以發現:微能脈沖放電蝕除過程中,脈寬越窄,單脈沖能量越小,放電形成的凹坑直徑越小,熱影響區越小,加工的表面質量越好,這種趨勢可用圖 1 表示。
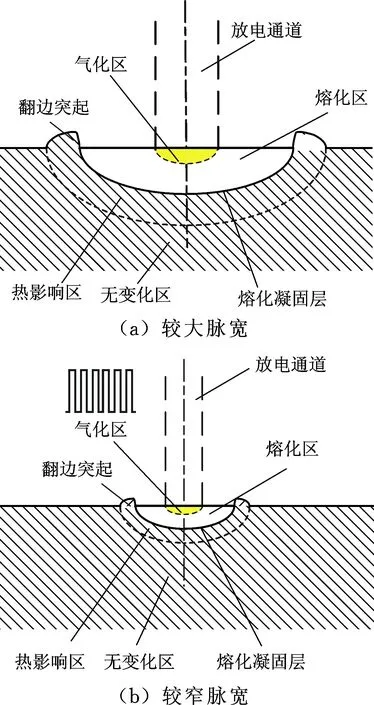
圖1 不同脈寬下蝕除凹坑示意圖Fig.1 Schematic diagram of discharge crater under different pulse widths
IKAI等[13]提出的放電通道半徑計算公式為
r=2.04I0.43t0.44
(1)
式中,r為等離子體放電通道半徑,μm;I為放電電流,A;t為放電脈寬,μs。
IZQUIERDO等[14]通過理論計算,建立了等離子體放電通道擴張時的高斯熱流密度模型,認為放電能量相同的情況下,等離子體放電通道變窄時的熱流密度急劇增大。
飛秒激光加工的瞬時熱流密度非常高,在極短的時間內,材料從固態變為等離子態,并迅速脫離母體,周圍的材料來不及熱傳導,所以基本沒有熱影響區[15],因此在保證放電能量較小的情況下,提高微細電火花加工的瞬時熱流密度有非常重要的意義。
