方形蓋板注射模具設計
2019-11-05 08:10:44楊玉霞
科技視界 2019年27期
楊玉霞

【摘 要】對塑件進行了結構和工藝分析,選擇了注射機型號、然后選擇跟注射機配套的澆口套,確定了分型面的位置、型芯、型腔的數目以及布局方式。根據制件的形狀確定脫模推出機構。最終完成整個制件的成型過程。
【關鍵詞】PE;注射模;側抽芯
中圖分類號: TQ320.6 文獻標識碼: A文章編號: 2095-2457(2019)27-0019-002
DOI:10.19694/j.cnki.issn2095-2457.2019.27.008
1 塑件分析
1.1 設計要求
塑件為塑料蓋板,厚度為4mm,最大尺寸為70mm,屬于小型制品。該制件要求內部、外部表面光滑,沒有縮孔以及熔接傷疤現象。塑件制品成型后內部、外部表面不能有缺陷,棱角部位要求平整。制件結構如圖1所示。
塑件選用材料為聚乙烯,其密度是0.91~0.96g/cm3,是不含有毒性、沒有任何氣味、質地柔軟的細小顆粒狀物質,因為其摸起來與蠟燭相似,故此又稱為高分子石蠟。
2 分型面的設計
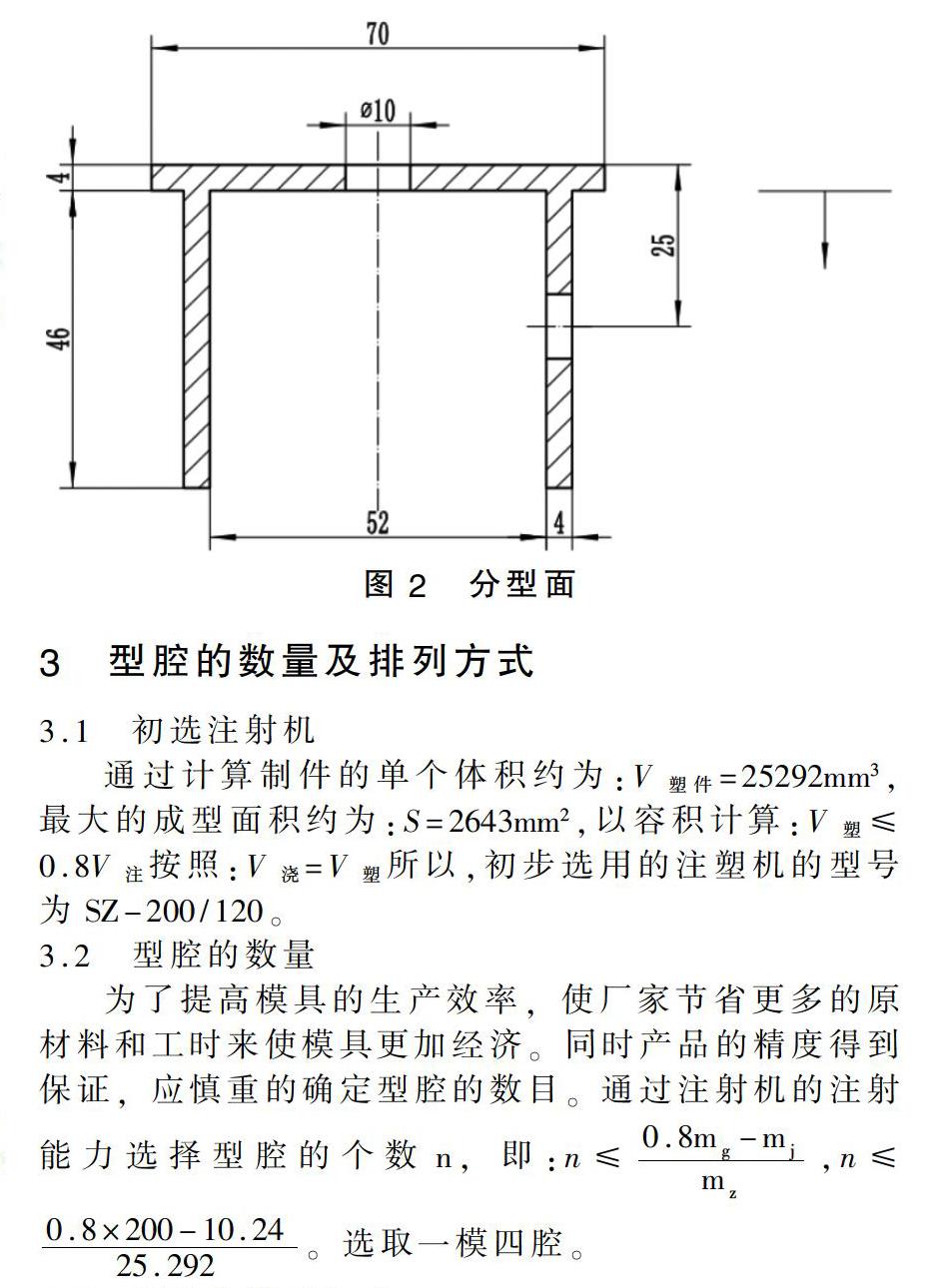
分型面是模具上用于能順利取出塑件和澆注系統的冷凝料部分的可分離的接觸表面。在一套簡單模具中分型面可能只有一個,但對于模具結構較復雜也可以有多個分型面。根據零件的特點,零件簡單規則。因此在設計時采用一個分型面分型的方式,即分型面選擇選在制件的最大截面處(塑件脫模方向最大的投影邊緣部位),分型面垂直于注射機的開模運動方向。本次設計的可行的分型面如圖2所示:
3 型腔的數量及排列方式
3.1 初選注射機
通過計算制件的單個體積約為:V塑件=25292mm3,最大的成型面積約為:S=2643mm2,以容積計算:V塑≤0.8V注按照:V澆=V塑所以,初步選用的注塑機的型號為SZ-200/120。
3.2 型腔的數量
為了提高模具的生產效率,使廠家節省更多的原材料和工時來使模具更加經濟。同時產品的精度得到保證,應慎重的確定型腔的數目。通過注射機的注射能力選擇型腔的個數n,即。選取一模四腔。
3.3 型腔的排列方式
型腔的布置方式多種多樣,所以在型腔布局時,要求熔融狀態的塑料能順利通過分流道能夠同時到達澆口從而進入型腔。整體式型腔由整塊模板制成,具有較好的強度和剛度。減少了模具零件的數目,使得模具安裝比較方便。若按照分流道的形狀布置方式分,則可分為以下幾種: O形排列, I形排列, H形排列,為X形排列和混合型排列等多種排列形式。由于制件是PE材料,材料本身流動性較好、可以在冷凝之前完全填充模腔,又選取了一模四腔制,采用H形排列方式。
3.4 側向抽芯機構
