作動筒非指令開鎖典型故障分析
2019-11-12 08:10:19代龍金磊李欣怡劉政宏
價值工程 2019年28期
關鍵詞:液壓系統
代龍 金磊 李欣怡 劉政宏
摘要:某型機作動筒在未進行指令操縱時,出現作動筒意外開鎖,導致艙門空中打開故障現象,本文通過對作動筒開鎖控制系統進行分析,明確故障發生機理。
Abstract: The actuating cylinder of a certain type machine is opened accidentally without instruction, which causes the malfunction of the door to be opened in the air. This paper analyzes the actuator unlocking control system to clarify the mechanism of fault occurrence.
關鍵詞:液壓系統;作動筒;鎖機構
Key words: hydraulic system;actuating cylinder;lock mechanism
中圖分類號:TG580.23+2? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ?文獻標識碼:A? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? 文章編號:1006-4311(2019)28-0253-03
0? 引言
某型機作動筒通過活塞桿耳座與艙門拉桿相連,作動筒內部采用鋼球鎖機構,用于保證艙門在收起位置時鎖定位置。因此系統設計有三套打開裝置,確保作動筒在特定工況下完成打開任務。但在使用過程中出現作動筒非指令控制艙門打開故障,直接影響飛行任務無正常完成。
1? 作動筒操縱形式介紹
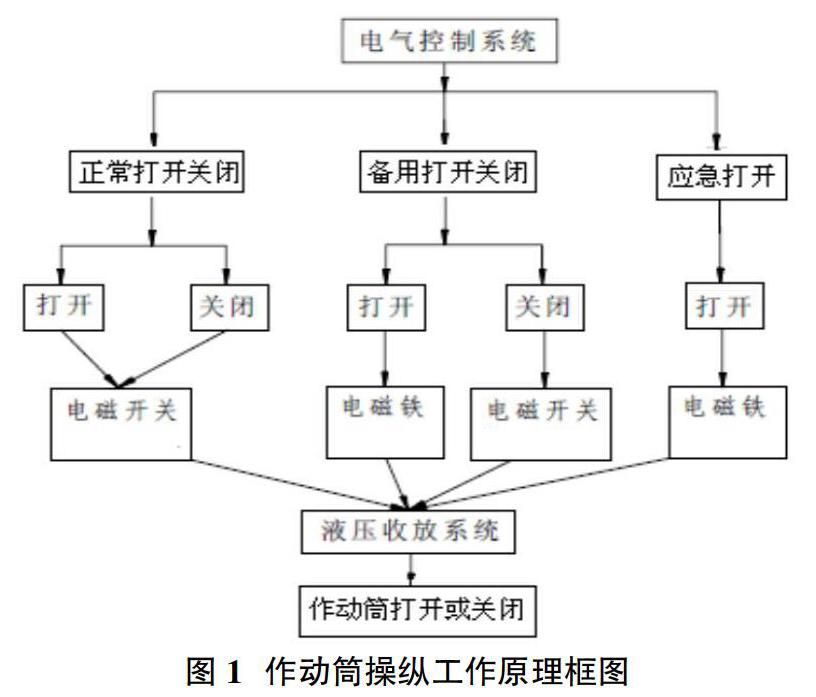
機上作動筒的操縱形式分三種:正常打開關閉、備用打開關閉、應急打開。
正常打開關閉由主液壓系統供壓,通過電氣控制系統,接通電磁開工作,壓力油經電磁開關控制作動筒打開或關閉。
備用打開關閉由剎車液壓系統供壓,通過電氣控制系統,接通電磁開關工作,壓力油經電磁開關控制作動筒關閉炸彈艙門;接通備用電磁鐵工作,在電磁鐵拉力作用下,通過應急開鎖裝置使作動筒打開。
當正常控制、備用控制系統失效時,接通應急打開開關,接通應急電磁鐵,在電磁鐵拉力作用下,通過應急開鎖裝置使作動筒打開。
作動筒操縱工作原理框圖見圖1。
2? 故障樹(FAT)分析
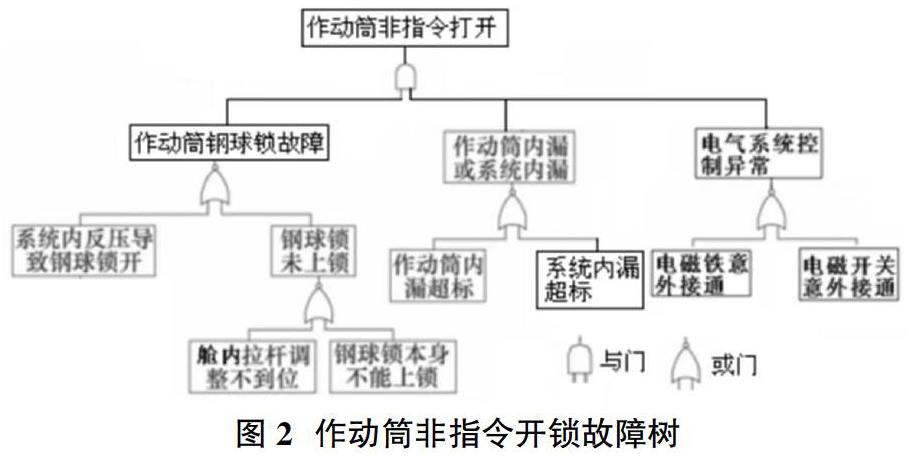
作動筒非指令開鎖造成的艙門意外打開,根據作動筒機上的工作原理,通過故障樹分析(FAT),作動筒非指令性開鎖的故障原因:一是作動筒鋼球鎖故障;二是作動筒內漏或系統內漏;三是電氣控制系統異常。作動筒非指令性開鎖的故障樹見圖2。