圖2所示為根據式 (1) 所做的等離子體放電通道半徑,隨著放電電流和放電脈寬的減小,等離子體半徑減小,峰值熱流密度增大。放電電流取決于電路的限流電阻和放電通道的電阻,在電阻確定的情況下,放電電流過小會導致放電電壓較小,易發生短路,難以進行連續的加工。因此,進一步減小放電脈寬是提高峰值熱流密度的較好途徑。
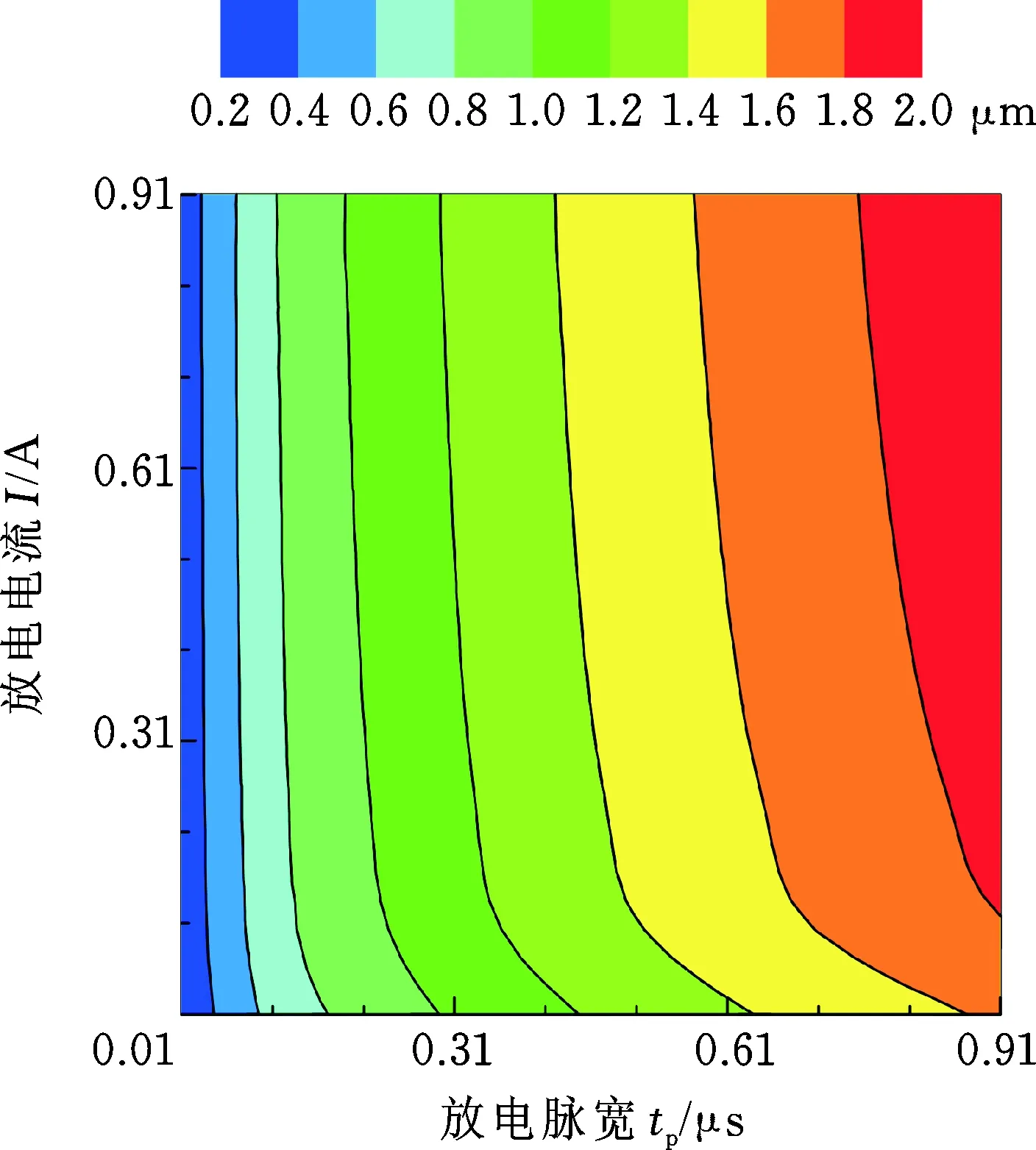
圖2 等離子體放電通道半徑Fig.2 Plasma discharge channel radius
1.2 甚高頻共振式脈沖源的電路分析

圖3 甚高頻共振式脈沖源基本原理電路Fig.3 Schematic diagram of basic circuit of VHF resonant pulse generator


圖4 信號源、間隙電壓和間隙電流電路仿真波形圖Fig.4 Simulation waveforms of signal source,gap voltage and gap current circuit

圖5 甚高頻放電過程的等價電路Fig.5 Equivalent circuit in VHF pulse generator discharge process