經計算:抽拔力:Q=100.48N;抽芯距:S=6mm。根據抽芯距和抽拔力,選用結構相對簡單,使用抽芯距較小且抽拔力不大的彈簧抽芯機構。此機構相對于與其結構相似的斜導柱機構來說不僅減小了模具的復雜程度還節省了成本。
4 澆注系統的設計
4.1 澆注系統設計要點
(1)澆注系統的設計應利于型腔的填充。(2)在保證塑件質量能滿足要求的條件下,澆注系統的流程應盡量縮短。(3)應盡量避免因澆注系統而產生的熔接痕對塑件表面產生影響,開模后冷凝料應易于去除。(4)澆注系統應有利于排氣。
4.2 主流道的設計
主流道一般為圓錐形,錐度一般在2°~4°,特殊情況下可取3°~6°。雖然塑件材料熔體的流動性較好,但為了讓其更好的流動,因此錐度取4°。內壁粗糙度一般取Ra0.63μm。主流道最小直徑d可按如下公式進行計算:d=d1+(0.5~1mm)。
4.3 澆口套的設計
主流道一般設計在澆口套內,主流道與注射機噴嘴接觸會出現磨損現象,主流道設計在澆口套內易于更換。澆口套為標準件,可以根據需要從標準尺寸中選取。
由于所設計主流道長度為80mm,錐度為4°,選用SB1680-20型號澆口套。
4.4 分流道的設計
分流道是主流道末端至型腔方向的澆注通道。單型腔模具中,分流道可以省去,而在一模多腔的模具中,分流道則會對塑件的成型質量產生重要的影響,因此在設計分流道時,應主要考慮減少流動阻力,減小容積,避免使熔體經過分流道時產生較大壓力損失及溫度損失。不同截面形狀的分流道在熱量損失、效率、加工難度等方面各有利弊,常用的分流道截面形狀有:圓形、梯形、U形、半圓形、正方形等。分流道的直徑也可以用經驗公式計算得:D=4mm,分流道的長度一般取主流道大端直徑的1~1.25倍。
4.5 澆口的設計
澆口屬于注射模具澆注系統中的重要的一部分,連接著分流道與型腔。塑料熔體通過澆口后直接進入型腔,因此澆口有著控制料流速度、防止未冷卻的融料回流等作用。
4.5.1 澆口位置的確定
塑件為壁厚均勻的制件,可以只考慮澆口位置對塑件外觀的影響及是否利于排氣。可行的方案有兩種,第一種是將澆口放置在塑件頂端邊緣處,另一種是將澆口放置在塑件底部。兩者都可以保證澆口易于去除且對塑件外觀影響較小,但是第二種方案模具不易脫模,因此選用第一種方案,將澆口設計在塑件的頂端位置。
4.5.2 澆口類型的選擇
常用的澆口類型有:直接澆口、側澆口、點澆口、護耳澆口等。塑件頂端和側面都有中心孔,所以不能采用直接澆口,由于塑件材料為PE,因此適用的澆口類型只有側澆口和護耳澆口。澆口相側澆口具有與成型制品易分離、加工方便等優勢,因此選用側澆口比較合適。
4.5.3 澆口尺寸的確定
塑件質量為:m=23.02g,側澆口參數可按小型塑件的大小來選用,由于塑件材料為PE,為了更好的充型,所以各參數按最大值來選用。澆口高度取0.75mm,寬度取2mm,長度取0.8mm。