通過機上測試及幾起故障發生后作動筒分解情況,作動筒非指令打開主要原因為系統反壓及作動筒鋼球鎖機構碎裂導致,因此排除故障主要工作圍繞系統改進及作動筒鋼球鎖進行。
3? 作動筒鋼球鎖故障分析及措施
3.1 系統反壓導致鋼球鎖打開
3.1.1 故障模式
飛機在起飛線解除靜剎車狀態時,出現彈艙門異常打開的故障。但在起飛后,機組再次將艙門關閉,在當次的整個飛行過程中,未再發生重復性的異常打開故障。
3.1.2 機理分析
通過對作動筒供壓系統加裝壓力傳感器,測試試飛測試數據,經對比發現,靜剎車電磁開關回中剎車回油管路中的確存在1MPa左右的高壓,經分析當飛機在起飛線上解除靜剎車時,此壓力是由于解除靜剎車時系統回油沖擊所致。液壓系統在瞬時啟動、停機、變速或換向,由于流動液體和運動部件具有慣性,流動液體和運動部件的機械能瞬時轉換為系統的壓力能,在系統內會形成很高的瞬時峰值壓力,即液壓沖擊,液壓沖擊會使液壓系統的可靠性和穩定性下降。由于電磁開關高壓控制腔瞬間通回油,在系統回油管路中積聚短時高壓作用在分流活門式分配裝置的備用關閉回油口上,推動分流活門式分配裝置閥芯移動,將作動筒打開油路接通,作動筒開鎖腔產生1MPa的壓力,驅動作動筒鋼球鎖打開,從而導致艙門打開。
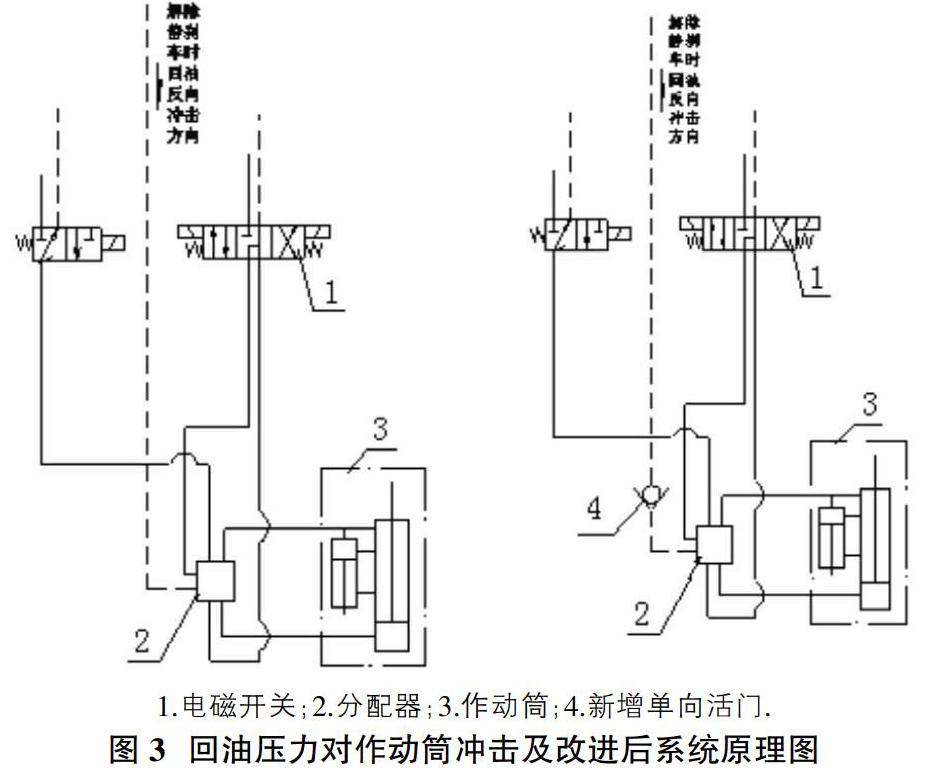
3.1.3 改進方案
由于液壓系統的不同,液壓執行元件的控制性能要求不同,所采取的防止液壓沖擊的措施也有多種方式。針對具體的液壓回路和工況對液壓元件結構進行改進,也可在液壓回路中增加各類輔助液壓元件等。因此在系統管路中采取增加單向活門的措施,阻斷靜剎車電磁開關回中產生的回油壓力,進行飛行起落的驗證,彈艙門收放系統工作正常。回油壓力對作動筒沖擊及改進后系統原理圖具體如圖3所示。
■
3.2 鋼球鎖機構故障導致不能上鎖
鋼球鎖為一種常見的液壓鎖結構,包括開鎖腔和工作腔,主要由帶鋼球的活塞、漲圈、襯筒組成。上鎖時,向工作腔加壓,壓力推動帶鋼球的活塞移動,頂起襯筒,鋼球進入漲圈內部,襯筒復位,活塞上鎖;開鎖時,向開鎖腔加壓,同時活塞加負載,壓力頂起襯筒,鋼球和活塞在負載的帶動下脫離漲圈,活塞向工作腔移動,開鎖腔泄壓,襯筒復位,結構形式如圖4所示。
為使鋼珠工作可靠,鎖圈和圈應有足夠的硬度。一般要求鎖圈和錐形圈的表面硬度達到HRC=60~64。
3.2.1 故障模式
故障發生時機為飛行過程中,在無任何操縱的情況下,彈艙門突然打開,對機上供電設備進行檢查,其功能正常。進行地面功能檢查時故障復現,隨后對作動筒進行分解檢查時,發現內部襯筒碎裂。作動筒內部襯筒是保證鋼球鎖機構上鎖、開鎖狀態的重要部件。襯筒碎裂后無法保證鋼球鎖機構處于上鎖狀態,致使功能失效。襯筒斷口及摩擦痕跡如圖5、圖6所示。
3.2.2 機理分析
3.2.2.1 理論強度分析