圖6顯示的是甚高頻共振式脈沖源的原理。甚高頻電源產生的脈沖處于正向時,工具電極和工件之間的間隙電容開始充電,如圖6a所示,形成一個高電場;極間持續充電到達擊穿電壓時,間隙擊穿產生放電,如圖 6b所示。放電脈寬非常短,只有幾納秒到十幾納秒(取決于甚高頻共振式脈沖源輸出的脈寬)。放電之后,間隙電壓會有所降低,間隙沒有完全消電離。之后,反向脈沖開始充電,完全消電離,如圖6c所示。接著,工具電極反向充電,工件正向充電,如圖 6d所示。形成的高電場擊穿間隙、發生放電,如圖 6e所示。之后,正向脈沖開始充電,完全消電離,如圖6f所示,然后重復之前的過程。
2 實驗設計
微細電火花放電實驗系統如圖7所示,示波器的電壓探頭用來測量工具電極與工件兩端的電壓,電流傳感器用來測量整個回路中的電流。
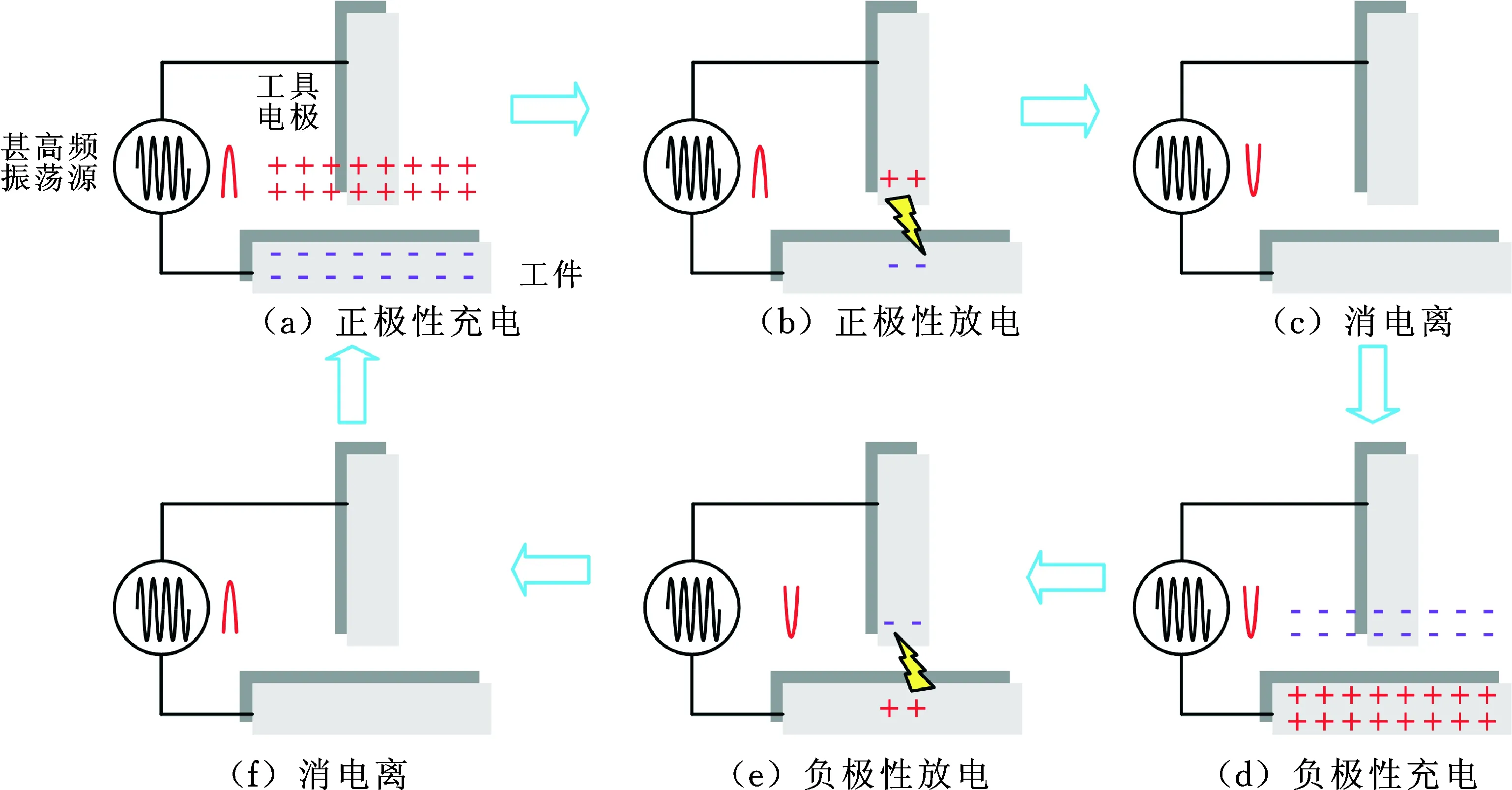
圖6 甚高頻共振式脈沖源的加工過程示意圖Fig.6 Schematic diagram of machining process for VHF resonant pulse source
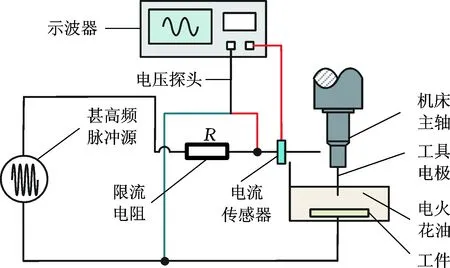
圖7 放電實驗系統示意圖Fig.7 Schematic diagram of discharge experiment system
實驗過程中,采用高性能示波器采集極間的電壓信號,觀測極間狀態;工作臺采用步進方式來保證實驗的順利進行。100 ns脈寬已接近實驗室現有傳統獨立式脈沖電源的極限。測試甚高頻脈沖源發現,放電頻率在55 MHz時能夠得到較為穩定的輸出,因此設計的實驗條件如表1所示。工具電極采用圓錐形的硬質合金電極,尖端直徑120 μm,末端直徑600 μm;工件為10 μm厚黃銅片;電介質為電火花油。

表1 實驗條件
3 實驗結果與討論
3.1 甚高頻共振式和獨立式的放電波形
表1所示的6種實驗條件下的開路電壓波形如圖8所示,新型甚高頻脈沖源開路電壓波形近似標準的正弦波,基本上沒有變形,放電頻率55 MHz下的脈沖周期為18.2 ns。
各實驗條件下的放電電壓和放電電流波形如圖9所示,由于電極底面微觀上的凹凸不平,以及放電時極間通道狀態發生變化,因此并不是每個脈沖都會發生放電。甚高頻共振式脈沖源的放電波形不同于傳統獨立式脈沖源,開路時,等效電容高頻感應產生電流;放電時,放電通道電阻會串聯進電路,降流分壓,實際的放電波形與理論定性分析和電路仿真分析結論吻合。
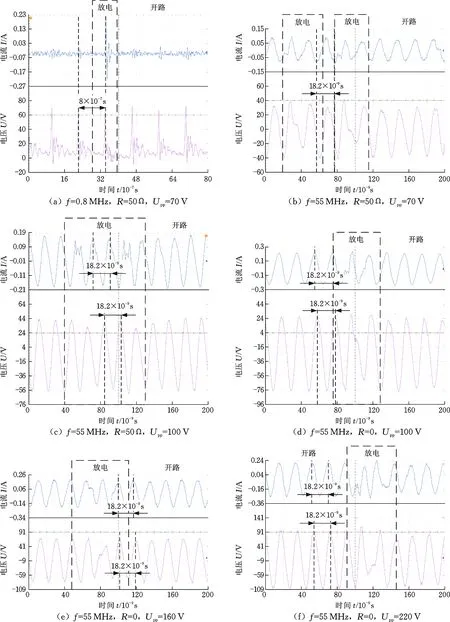
圖9 不同的電參數條件下的放電波形圖Fig.9 Discharge waveforms under different electrical parameters