襯筒材料為T10A,為提高在工作區域20mm~25mm進行淬火,熱處理硬度為HRc60~63.3,作動筒上鎖時,襯筒承受外部載荷,活塞受到拉桿的拉力,鋼珠受到接觸面上的壓力和摩擦力。根據結構形式及受力分析,對襯筒建立局部有限元模型,襯筒上受到鋼珠的壓力為10189N,摩擦力為1528N,將其施加到襯筒有限元模型上進行計算,襯筒上的應力云圖見圖7。襯筒最大應力為1700.0MPa,則剩余強度系數:■,襯筒滿足靜強度設計要求。所以設計上滿足使用要求。
3.2.2.2 理化分析結果
對斷口進行理化分析,斷口形貌為沿晶斷裂,判定襯筒為脆性斷裂。主要產生的原因為熱處理過程中,對溫度、加熱時間控制不足,所產生的馬氏體組織進金相檢查組織較為粗大,等級為10級,斷口馬氏體組織形式如圖8所示。
3.2.3 改進方案
根據靜強度計算及故障件的理化分析結果,襯筒經高頻淬火后產生的馬氏體組織形式,高頻淬火溫度及保溫時間對零件組織形式有較大影響,如果組織形式過于粗大,會造成零件脆性增加,在上鎖過程的沖擊載荷以及上鎖后負載,鋼球對襯筒產生作用力時,就會出現襯筒碎裂的故障模式。
通過對未發生故障的襯筒進行抽樣,基本馬氏體等級在7級以下的均未發生故障模式,對工藝熱處理加工進行把控,找到最優的控制參數,提高熱處理質量,保證產品性能。
4? 結論
對于作動筒非指令開鎖工作,通過系統改進,消除系統反向壓力對作動筒功能的影響,并在熱處理過程中提供工藝控制,保證產品受力性能,以此解決故障現象。
參考文獻:
[1]李延民,李坤.防止液壓沖擊基本回路的特性分析[J].機床與液壓報,2014(10):61-63.
[2]鄧曉山,禹新鵬,關維.某型起落架收放作動筒鎖定信號異常的改進設計,2017(10):45-20.
[3]黎啟柏.液壓元件手冊[M].北京:冶金工業出版社,2000.
[4]姜孝淮.液壓傳動與控制[M].信陽:空軍第一航空學院出版社,2001.
[5]宋靜波.飛機構造基礎[M].北京:航空工業出版社,2004:149-150.
[6]張利平.液壓閥原理、使用與維護[M].北京:化學工業出版社,2009.
[7]李壯云.液壓元件與系統[M].北京:機械工業出版社,2005.
[8]蔡澤能.機械液壓系統中的故障類型與診斷對策探析[J].價值工程,2018,37(35):158-159.
猜你喜歡
商情(2016年42期)2016-12-23 16:53:09
東方教育(2016年3期)2016-12-14 20:51:31
中國教育技術裝備(2016年20期)2016-12-12 10:03:08
企業技術開發·中旬刊(2016年10期)2016-11-12 16:11:54
大學教育(2016年9期)2016-10-09 08:45:14
科技視界(2016年20期)2016-09-29 11:42:34
科技視界(2016年14期)2016-06-08 19:01:12
科技視界(2016年11期)2016-05-23 00:34:58
科技視界(2016年9期)2016-04-26 09:59:35
科技視界(2016年10期)2016-04-26 00:49:08