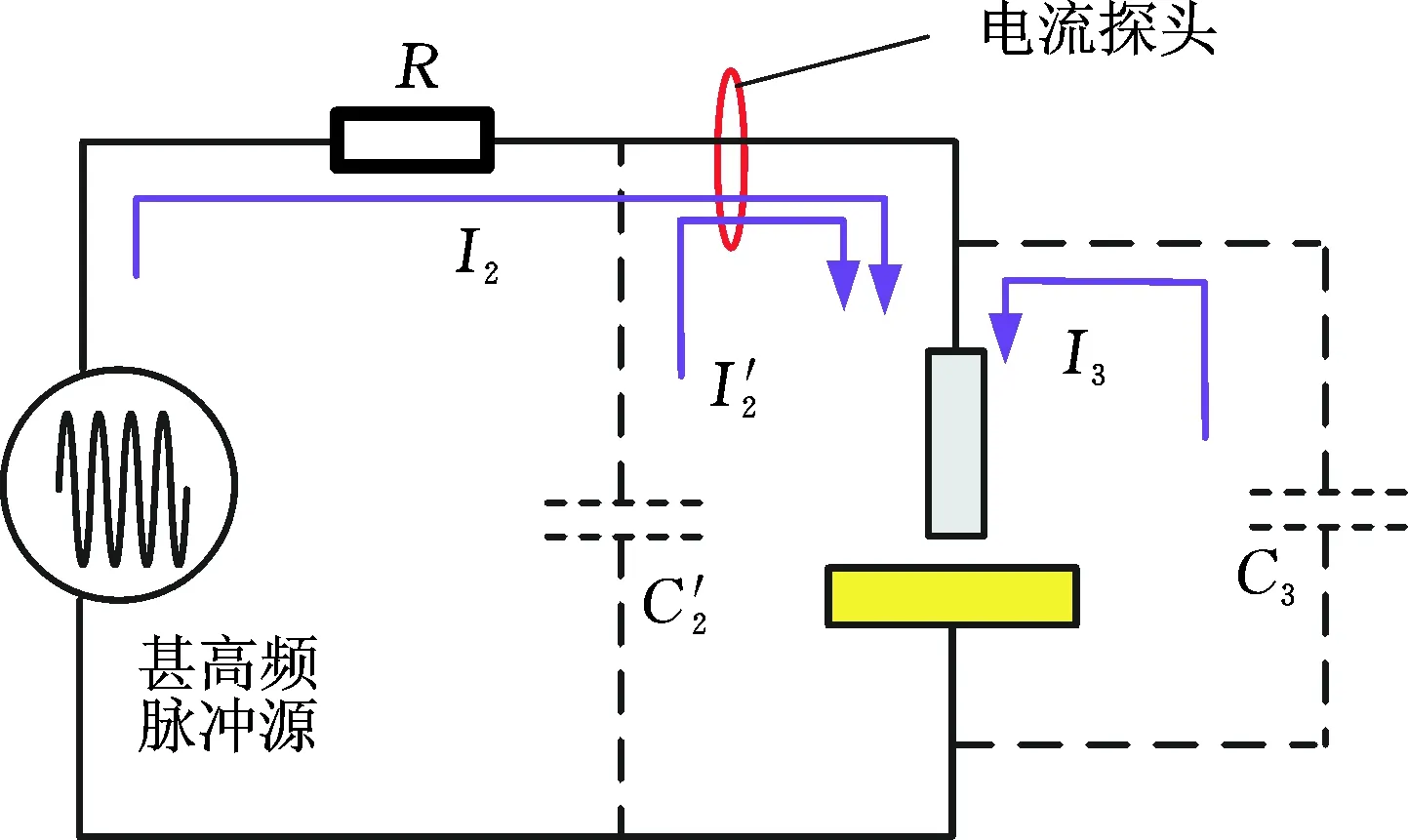
圖10 放電電流組成Fig.10 Schematic diagram of discharge current composition
電流I2+I′2可由電流探頭測出,該部分的放電能量為

(2)
式中,U2(t)、I2(t)分別為放電時示波器記錄的電壓和電流;T為一個正弦波的脈沖周期。
電流I3無法測得,極間等效電容C3的放電能量可由電容放電能量公式估算:
(3)
C3=εS/d
(4)
式中,U0為放電瞬間極間被擊穿前的電壓;Ue為擊穿后的最低電壓;ε為極間介電常數;S為相對面積;d為極板間距。
因此單個脈沖的放電能量為
(5)
對放電波形使用積分近似求解,多次計算取平均值,可以得到不同實驗條件下的單次脈沖的平均放電能量,如表 2 所示。
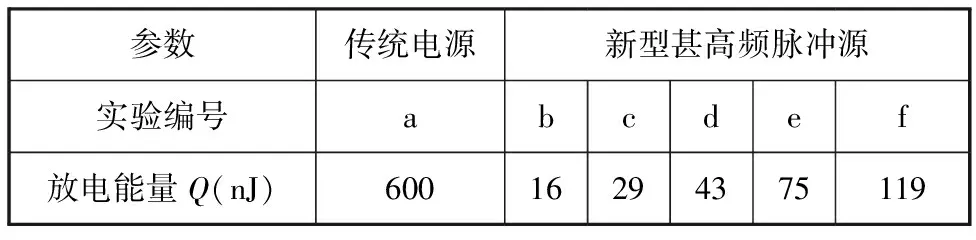
表2 不同的電參數條件下單次脈沖的平均放電能量
3.2 加工表面的對比
上述各實驗的加工結果如圖 11 所示,使用掃描電子顯微鏡(scanning electron microscope,SEM)對加工表面形貌特征進行觀測,可以看出新型脈沖源的加工表面明顯優于傳統電源的加工表面。表 3 所示為6種實驗條件下加工的平均放電凹坑直徑和表面粗糙度。同等條件下,新型脈沖源加工銅片表面的放電凹坑平均直徑明顯比傳統電源的小,表面質量也較好。放電頻率55 MHz下,隨著限流電阻的增大和開路電壓的降低,平均放電凹坑直徑減小,表面粗糙度減小,其原因主要是脈寬變窄、放電電壓降低和限流電阻的增大均會促使單脈沖放電能量減小,導致蝕除坑直徑和表面粗糙度減小。

圖11 傳統電源與新型脈沖源的加工效果圖Fig.11 The processing effect diagram of traditional power supply and new pulse source
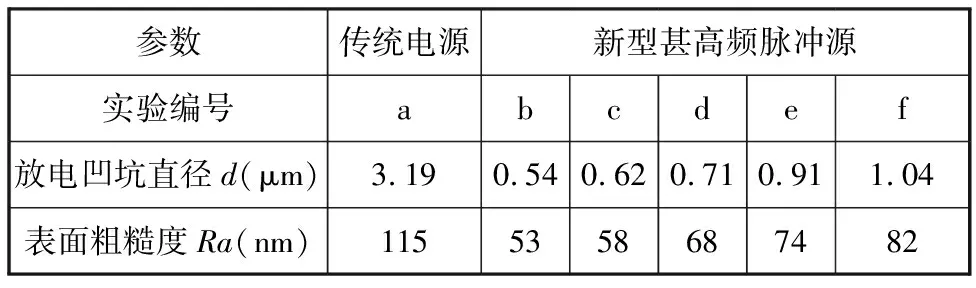
表3 不同加工條件下的放電凹坑直徑和表面粗粗糙度
3.3 加工孔的重鑄層的對比
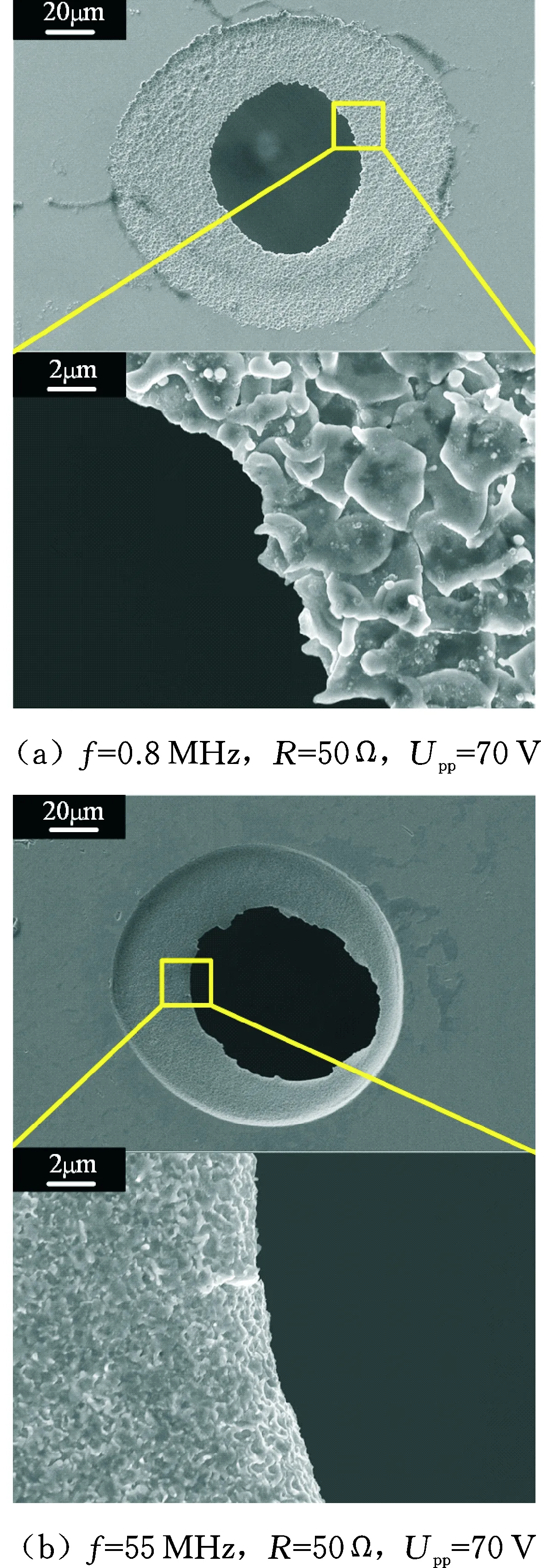
圖12 孔入口處SEM圖Fig.12 SEM diagram at the entrance of hole
微小孔作為眾多微細結構中重要結構之一,應用范圍廣,如汽車行業的柴油機引擎噴嘴、醫療行業的醫用水槍、航空發動機等[18]。圖12、圖13所示分別為在10 μm厚的黃銅片上加工孔的入口和出口,由于電極沒有旋轉和經過修整,因此加工出的孔不圓,但可以看出,新型脈沖源加工入口邊緣的放電加工區域明顯比傳統脈沖源的放電凹坑小,表面質量更好。傳統脈沖源加工的孔出口的重鑄層較明顯,而新型脈沖源幾乎沒有重鑄層,其原因是傳統脈沖源單次放電脈寬較大,放電能量較大,邊緣熔化冷凝,導致重鑄層較厚。

圖13 孔出口處SEM圖Fig.13 SEM diagram of the hole exit
4 結論
(1)本文針對微細電火花納米級高效蝕除的加工需求,設計出一種基于電路共振原理的甚高頻共振式微能脈沖源,在直流電源供電情況下,可輸出放電頻率55 MHz、峰峰值220 V的正弦波,相對于其他種類的微能脈沖源,該電源能在較窄的電壓脈寬下輸出較高的開路電壓。
(2) 放電頻率55 MHz、開路電壓峰峰值70 V、限流電阻50 Ω情況下,放電電壓脈寬最小可達9.1 ns,放電凹坑平均直徑可達0.54 μm,加工表面粗糙度Ra可達53 nm。
(3)放電頻率55 MHz下加工的孔相對于傳統的微能脈沖源,極大地減小了加工過程中的熱損傷、重鑄層和熱影響區等常規缺陷,加工的孔邊緣幾乎沒有重鑄層。
